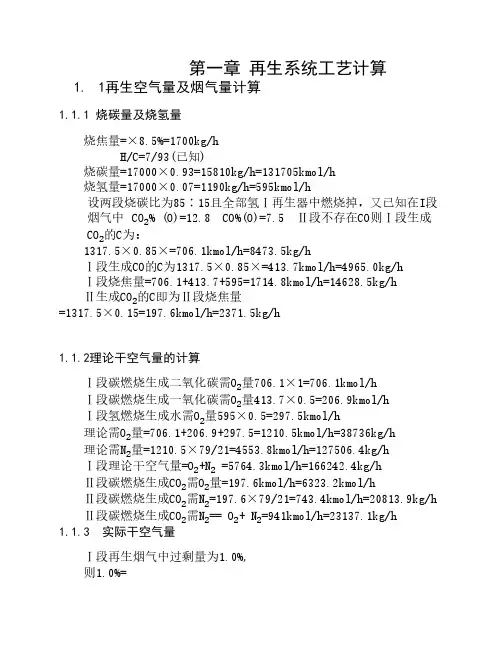
催化裂化再生烟气能量回收的计算
- 格式:pdf
- 大小:293.45 KB
- 文档页数:4
万吨年催化裂化反应—再生系统计算摘要催化裂化装置主要由反应—再生系统、分馏系统、吸收稳定系统和能量回收系统构成,其中反应—再生系统是其重要组成部分,是装置的核心。
设计中以大庆原油的混合蜡油与减压渣油作为原料,采用汽油方案,对装置处理量为250万吨/年(年开工8000小时)的催化裂化反应—再生系统进行了一系列计算。
根据所用原料掺油量低,混合后残炭值较低,其硫含量和金属含量都较小且由产品分布和回炼比较小,抗金属污染能力强,催化剂的烧焦和流化性能较好及在此催化剂作用下,汽油辛烷值较高这些特点,故采用汽油方案。
设计中,采用了高低并列式且带有外循环管的烧焦罐技术,并对烧焦罐式再生器和提升管反应器进行了工艺计算,其中再生器的烧焦量达32500㎏/h,烧焦罐温度为680℃,稀相管温度为720℃,由于烟气中CO含量为0,则采用高效完全再生。
在烧焦罐中,烧焦时间为1.8s,罐中平均密度为100㎏/m3,烧焦效果良好。
在提升管反应器设计中,反应温度为505℃,直径为1.62 m,管长为29 m,反应时间为3s,沉降器直径为2 m,催化剂在两器中循环,以减少催化剂的损失,提高气—固的分离效果,在反应器和再生器中分别装有旋风分离器,旋风分离器的料腿上装有翼阀,在提升管和稀相管出口处采用T型快分器。
由设计计算部分可知,所需产品产率基本可以实现。
关键词:催化裂化,反应器,再生器,提升管,烧焦罐,完全再生AbstractThe catalytic cracker constitutes reaction-regeneration system、fraction system、 absorption-stabilization system and power-recovery system. The most important and core part of the unit is reaction-regeneration system. The DaQing Crude wax oil and vacuumdistillation residue are taken as feedstock. This paper is a series of processing calculation mainly about reaction-regeneration system. With gasoline scheme, capacity is designed to be 150 Mt/a under the condition of 8000 hours’ operating time.After being mixed the contents of blending residuum, sulphur and metal as well as the carbon residue in feedstock are low. As the even distribution of product, superior properties of resisting metal pollution and the catalyst’s coke burning and fluidization as well as the higher octane number of gasoline with the function of this catalyst, the gasoline scheme are taken.In the design, technology of coke-burning drum with outsider-circulation tube is applied. The drum is of high-low parallel style. The processing calculation is about reproducer of