关键质量属性CQA和关键工艺参数CPP评估
- 格式:ppt
- 大小:2.91 MB
- 文档页数:2
关键质量属性关和键工艺参数(CQA&CPP)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA 关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP 关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME 小组成员:QRM 负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
3.3 SME 小组能力要求矩阵:4、如何找CQA&CPP4.1在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2列出将要被评估的工序步骤。
工艺流程图,SOP 或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议。
例:资料需求单ICH Q8(R2)‐ QbD‐系统化的方法、ICHQ9‐质量风险管理流程图CQA&CPP 风险评估工具‐FMEA6.1FMEA 实施:1.成立一个评估小组2.识别已知和潜在的失效模式3.识别严重性、可能性和可检测性4.详细说明行为5.重新评级6.详细说明剩余的风险7.完成一个简短的摘要6.2 风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
关键质量属性关和键工艺参数(CQA&CPP)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA 关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP 关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME 小组成员:QRM 负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
3.3 SME 小组能力要求矩阵:4、如何找CQA&CPP4.1在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2列出将要被评估的工序步骤。
工艺流程图,SOP 或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议。
例:资料需求单ICH Q8(R2)‐ QbD‐系统化的方法、ICHQ9‐质量风险管理流程图CQA&CPP 风险评估工具‐FMEA6.1FMEA 实施:1.成立一个评估小组2.识别已知和潜在的失效模式3.识别严重性、可能性和可检测性4.详细说明行为5.重新评级6.详细说明剩余的风险7.完成一个简短的摘要6.2 风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
简述药品关键质量属性(CQA)以及指标分析关键质量属性(Critical Quality Attributes, CQA):指物质(药品或活性成分)具备的直接或间接影响物质安全、鉴别、强度、纯度的物理,化学,微生物方面特性。
关键质量属性确定的标准是基于药品在不符合该质量属性时对患者所造成危害(安全性和有效性)的严重程度。
关键工艺参数:简单来说:影响药品关键质量属性的工艺参数复杂来说:Critical Process Parameter (CPP): A process parameter whose variability has an impact on a critical quality attribute and therefore should be monitored or controlled to ensure the process produces the desired quality. ICH Q8 Pharmaceutical Development。
我们来看看常见质量属性以及为什么这些属性是或者不是关键质量属性(重点考虑安全性和有效性)物理质量属性:一、外观:(非CQA)属性目标:让患者容易接受的颜色和形状,无目视观察到的缺陷。
理由:颜色,形状和外观与安全性和有效性无直接关系。
