用Minitab完成MSASPC分析
- 格式:ppt
- 大小:4.35 MB
- 文档页数:54

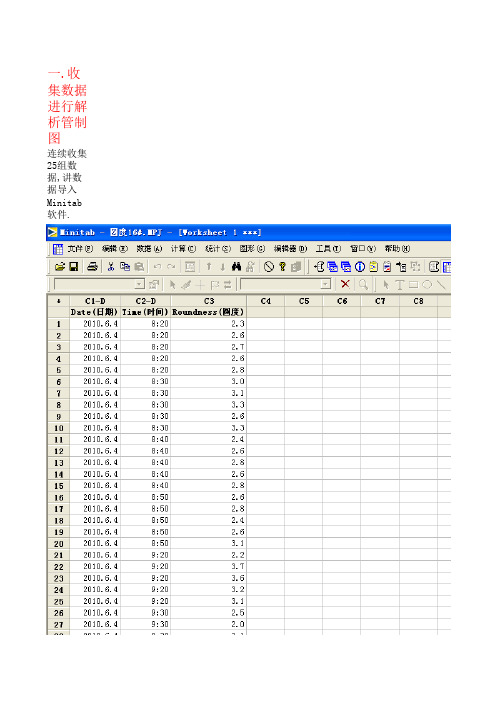
一.收集数据进行解析管制图
连续收集25组数据,讲数据导入Minitab 软件.
进行管制图分析.
二.控制限设定,进行正常控制.算出收集25组数据的均值和标准差.
解析控制图制作完毕,要求25组数据没有异常点(红色显示),如无异常点则说明过程受控,不存如存在异常点,则说明过程有异常原因,须先排除异常原因重新收集25组数据,
直到过程受控为
重复控制图操作,将平均值和标准差在选项中固定下来.
点击选中X轴,点击右键编辑
同样方式设置极差图X轴.
空白区域点击右键
设定完成,输入新检测的日期,时间及数据,即可在图形窗口上自动描点.
,不存在异常原因,可以使用收集的数据估计控制限.受控为止.
击右键,选中自动更新图形.。

数据类型名称使用场合优缺点计量型(计量型数据是连续型随机变量)如:机械零件的尺寸、酒精的纯度、钢筋的抗拉强度等平均值—标准差控制图适用于产品批量较大,且稳定、正常的工序,子组数量大于等于10计算最复杂,精度高;但不适合现场作业单值—移动极差控制图适用于因各种原因(时间、费用等)每次只能得到一个数据或希望尽快发现并消除异常因素的场合, 适用于均质产品而无需抽取多个试样。
如一炉钢的成份简便省事,并能及时判断工序是否处于稳定状态,缺点是不易发现工序分布中心的变化计数型(计数型数据(包括计件和计点)是离散型随机变量)如:合格和不合格、单位缺陷数量不合格品率控制图(P)分析不合格率的推移样本数量可以不相等缺陷数控制图(C)缺陷总数量的推移样本数量相等单位缺陷数控制数(U)单位缺陷数量的推移分析样本数量可以不等不合格品数控制图(NP)样本数相等场合,分析不合格数的推移样本数量必须相等Minitab在过程控制上的应用平均值—极差控制图适用于产品批量较大,且稳定、正常的工序,子组数量小于10最常用,判断工序是否正常的效果好,但计算工作量大Minitab分析方法统计>控制图>子组的变量控制图>Xbar-R(B)统计>控制图>子组的变量控制图>Xbar-S(A)统计>控制图>单值的变量控制图>I-MR统计>控制图>属性控制图>NP统计>控制图>属性控制图>P统计>控制图>属性控制图>C)C统计>控制图>属性控制图>U(U)。