coke-burning drum style and riser, coke-burning capacity is 32500㎏/h, the temperatures of coke-burning drum and dilute phase riser are respectively 680℃and 720℃. Accounting that there is no carbon monoxide in off-gase. The high efficient regeneration is applied. In the coke-burning drum, the scorching time is 1.8s and its average density is 100 ㎏/m3, thus the effect of coke-burning is good. The temperature of riser is 505℃. Its diameter is 1.62m and the length is 29m. While its reaction time is 3s and the diameter of settling vessel is 2m. Catalysts circulate in the drum and reactor. In order to reduce the loss of catalyst and improve the effect of gas-solid separation, cyclones are equipped in both reactor and reproducer. There is trickle vavle on the dipleg of the latter, whilethe T-rapid separation unit is fitted in the exit of riser and dilute phase riser. From the date, the unit can substantially reach the required yield. Keywords: Catalystic cracking, Reactor, Reproducer, Riser, Coke-burning drum毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
摘要催化裂化装置主要由反应—再生系统、分馏系统、吸收稳定系统和能量回收系统构成,其中反应—再生系统是其重要组成部分,是装置的核心。
设计中以大庆原油的混合蜡油与减压渣油作为原料,采用汽油方案,对装置处理量为250万吨/年(年开工8000小时)的催化裂化反应—再生系统进行了一系列计算。
根据所用原料掺油量低,混合后残炭值较低,其硫含量和金属含量都较小且由产品分布和回炼比较小,抗金属污染能力强,催化剂的烧焦和流化性能较好及在此催化剂作用下,汽油辛烷值较高这些特点,故采用汽油方案。
设计中,采用了高低并列式且带有外循环管的烧焦罐技术,并对烧焦罐式再生器和提升管反应器进行了工艺计算,其中再生器的烧焦量达32500㎏/h,烧焦罐温度为680℃,稀相管温度为720℃,由于烟气中CO含量为0,则采用高效完全再生。
在烧焦罐中,烧焦时间为 1.8s,罐中平均密度为100㎏/m3,烧焦效果良好。
在提升管反应器设计中,反应温度为505℃,直径为 1.62 m,管长为29 m,反应时间为3s,沉降器直径为2 m,催化剂在两器中循环,以减少催化剂的损失,提高气—固的分离效果,在反应器和再生器中分别装有旋风分离器,旋风分离器的料腿上装有翼阀,在提升管和稀相管出口处采用T型快分器。
由设计计算部分可知,所需产品产率基本可以实现。