因此,它们不是关键。
做为质量属性的原因是因为长得好看的东西更容易让人接受...例如小孩吃糖喜欢卡通状的。
这是一个看脸的世界。
二、气味:(非CQA)属性目标:不要那么难闻。
理由:一般来说,可觉察的气味与安全性和有效性无直接关系,但气味可影响患者可接受性并导致投诉。
如果药品中使用的药物和辅料都有难闻气味或者在药品生产工艺中使用有机溶剂,则应该在药品研发阶段设定好适量的矫味剂。
三、尺寸大小(CQA)属性目标:便于吞咽、使用(仿制药考虑与参比制剂一致)理由:药品(片剂、胶囊、栓剂等)的尺寸大小与吞咽性、可使用性有关;因此,它是关键。

关键质量属性和关键工艺参数关键质量属性关和键工艺参数(CQA&CPP)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
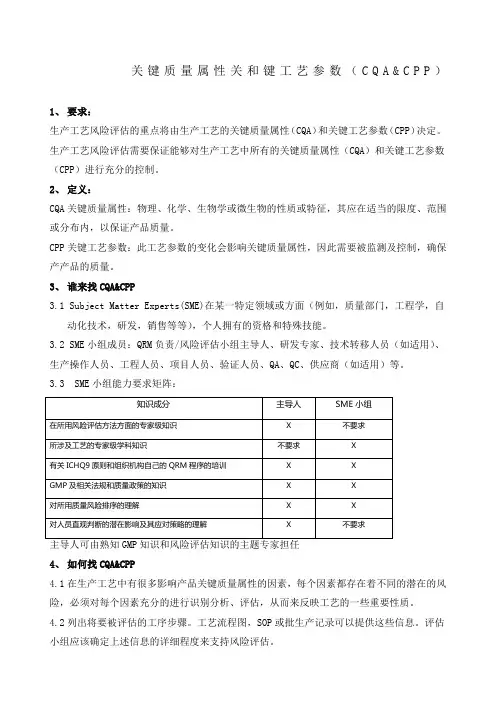
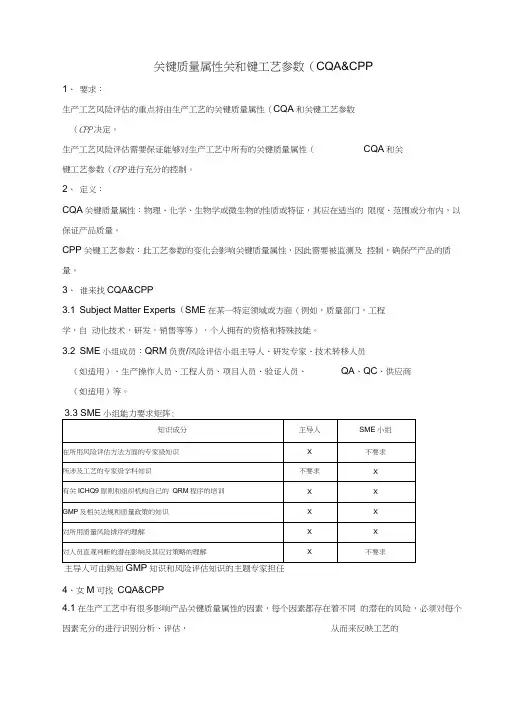
3.3 SME小组能力要求矩阵:知识成分主导人SME小组在所用风险评估方法方面的专家级知识X不要求所涉及工艺的专家级学科知识不要求X有关ICHQ9原则和组织机构自己的QRM程序的培训X XGMP及相关法规和质量政策的知识X X对所用质量风险排序的理解X X对人员直观判断的潜在影响及其应对策略的理解X不要求4、如何找CQA&CPP4.1 在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2 列出将要被评估的工序步骤。
工艺流程图,SOP或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:关键质量属性判定矩阵属性测试关键or非关键工艺控制orGMP控制鉴别所有的鉴别关键GMP控制物化性质pH、熔点、折光率等可能关键也可能不关键基于API的物理性质和计划用途工艺控制和/或GMP控制基于药品性状物理状态(例如:液体、固体)关键GMP控制或工艺控制(工艺条件可能影响物理状态)含量含量测试关键工艺控制纯度有机(HPLC)、关键工艺控制无机(硫酸化灰分、炽灼残渣)、残留溶剂、重金属、手性杂质(手性分析、旋光度)粒度粒度、密度使用ICHQ6A决策树工艺控制微生物纯度总数、内毒素、热原使用ICHQ6A决策树工艺控制和/或GMP控制(例如:水的质量,环境控制)晶型晶型测试使用ICHQ6A决策树工艺控制*如果工艺不能控制或是影响该属性也可能需要GMP控制例:关键工艺参数窄范围(和/或难控制)宽范围(和/或易控制)质量关键的:工艺中一个可调节的参数(可变的),需要在窄的范围内进行维护,以保证不会影响到关键的产品质量属性非关键的:工艺中一个可调整的参数(可变的),被证明是可以在较宽的范围内很好的控制的,虽然在极端条件下会影响质量例如:•生物反应器的搅拌速度影响溶氧水平,导致药物成分的氧化状态和较低的例如:•过滤温度•柱清洗体积效能•柱洗脱过程的变异(如:缓冲液梯度)导致更高的聚集,可能增加影响免疫原性的风险•柱子的操作温度影响产品相关的杂质的清除工艺重要:工艺中一个可调节的参数(可变的),需要在窄的范围内进行维护,以保证操非重要的:工艺中一个可调整的参数(可变的),被证明是可以在较宽的范围内很好的控制作的一致性的,虽然在极端条件下会影响工艺性能例如:•生物反应器温度超出范围导致产率下降,但未影响成分质量•柱流速变化导致生产力损失,但对药物成分的质量或杂质的清除没有影响例如:•过滤速度•柱清洗流速文件资源:保证在评估之前已经具备所有必要的文件。
关键质量属性关和键工艺参数(CQA&CPP)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA 关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP 关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME 小组成员:QRM 负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
3.3 SME 小组能力要求矩阵:4、如何找CQA&CPP4.1在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2列出将要被评估的工序步骤。