MSA_SPC_MINITAB使用方法MSA (Measurement Systems Analysis) 是一种用于评估测量系统能力和可靠性的统计分析方法。
而 SPC (Statistical Process Control) 是一种用于监控和改进过程稳定性和产品质量的方法。
在本文中,我们将探讨如何使用 Minitab 进行 MSA 和 SPC 分析。
首先,我们将重点介绍 MSA 的使用方法。
MSA 旨在评估测量系统的准确度、重复性和再现性。
在 Minitab 中,可以使用 "Stat" 菜单下的"Quality Tools" 子菜单中的 "Gage Study" 来进行 MSA 分析。
该工具提供了各种选项,包括 Crossed Gage Study、Nested Gage Study 和Attribute Gage Study等。
用户可以根据实际情况选择适合的选项。
在进行 MSA 分析前,首先要准备好数据。
数据应该包括测量值以及测量的重复次数或操作员信息。
在 Minitab 中,可以使用电子表格或直接输入数据来进行分析。
一旦数据准备完毕,用户可以选择相应的 MSA 分析方法。
例如,对于连续性数据,可以选择 Crossed Gage Study,该模型可以评估测量系统的准确度、重复性和再现性。
对于离散数据,可以选择 Attribute Gage Study,该模型可以评估测量系统的一致性和可靠性。
在进行 MSA 分析时,Minitab 会生成各种图表和统计指标来帮助用户评估测量系统的能力。
例如,在 Crossed Gage Study 中,Minitab 会生成 Xbar-R 和 Xbar-S 控制图来显示测量系统的准确度和重复性。
用户可以使用这些图表来确定测量系统是否稳定,并进一步改进测量过程。
接下来,我们将讨论如何使用 Minitab 进行 SPC 分析。
msa minitab例题详解MSA(Measurement System Analysis)是对测量系统进行全面评估的一种统计技术,主要用于确定测量系统测量的准确性、重复性和再现性。
在质量控制领域,MSA是确保测量数据准确性的重要手段。
以下是一个使用MINITAB软件进行MSA分析的示例:1. 假设我们要分析一个测量设备在测量长度方面的准确性,首先需要收集数据。
可以请3名检验员使用该设备对同一个部件进行多次测量,得到一系列的测量值。
将这些数据记录在表格中,包括检验员编号、部件编号、测量长度等。
2. 将数据输入MINITAB软件中,选择“质量工具”-“量具研究”-“量具R&R研究(交叉)”。
3. 在弹出的对话框中,输入检验员编号、部件编号和测量长度等变量,并指定部件号和检验员作为分类变量。
点击“确定”开始分析。
4. MINITAB软件会自动进行方差分析,计算测量系统的重复性和再现性。
分析结果会显示量具的R&R值、P/T值、可区分类别数等指标。
5. 根据分析结果,可以对测量系统进行评估。
如果R&R值和P/T值都大于30%,则说明测量系统的重复性和再现性较差,需要采取措施改进。
如果可区分类别数小于5,则说明测量系统的分辨力较低,也需要进行改进。
6. 如果需要进一步了解方差的构成,可以在MINITAB中选择“方差分量”,软件会分别计算重复性和再现性的方差分量,以及合计量具R&R的方差分量。
这些信息有助于了解测量系统各组成部分对总变异的贡献。
7. 除了方差分析外,还可以使用线性回归分析等方法对测量系统进行分析,以评估其准确性和可靠性。
例如,可以请更高一级别的测量设备对同一部件进行多次测量,取其平均值作为真值,然后将该值与被评估设备的测量值进行线性回归分析,以评估被评估设备的准确性。
8. 在完成MSA分析后,可以根据分析结果采取相应的措施,如对设备进行校准、培训检验员等,以提高测量系统的准确性和可靠性。
附录七MINITAB 在SPC上的应用1. MINITAB要点(MINITAB Essentials ) (注1)1.1 Starting and Exiting(启动及离开)●To start MINITAB(启动MINITAB)开始>程序集>MINITAB 13 for Windows●離開2. MINITAB 环境(The MINITAB Environment)当执行数据分析时,有几个不同的窗口及工具伴随着你,如下图说明。
●Project Manager项目经理:管理一个同性质的的专题,包括几个活页簿(Folders)方便你引导、检视及运用项目的不同部分。
●Session Windows讨论窗口:记录项目的执行过程及结果,以文字方式储存。
●Data Windows数据窗口:你输入、编辑及检视数据数据的工作表。
Session 討論視窗Data數據視窗Project 專案視窗Graph繪圖視窗Status Bar 狀態列项目经理討論視窗討論過程視窗繪圖圖檔報告剪貼簿工作表3 MINITAB工作流程(Work Flow in MINITAB )3.1 Issuing Commands(宣告命令)MINITAB有三种宣告命令的方法●选单Menus●工具列ToolBar●讨论窗口下命令Session command大部份的命令用数据来绘图及改变已存在的数据或增加数据。
数据一般都储存在工作表(Worksheet),一个项目可有很多工作表。
当你宣告命令时,他只对目前作用中的工作表(Current Worksheet)有用,你只要用Mouse点一下该窗口,则该工作表就在作用中。
工作表窗口的上方有三个星号(***),则暗示该工作表作用中。
3.2 Working with Projects(以项目进行作业)MINITAB的项目包含你所有的工作:Data数据、Session讨论窗口、绘图及其它。
当你储存项目时,同时储存所有相关的数据。