关键词:催化裂化,反应器,再生器,提升管,烧焦罐,完全再生AbstractThe catalytic cracker constitutes reaction-regeneration system、fraction system、absorption-stabilization system and power-recoverysystem. The most important and core part of the unit is reaction-regeneration system. The DaQing Crude wax oil and vacuum distillation residue are taken as feedstock. This paper is a series of processing calculation mainly about reaction-regeneration system. With gasoline scheme, capacity is designed to be 150 Mt/a under the condition of 8000 hours’ operating time.After being mixed the contents of blending residuum, sulphur and metal as well as the carbon residue in feedstock are low. As the even distribution of product, superior properties of resisting metal pollution and the catalyst’s coke burning and fluidization as well as the higher octane number of gasoline with the function of this catalyst, the gasoline scheme are taken.In the design, technology of coke-burning drum with outsider-circulation tube is applied. The drum is of high-low parallel style. The processing calculation is about reproducer of coke-burning drum style and riser, coke-burning capacity is 32500㎏/h, the temperatures of coke-burning drum and dilute phase riser are respectively 680℃and 720℃. Accounting that there is no carbon monoxide in off-gase. The high efficient regeneration is applied. In the coke-burning drum, the scorching time is 1.8s and i ts average density is 100 ㎏/m3, thus the effect of coke-burning is good. The temperature of riser is 505℃. Its diameter is 1.62m and the length is 29m. While its reaction time is 3s and the diameter of settling vessel is 2m. Catalysts circulate in the drum and reactor. In order to reduce the loss of catalyst and improve the effect of gas-solid separation, cyclones are equipped inboth reactor and reproducer. There is trickle vavle on the dipleg of the