工艺流程图,SOP 或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议。
例:资料需求单ICH Q8(R2)‐ QbD‐系统化的方法、ICHQ9‐质量风险管理流程图CQA&CPP 风险评估工具‐FMEA6.1FMEA 实施:1.成立一个评估小组2.识别已知和潜在的失效模式3.识别严重性、可能性和可检测性4.详细说明行为5.重新评级6.详细说明剩余的风险7.完成一个简短的摘要6.2 风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
关键质量属性关和键工艺参数(C Q A&C P P)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
3.3 SME小组能力要求矩阵:4、如何找CQA&CPP4.1 在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2 列出将要被评估的工序步骤。
工艺流程图,SOP或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议。
例:资料需求单ICH?Q8(R2)‐ QbD‐系统化的方法、 ICHQ9‐质量风险管理流程图CQA&CPP风险评估工具‐FMEA6.1FMEA实施:1. 成立一个评估小组2. 识别已知和潜在的失效模式3. 识别严重性、可能性和可检测性4. 详细说明行为5. 重新评级6. 详细说明剩余的风险7. 完成一个简短的摘要6.2风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
关键质量属性关和键工艺参数(CQA&CPP1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA和关键工艺参数(CPP决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA和关键工艺参数(CPP进行充分的控制。
2、定义:CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
主导人可由熟知知识和风险评估知识的主题专家担任4、女M可找CQA&CPP4.1在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的些重要性质。
4.2列出将要被评估的工序步骤。
工艺流程图,SOP或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:例:5、找CQA&CPF之前的必要条件文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议例:资料需求单6、怎么找ICHQ8 (R2)- QbD -系统化的方法、ICHQ9-质量风险管理流程图CQA&CPP风险评估工具-FMEA 6.1FMEA 实施:1. 成立一个评估小组2. 识别已知和潜在的失效模式3. 识别严重性、可能性和可检测性4. 详细说明行为5. 重新评级6. 详细说明剩余的风险7. 完成一个简短的摘要6.2风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
【最新整理,下载后即可编辑】关键质量属性关和键工艺参数(CQA&CPP)1、要求:生产工艺风险评估的重点将由生产工艺的关键质量属性(CQA)和关键工艺参数(CPP)决定。
生产工艺风险评估需要保证能够对生产工艺中所有的关键质量属性(CQA)和关键工艺参数(CPP)进行充分的控制。
2、定义:CQA关键质量属性:物理、化学、生物学或微生物的性质或特征,其应在适当的限度、范围或分布内,以保证产品质量。
CPP关键工艺参数:此工艺参数的变化会影响关键质量属性,因此需要被监测及控制,确保产产品的质量。
3、谁来找CQA&CPP3.1 Subject Matter Experts(SME)在某一特定领域或方面(例如,质量部门,工程学,自动化技术,研发,销售等等),个人拥有的资格和特殊技能。
3.2 SME小组成员:QRM负责/风险评估小组主导人、研发专家、技术转移人员(如适用)、生产操作人员、工程人员、项目人员、验证人员、QA、QC、供应商(如适用)等。