latter, while the T-rapid separation unit is fitted in the exit of riser and dilute phase riser. From the date, the unit can substantially reach the required yield.Keywords: Catalystic cracking, Reactor, Reproducer, Riser, Coke-burning drum毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
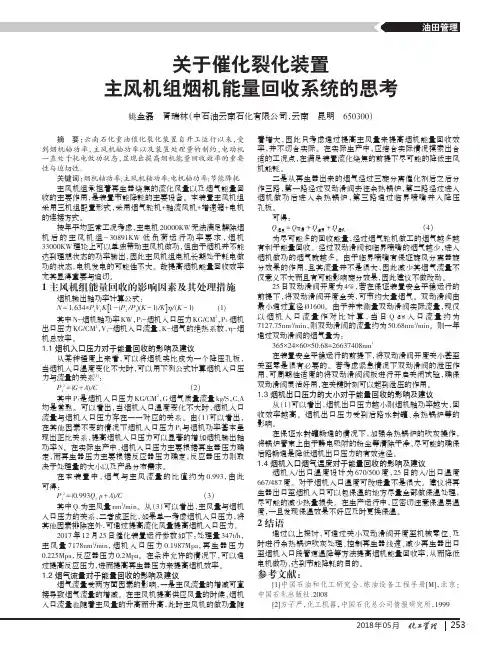
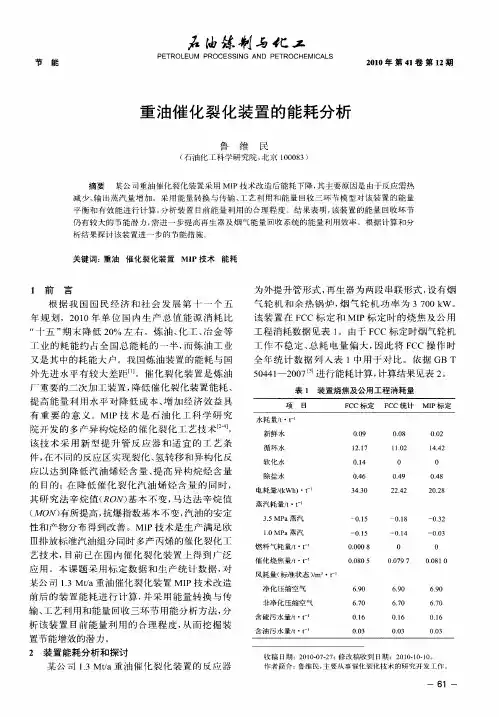
2018年05月关于催化裂化装置主风机组烟机能量回收系统的思考姚金磊胥瑞林(中石油云南石化有限公司,云南昆明650300)摘要:云南石化重油催化裂化装置自开工运行以来,受到烟机轴功率、主风机轴功率以及装置处理量的制约,电动机一直处于耗电做功状态,显现出提高烟机能量回收效率的重要性与迫切性。
关键词:烟机轴功率;主风机轴功率;电机轴功率;节能降耗主风机组承担着再生器烧焦的流化风量以及烟气能量回收的主要作用,是装置节能降耗的主要设备。
本装置主风机组采用三机组配置形式,采用烟气轮机+轴流风机+增速箱+电机的连接方式。
按年平均正常工况考虑,主电机20000KW 无法满足解除烟机后的主风机组-30891KW 低负荷运行功率要求,烟机33000KW 理论上可以单独带动主风机做功,但由于烟机并不能达到理想状态的功率输出,因此主风机组电机长期处于耗电做功的状态,电机发电的可能性不大。
故提高烟机能量回收效率尤其显得重要与迫切。
1主风机组能量回收的影响因素及其处理措施烟机输出轴功率计算公式:N =1.634∗P 1V 1K []1-(P 2/P 1)(K -1)/K η/(K -1)(1)其中N-烟机轴功率KW ,P 1-烟机入口压力KG/CM 2,P 2-烟机出口压力KG/CM 2,V 1-烟机入口流量,K-烟气的绝热系数,η-烟机总效率。
1.1烟机入口压力对于能量回收的影响及建议从某种程度上来看,可以将烟机类比成为一个降压孔板,当烟机入口温度变化不大时,可以用下列公式计算烟机入口压力与流量的关系[1]:P 12=(G +A )/C(2)其中P 1是烟机入口压力KG/CM 2,G 烟气质量流量kg/S ,C,A 均是常熟。
可以看出,当烟机入口温度变化不大时,烟机入口流量与烟机入口压力存在一一对应的关系。
由(1)可以看出,在其他因素不变的情况下烟机入口压力P 1与烟机功率基本呈现出正比关系,提高烟机入口压力可以显著的增加烟机输出轴功率N 。
催化裂化装置再生烟气醇胺法回收CO2技术模拟研究摘要:炼油企业的CO2排放主要分为直接排放和间接排放,前者包括燃料燃烧过程、工艺过程等产生的CO2排放;后者指企业使用由石化能源转化的外购能源(包括电力、热力、蒸汽等)所产生的碳排放。
在国内炼油企业中,CO2的直接排放量占总排放量的85%左右,其中催化裂化装置的CO2排放量占比最高,占直接排放量的25%~50%。
本文对催化裂化装置再生烟气醇胺法回收CO2技术模拟进行分析,以供参考。
关键词:催化裂化;再生烟气;醇胺法引言催化裂化再生烟气是炼厂生产装置中最大的气体排放源。
再生烟气中含有大量的氮氧化物、二氧化硫,已成为我国炼厂主要的空气污染源。
随着催化裂化装置工况的调整,再生器出口烟气的污染物浓度波动范围较大,原料属性、运行参数、污染物进出口浓度等参数之间未建立关联关系。
催化裂化脱硝装置的进口浓度发生波动时,容易出现出口烟气无法稳定达标、脱硝剂浪费等问题。
一、概述许多学者们致力于探究催化裂化出口烟气与过程参量的影响因素。
通过研究脱硝剂、助燃剂的作用机理,分析了氮氧化物超标的影响因素,并提出相应解决措施,可有效控制烟气氮氧化物的排放浓度。
以上研究方法主要是针对催化裂化出口烟气相关因素的辨识,但催化裂化出口烟气的智能建模仍然是一个亟需解决的难题。
建立了一种基于热力学平衡算法的烟气析碳反应模型,验证了模型的析碳量与烟气温度、压力、空气配比、水蒸气配比的影响。
提出了一种前置烧焦式催化裂化装置的稳态机理模型,探究烧焦罐气固流动的复杂性。
以上研究方法无法实现出口再生烟气浓度的直接表达,因此,利用机理模型直接预测出口烟气浓度存在困难。
近年来,神经网络是一种广泛应用于各种复杂环境的智能预测手段。
提出了一种基于卷积神经网络的长短期记忆网络模型,用于预测催化裂化装置再生烟气氮氧化物的浓度值,实验结果表明该模型表现出了很好的预测性能。
通过一种结合卷积神经网络的长短期记忆网络模型,实现了再生烟气氮氧化物的预测,实验结果表明该方法能够高效准确地处理大量高维数据。
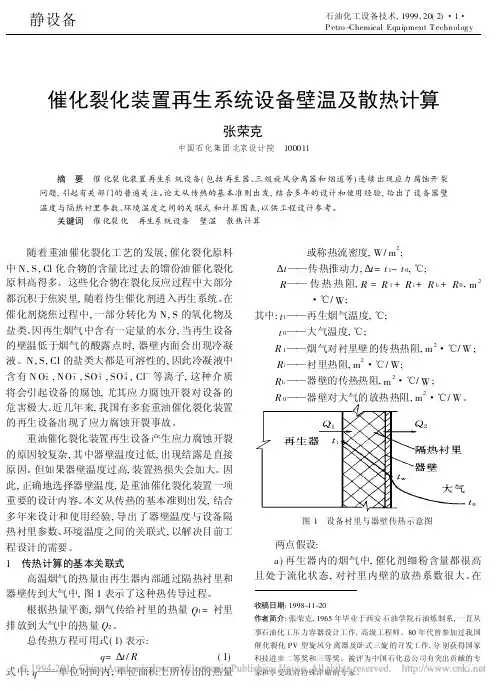
催化裂化装置再生系统设备壁温及散热计算张荣克中国石化集团北京设计院 100011 摘 要 催化裂化装置再生系统设备(包括再生器、三级旋风分离器和烟道等)连续出现应力腐蚀开裂问题,引起有关部门的普遍关注。
论文从传热的基本准则出发,结合多年的设计和使用经验,给出了设备器壁温度与隔热衬里参数、环境温度之间的关联式和计算图表,以供工程设计参考。
关键词 催化裂化 再生系统设备 壁温 散热计算 随着重油催化裂化工艺的发展,催化裂化原料中N,S ,Cl 化合物的含量比过去的馏份油催化裂化原料高得多。
这些化合物在裂化反应过程中大部分都沉积于焦炭里,随着待生催化剂进入再生系统。
在催化剂烧焦过程中,一部分转化为N,S 的氧化物及盐类。
因再生烟气中含有一定量的水分,当再生设备的壁温低于烟气的酸露点时,器壁内面会出现冷凝液。
N,S,Cl 的盐类大都是可溶性的,因此冷凝液中含有N O -2,NO -3,SO =3,SO =4,Cl -等离子,这种介质将会引起设备的腐蚀,尤其应力腐蚀开裂对设备的危害极大。
近几年来,我国有多套重油催化裂化装置的再生设备出现了应力腐蚀开裂事故。
重油催化裂化装置再生设备产生应力腐蚀开裂的原因较复杂,其中器壁温度过低,出现结露是直接原因。
但如果器壁温度过高,装置热损失会加大。
因此,正确地选择器壁温度,是重油催化裂化装置一项重要的设计内容。
本文从传热的基本准则出发,结合多年来设计和使用经验,导出了器壁温度与设备隔热衬里参数、环境温度之间的关联式,以解决目前工程设计的需要。
1 传热计算的基本关联式高温烟气的热量由再生器内部通过隔热衬里和器壁传到大气中,图1表示了这种热传导过程。
根据热量平衡,烟气传给衬里的热量Q 1=衬里排放到大气中的热量Q 2。
总传热方程可用式(1)表示:q = t /R (1)式中:q ——单位时间内,单位面积上所传出的热量或称热流密度,W/m 2; t ——传热推动力, t =t 1-t 0,℃;R ——传热热阻,R =R 1+R i +R b +R 0,m2・℃/W ;其中:t 1——再生烟气温度,℃;t 0——大气温度,℃;R 1——烟气对衬里壁的传热热阻,m 2・℃/W ;R i ——衬里热阻,m 2・℃/W;R b ——器壁的传热热阻,m 2・℃/W ;R 0——器壁对大气的放热热阻,m 2・℃/W 。
催化裂化(FCC)装置能量优化途径和方法
[摘要] 介绍催化裂化装置(FCC)能量优化特点、优化思路、优化方法。
一、催化裂化装置特点;
二、催化裂化装置节能优化;
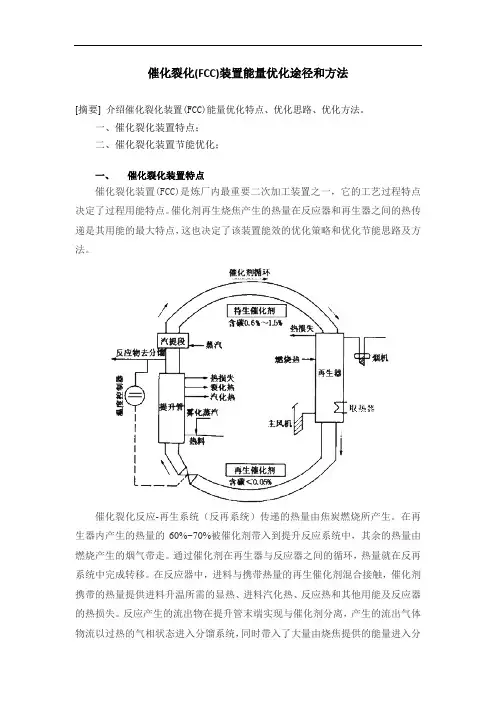
一、 催化裂化装置特点
催化裂化装置(FCC)是炼厂内最重要二次加工装置之一,它的工艺过程特点决定了过程用能特点。
催化剂再生烧焦产生的热量在反应器和再生器之间的热传递是其用能的最大特点,这也决定了该装置能效的优化策略和优化节能思路及方法。
催化裂化反应-再生系统(反再系统)传递的热量由焦炭燃烧所产生。
在再生器内产生的热量的60%~70%被催化剂带入到提升反应系统中,其余的热量由燃烧产生的烟气带走。
通过催化剂在再生器与反应器之间的循环,热量就在反再系统中完成转移。