3.3 SME小组能力要求矩阵:4、如何找CQA&CPP4.1 在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。
4.2 列出将要被评估的工序步骤。
工艺流程图,SOP或批生产记录可以提供这些信息。
评估小组应该确定上述信息的详细程度来支持风险评估。
例:文件资源:保证在评估之前已经具备所有必要的文件。
良好培训:保证在开展任何工作之前所有必要的风险评估规程、模板和培训已经就位。
评估会议:管理并规划所有要求的风险评估会议。
例:资料需求单ICH Q8(R2)‐QbD‐系统化的方法、ICHQ9‐质量风险管理流程图CQA&CPP风险评估工具‐FMEA6.1FMEA实施:1. 成立一个评估小组2. 识别已知和潜在的失效模式3. 识别严重性、可能性和可检测性4. 详细说明行为5. 重新评级6. 详细说明剩余的风险7. 完成一个简短的摘要6.2风险评估:1、列出将要被评估的工序步骤:在生产工艺中有很多影响产品关键质量属性的因素,每个因素都存在着不同的潜在的风险,必须对每个因素充分的进行识别分析、评估,从而来反映工艺的一些重要性质。

关键质量属性CQA和关键工艺参数CPP评估什么是关键质量属性?关键质量属性(Critical Quality Attribute,CQA)是指它们对产品质量有重大影响的属性,如产品的物理、化学、生物学特性及其稳定性等。
评估CQA通常使用可靠的分析和测试方法,以确定产品是否符合规定标准和质量要求。
在制药工业中,CQA通常由监管机构指定并指导其评估。
CQA评估的结果有助于理解和控制生产过程中可能影响产品质量的因素。
这有助于确保产品质量的一致性和可靠性。
什么是关键工艺参数?关键工艺参数(Critical Process Parameters,CPP)是控制生产设备和过程的参数,它们对CQA的控制至关重要。
如机器的温度、转速和压力等参数。
评估CPP通常需要进行试验和分析,以确定哪些参数对CQA影响最显著,并为根据这些参数进行控制和调整提供依据。
在制药工业中,评估CPP有助于了解可能影响CQA的参数,并确定这些参数的控制范围。
这有助于确保生产过程的稳定性和产品质量的一致性。
CQA和CPP之间的关系CQA和CPP之间存在着密切的关系。
通过评估CQA,可以确定可能影响产品质量的因素。
然后可以通过评估CPP来确定哪些参数是影响CQA最显著的。
在生产过程中,管理和控制这些关键参数将有助于确保产品符合规定的CQA。
例如,对于制造一种特定药品,药品的水含量可能是CQA之一。
通过分析数据,可以确定温度和湿度等因素对水含量有很大影响。
因此,温度和湿度可能是错误控制的CPP。
了解这一点之后,就可以在生产过程中管理和控制温度和湿度来确保药品符合CQA。
如何评估CQA和CPP针对不同的产品和生产过程,可以采用不同的方法和技术来评估CQA和CPP。
一些常见方法包括:实验设计实验设计是通过设计实验来确定CPP和CQA的适当方法。
在实验设计中,可以尝试不同的参数值和参数范围,以确定最佳组合。
这将有助于确定控制CPP的最佳参数范围。
图形分析图形分析是通过分析已收集的数据来确定CQA和CPP之间的联系。
ASTME2500确证⽅法--关键质量属性关键⼯艺参数关键⽅⾯术语解释关键质量属性(Critical Quality Attributes, CQA):指产品的物理、化学、⽣物或微⽣物性质或特征,应在适当的限度、范围或分布之内,以确保预期的产品质量。
关键⼯艺参数(Critical Process Parameter, CPP):该⼯艺参数的波动会影响到产品关键质量属性⽽应该被监测或控制,以确保能⽣产出预期质量的产品。
关键⽅⾯(Critical Aspect, CA):⽣产系统的关键⽅⾯通常是功能,特征,性能,和持续保持产品质量和患者安全所必须的⽣产⼯艺和系统的性能或特征。
他们应该在科学的产品和⼯艺的理解基础上进⾏确定并记录。
确证(Verification):是⼀个系统的⽅法,⽤来证实⽣产系统、单独或联合操作,是否符合其预定⽤途,是否已正确安装,并正确运⾏。
这是⼀个总称,它包括所有确保系统适合其⽤途的⽅法,如确认,调试和确认,确证,系统验证或其他。
ASTM E2500 确证⽅法ASTM E2500 -13 《制药、⽣物制药⽣产系统和设备的规范、设计和确证标准指南》以风险和科学为基础的⽅法,对潜在可能影响产品质量和患者安全的⽣产系统和设备的规范,设计和确证进⾏描述。