在反应器中,进料与携带热量的再生催化剂混合接触,催化剂携带的热量提供进料升温所需的显热、进料汽化热、反应热和其他用能及反应器的热损失。
反应产生的流出物在提升管末端实现与催化剂分离,产生的流出气体物流以过热的气相状态进入分馏系统,同时带入了大量由烧焦提供的能量进入分。
能量回收期计算公式能源是人类社会发展的动力源,而能源的开发利用也是人类社会发展的重要组成部分。
在能源的开发利用过程中,能量回收期是一个重要的概念。
能量回收期是指在能源的开发利用过程中,所需投入的能量与能源产出的能量之间的关系。
通过计算能量回收期,可以评估能源开发利用的效益,为能源开发利用提供科学依据。
能量回收期的计算公式是一个重要的工具,它可以帮助我们更好地理解能源开发利用的效益。
能量回收期的计算公式可以通过以下公式来表示:能量回收期 = 投入能量 / 产出能量。
其中,投入能量是指在能源开发利用过程中所需投入的能量,包括能源采集、转换、传输等环节所需的能量;产出能量是指能源开发利用过程中所产生的能量,包括电能、热能、动能等形式的能量。
通过这个公式,我们可以计算出能源开发利用的能量回收期,从而评估能源开发利用的效益。
在实际应用中,我们可以通过这个公式来比较不同能源开发利用项目的效益,选择更加经济有效的能源开发利用方案。
能量回收期的计算公式还可以帮助我们优化能源开发利用的方案。
在能源开发利用过程中,我们可以通过计算能量回收期,找出能源开发利用过程中的瓶颈环节,从而优化能源开发利用方案,提高能源开发利用的效益。
另外,能量回收期的计算公式还可以帮助我们评估能源开发利用的可持续性。
在能源开发利用过程中,我们可以通过计算能量回收期,评估能源开发利用的可持续性,从而选择更加可持续的能源开发利用方案,促进能源的可持续发展。
总之,能量回收期的计算公式是一个重要的工具,它可以帮助我们更好地理解能源开发利用的效益,优化能源开发利用的方案,评估能源开发利用的可持续性。
通过计算能量回收期,我们可以更加科学地开发利用能源,为人类社会的可持续发展做出贡献。
催化裂化物料平衡和热平衡计算方法前 言催化裂化过程是石油二次加工的重要过程之一。
监测一个催化裂化装置,唯一正确的方法就是定期考察装置的物料平衡、热平衡和压力平衡。
通过经常收集和研究装置运行的物料平衡和热平衡,才能更好地了解和理解装置运行的历史和现状,予期其未来,并为优化装置操作奠定基础。
进料质量、操作条件、催化剂和设备状况的任何变化,都将影响装置的物料平衡及热平衡。
要想深入了解和理解装置运行的物料平衡和热平衡,首先就必须正确做好物料平衡和热平衡计算。
为此目的,本文首先介绍了催化裂化物料平衡和热平衡的计算方法。
第一节 计 量1油品计量油品计量一般有二种方法:油罐检尺/输油体积法和在线差压式流量计测定法。
1.1 油罐检尺/输油体积法:油罐检尺/输油体积法是炼厂中应用最广泛,计量也较为准确的方法之一。
在通过油罐检尺/输油体积而对油量进行计量时,应根据国家标准GB/T 1885—1998石油计量表计算。
石油计量表按原油、产品和润滑油分类建立。
现已为世界大多数国家采用,在石油贸易中更具通用性。
催化裂化所用原料及产品均应使用石油计量表——产品部分。
石油计量所采用的密度计为玻璃密度计。
GB/T 1885—1998《石油计量表》——产品部分的简要说明及使用方法如下:1.1.1 石油计量表的组成标准密度表 表59A 表59B 表59D体积修正系数表 表60A 表60B 表60D其他石油计量表 表E1 表E2 表E3 表E4表59B—产品标准密度表和表60B—产品体积修正系数表是GB/T1885—1998《石油计量表》的组成部分之一。
表59B用于润滑油以外的石油产品,由已知试验温度下的视密度(密度计读数)查取标准密度(20℃温度下的密度)。
表60B用于润滑油以外的石油产品,由标准密度和计量温度查取由计量温度下体积修正到标准体积(20℃温度下体积)的体积修正系数(VCF20)。
1.1.2 产品计量产品按空气中的质量计算数量。
422 计算机与应用化学 2013, 30(4 难以通过实验方法获取回归动力学参数所需的所有数据。
基于反应热力学的最小吉布斯自由能法平衡模型,不考虑反应速率,只考察反应发生的可能性、平衡转化率和平衡态组成,最小吉布斯自由能法则只需指定产物,根据数学算法和热力学计算得到产物分布。
葡萄牙米尼奥大学Tavares 和丹麦托普索研究所[11]研究表明一氧化碳和二氧化碳在镍铜 - 二氧化硅催化剂上发生共作用歧化反应,反应过程接近平衡态,本文根据催化裂化再生烟气工艺条件建立析碳反应的最小吉布斯自由能法平衡反应模型。
催化裂化装置再生烟气发生析碳反应是一氧化碳和二氧化碳的可逆歧化反应,如式 (1 和式 (2 所示。
再生烟气在实际工艺流程中的可操作区间为:温度 (300 ~ 800 ℃,压力(0~0.4 MPa。
CO 2(g U C(s +O 2(g (1 化反应,当反应温度低于 700 ℃时有利于歧化反应发生,且 600 ℃时 CO 歧化转化率可达 25 %,由于催化作用,该温度条件下的热力学转化率明显低于 25 %。
宾夕法尼亚州匹兹堡大学 Meghan[14]等拉曼光谱实验研究发现氧化铈在 350 ℃条件下对一氧化碳歧化反应具有明显的催化作用;印度科学院 Govindaraj[15]等在 700 ℃条件下采用 Ni-MgO 催化歧化反应获取碳纳米管。
高温烟气中携带的催化裂化催化剂主要组成为 Al2O3 和分子筛,氧化铈质量含量约为 3 %左右,且在发应过程中容易负载催化原料中广泛存在的镍、铜和镁等金属元素,因此存在一氧化碳催化歧化析碳反应的发生,真实转化率可能高于模型计算得到的转化率。
表 1 催化裂化烟气工艺数据 Table 1 Process data of FCC flue gas. 项目 item 烟气温度/℃ flue gas temperature/℃烟气压力/Mpa flue gas pressure/ MPa 数据 input data 烟机入口烟机出口 inlet of expander outlet of expander 690 0.32 480 0.13 2CO(g U C(s +CO 2(g (2 再生烟气的典型组分为:一氧化碳,二氧化碳,水蒸汽,氮气,二氧化硫和粉尘,实际反应体系中还有多种反应和惰性组分。
三机组计算公式1、核算效率公式:(1)主风机主风机多变效率:ηpol=Kt-1/K1×lg(P2/P1)/lg(T2/T1)式中:P1——主风机进口压力Mpa(abc)P2——主风机出口压力Mpa(abc)T1——主风机进口温度,KT2——主风机进口温度,KK1——绝热指数:为空气时K1=1.4例1:空气绝热指数取 1.4,主风机入口压力0.096MPa,主风出口压力0.39 MPa,风机入口温度8℃即281K,主风出口温度167℃即440Kηpol=k-1k* =[(1.4-1)/1.4]*[lg(0.39/0.096)]/[lg(440/281)=89.3%(2)烟气轮机η=△T/T1[1-(P2/P1)(K-1)/K]式中:△T——实际温度差,△T=T1-T2 K,K——烟气平均绝热指数T1:实测入口温度,KT2:实测出口温度,KP1:入口压力,Mpa(abc)P2:出口压力,Mpa(abc)注意:若烟气轮机入口在测量时有蒸汽喷入,应对出口温度进行修正。
(参见“烟气能量回收机组的现场标定”,《炼油设计》86年第3期),否则误差较大。
例2:烟机入口温度692℃即965K,烟机出口温度497℃即770K,进气压力0.318MPa,,排气压力0.105 MPa,绝热质数按 1.308计算,烟机效率η=[(T1-T2)/ T1]/[1-(P2/P1)(K-1)/K]=87.9%2 回收功率的核算由于本设计中未安装烟气流量计(因为烟气催化剂粒子流实际为气固两相流,上前还没有合格的计算公式可用)。
帮采用功率平衡方程式来计算(识破差较大)。
Ne=Nc+Ng1+Ng2+Nco式中:(1) Ne——烟气轮机回收功率,KW(2) Nc——主风机所需轴功率,KWNc=16.0132×P1×V1×K1/(K1—1)×[ε(K1-1)/ k1×ηpoc-1-1]/ η式中:P1——主风机进口压力Mpa(abc)P1=0.098(P0-P1`)/735P0——当地大气压mmHgP1`——主风机入口真空度。