同时还描述了⼀个系统的、⾼效的和有效的⽅式,确保⽣产系统和设备符合预期的使⽤⽬的,⽽且对与产品质量和患者安全相关的风险进⾏有效管理。
关键质量属性CQA &关键⼯艺参数CPP &关键⽅⾯CAPDA技术报告54-5《⽣产系统设计、确认和运⾏活动中的质量风险管理》中,应⽤了下图(Figure6.1.1-1制药⽣产层级图)不仅形象的展⽰了从“患者”到“⽣产和⽀持系统关键⽅⾯”之间的关系,还清晰的展⽰了关键质量属性CQA、关键⼯艺参数CPP与关键⽅⾯CA的关系。
在上图中,对应患者层⾯需确定产品预期⽤途并预先定义质量⽬标(关于临床相关性,效⼒,和安全性),即质量⽬标产品概况(QTPP),再确定产品的关键质量属性(CQA),然后⼯艺的每⼀步均必须考虑关键质量属性且必须将⼯艺风险评估与关键质量属性(CQA)相关联。
关键质量属性CQA关键工艺参数CPP质量风险管理质量是产品或服务满足客户需求的程度,是企业发展的核心竞争力之一、为了提高产品质量和降低质量风险,企业需要关注关键质量属性(Critical Quality Attributes,CQA)和关键工艺参数(Critical Process Parameters,CPP)。
在产品组装制造过程中,合理设置CQA和CPP,并进行质量风险管理,能够有效地控制产品质量,提高企业竞争力。
CQA是指最直接将影响质量性能或产品安全性的产品特性。
不同产品具有不同的CQA,例如在汽车制造中,关键质量属性包括车身强度、刹车性能、耐久性等;在药品制造中,关键质量属性包括药物纯度、有效成分的含量等。
企业需要深入了解产品质量的关键属性,并将其纳入到产品质量控制的范畴。
CPP是指在生产过程中对产品质量具有重要影响的工艺参数。
不同的工艺参数会对产品质量产生不同的影响。
合理设置CPP可以提高产品质量的稳定性和可重复性。
例如,在电子制造过程中,温度、湿度、压力等工艺参数都会对产品的电性能产生重要影响;在食品制造中,加工时间、温度等工艺参数会影响产品的营养成分和口感。
质量风险管理是指通过管理CQA和CPP,以降低产品质量相关风险。
质量风险是指未能满足客户要求的风险,包括生产过程中的操作错误、设备故障、供应链问题等。
通过合理地设置CQA和CPP,并采取相应的风险控制措施,可以减少产品质量风险。
质量风险管理需要全面考虑生产过程中存在的各种风险和可能的失控因素,从而保证产品质量的稳定性和可靠性。
在质量风险管理中,企业可以采取以下措施:1.确定产品的关键质量属性,了解客户需求,并将其转化为可衡量的参数。
通过有效的产品设计和工艺优化,确保产品满足客户要求。
2.确定产品制造中的关键工艺参数,并对其进行优化。
通过研究和实验,确定工艺参数的最佳范围,以达到产品质量目标,并降低因工艺参数变化而导致的质量问题。
关键质量属性CQA关键工艺参数CPP质量风险管理关键质量属性主要可以分为四类:功能性、可靠性、可维护性和可用性。
功能性是指产品或服务是否满足客户的功能要求;可靠性是指产品或服务在特定条件下能够正常运行的能力;可维护性是指产品或服务在出现问题时能够方便地进行维修和保养;可用性是指产品或服务对于客户是否易于使用和理解。
关键质量属性的确定需要根据客户需求和期望,结合产品或服务的特性和使用环境来进行分析和评估。
在确定关键质量属性时,可以采用质量功能展开(QFD)和敏感性分析等方法来量化客户需求和设计要求,并与产品或服务的性能指标进行对比。
关键质量属性的实现需要依赖于关键工艺参数(CPP)。
关键工艺参数是指在产品或服务的设计和制造过程中,对于产品或服务质量具有重要影响的参数。
关键工艺参数的确定需要根据产品或服务的特性和使用环境,结合工艺能力和设备性能来进行分析和评估。
关键工艺参数的控制和优化是实现关键质量属性的关键。
在产品或服务的设计和制造过程中,通过对关键工艺参数进行监控和调整,可以保证产品或服务的稳定性和一致性。
关键工艺参数的优化需要依赖于数据分析和工程实验,通过优化参数设置和工艺流程,来提高产品或服务的性能和质量。
质量风险管理是指在产品或服务的设计和制造过程中,对于质量风险进行识别、评估和控制的过程。
质量风险是指产品或服务在设计、制造、运营和使用中可能发生的质量问题和质量损失。
质量风险管理的目标是最大限度地降低产品或服务的质量风险,并保证产品或服务的质量和可靠性。
质量风险管理可以采用质量风险评估和质量风险控制两个阶段来进行。
在质量风险评估阶段,可以通过故障模式和影响分析(FMEA)和设计失效模式和影响分析(DFMEA)等方法,对产品或服务的质量风险进行识别和评估。
在质量风险控制阶段,可以采用设计控制和过程控制等措施,来降低产品或服务的质量风险。
总之,关键质量属性、关键工艺参数和质量风险管理是产品或服务设计和制造过程中的重要概念和方法。
简述药品关键质量属性(CQA)以及指标分析关键质量属性(Critical Quality Attributes, CQA):指物质(药品或活性成分)具备的直接或间接影响物质安全、鉴别、强度、纯度的物理,化学,微生物方面特性.关键质量属性确定的标准是基于药品在不符合该质量属性时对患者所造成危害(安全性和有效性)的严重程度。
关键工艺参数:简单来说:影响药品关键质量属性的工艺参数复杂来说:Critical Process Parameter (CPP):A process parameter whose variability has an impact on a critical quality attribute and therefore should be monitored or controlled to ensure the process produces the desired quality. ICH Q8 Pharmaceutical Development。
我们来看看常见质量属性以及为什么这些属性是或者不是关键质量属性(重点考虑安全性和有效性)物理质量属性:一、外观:(非CQA)属性目标:让患者容易接受的颜色和形状,无目视观察到的缺陷。
理由:颜色,形状和外观与安全性和有效性无直接关系.因此,它们不是关键。
做为质量属性的原因是因为长得好看的东西更容易让人接受.。
例如小孩吃糖喜欢卡通状的。
这是一个看脸的世界。
二、气味:(非CQA)属性目标:不要那么难闻。
理由:一般来说,可觉察的气味与安全性和有效性无直接关系,但气味可影响患者可接受性并导致投诉。
如果药品中使用的药物和辅料都有难闻气味或者在药品生产工艺中使用有机溶剂,则应该在药品研发阶段设定好适量的矫味剂。
三、尺寸大小(CQA)属性目标:便于吞咽、使用(仿制药考虑与参比制剂一致)理由:药品(片剂、胶囊、栓剂等)的尺寸大小与吞咽性、可使用性有关;因此,它是关键。
简述药品关键质量属性(CQA)以及指标分析关键质量属性(Critical Quality Attributes,CQA):指物质(药品或活性成分)具备的直接或间接影响物质安全、鉴别、强度、纯度的物理,化学,微生物方面特性。
关键质量属性确定的标准是基于药品在不符合该质量属性时对患者所造成危害(安全性和有效性)的严重程度。
关键工艺参数:简单来说:影响药品关键质量属性的工艺参数复杂来说:Critical Process Parameter (CPP): A process parameter whose variability has an impact on a critical quality attribute and therefore should be monitored or controlled to ensure the process produces the desired quality. ICH Q8 Pharmaceutical Development。
我们来看看常见质量属性以及为什么这些属性是或者不是关键质量属性(重点考虑安全性和有效性)物理质量属性:一、外观:(非CQA)属性目标:让患者容易接受的颜色和形状,无目视观察到的缺陷.理由:颜色,形状和外观与安全性和有效性无直接关系。
因此,它们不是关键。
做为质量属性的原因是因为长得好看的东西更容易让人接受。
..例如小孩吃糖喜欢卡通状的。
这是一个看脸的世界。
二、气味:(非CQA)属性目标:不要那么难闻。
理由:一般来说,可觉察的气味与安全性和有效性无直接关系,但气味可影响患者可接受性并导致投诉。
如果药品中使用的药物和辅料都有难闻气味或者在药品生产工艺中使用有机溶剂,则应该在药品研发阶段设定好适量的矫味剂。
三、尺寸大小(CQA)属性目标:便于吞咽、使用(仿制药考虑与参比制剂一致)理由:药品(片剂、胶囊、栓剂等)的尺寸大小与吞咽性、可使用性有关;因此,它是关键。