催化裂解装置烟机效率计算及分析王葆华1,蔡烈奎2(1.中海石油宁波大榭石化有限公司,浙江省宁波市315812;2.中海油炼油化工科学研究院,山东省青岛市266500)摘要:采用焓降法、核算法体现了烟气可以做的最大功;膨胀功法包含了烟气焓降的能量以及烟气节流 以中国海油某催化裂解装置三机组为例,采用焓降法、表2 烟气中各组分的Cp值Table2 Cpvalueofeachcomponentinfluegas表3 不同温度下烟气中各组分的焓Table3 Enthalpiesofcomponentsinfluegasatdifferenttemperatures 烟气中各组分的质量流量乘以两个温度下的焓差,即可得到该组分的焓降。
烟气总焓降ΔH总=∑ni=1xwiΔHi=12184.1kW。
从计算结果来看,两种计算方法结果接近,相对误差在2‰以内,说明两种方法计算的焓降结果都比较可靠。
在烟气焓的计算中,按照实际气体进行校正时,由于烟气各组分分压较低,其对比压力远远小于0.2,在图表中没有数据进行压力校正,只能当作理想气体进行数据处理。
2.2 )和热的计算见式(4)和式(5)[2]。
Ne1=nRT0lnp2p1(4)Ne2=∫T 2T1Cp1-T0()TGedT(5)烟气膨胀做功的压按式(5)计算Ne2=8395.0kW。
总物理占40.56%,热核算法所得烟机效率η焓=N烟轴Ne=74.95%;膨胀功法所得烟机效率η焓=N烟轴We=59.45%。
以上几种烟机效率的计算,皆是基于烟气全部进入烟机的情况。
由于双动滑阀和三级旋风分离器有部分烟气损失,进入烟机的烟气一般按照烟气总量的90%~96%计算,此处临界喷嘴的流量损失(占烟气总量的2%~3%)取3%。
双动—92—滑阀开度7.28%,完全关闭后通道缝隙20mm,根据滑阀面积以及压差转化为流速来计算,采用ΔPρ=12ΔU2计算出双动滑阀出口烟气流速达到254.32m/s,计算流失的烟气量为439.98m3/min,加上3%的临界喷嘴损失,在装置末期,没有经过烟机的烟气比例为14.34%,即烟机功率的校正系数取0.8566。
烟气余热回收量计算公式烟气余热回收是指利用工业生产中产生的烟气中的热能,通过热交换设备将其转化为可利用的热能的过程。
烟气余热回收不仅可以节约能源,减少能源消耗,还可以降低环境污染,提高能源利用效率。
因此,烟气余热回收在工业生产中具有重要的意义。
在进行烟气余热回收时,需要对烟气余热回收量进行准确的计算。
烟气余热回收量的计算公式可以帮助工程师们准确地评估烟气中的热能含量,从而选择合适的热交换设备,实现烟气余热的高效回收。
烟气余热回收量的计算公式如下:Q = m Cp ΔT。
其中,Q为烟气余热回收量(单位,千焦尔/小时),m为烟气的质量流量(单位,kg/h),Cp为烟气的比热容(单位,J/kg℃),ΔT为烟气的温度差(单位,℃)。
在实际应用中,需要根据具体的工艺参数和烟气特性来确定烟气余热回收量的计算公式。
下面将详细介绍烟气余热回收量计算公式中的各个参数。
1. 烟气的质量流量(m)。
烟气的质量流量是指单位时间内通过烟气管道的烟气质量。
在工程实践中,可以通过流量计等仪器来测量烟气的质量流量。
烟气的质量流量是烟气余热回收量计算中的重要参数,它直接影响着烟气中的热能含量。
2. 烟气的比热容(Cp)。
烟气的比热容是指单位质量的烟气在温度变化时所吸收或释放的热量。
不同的烟气成分和温度下,其比热容是不同的。
通常情况下,可以根据烟气的成分和温度来确定烟气的比热容。
在工程设计中,需要根据具体的烟气成分和温度来选择合适的烟气的比热容值。
3. 烟气的温度差(ΔT)。
烟气的温度差是指烟气进入热交换设备前后的温度差。
烟气的温度差直接影响着烟气中的热能含量,是烟气余热回收量计算中的关键参数。
通常情况下,可以通过温度传感器等仪器来测量烟气的温度差,从而确定烟气的温度差值。
通过以上三个参数的测量和计算,可以得到烟气余热回收量的具体数值。
在工程设计中,需要根据实际情况来确定烟气余热回收量的计算公式,从而选择合适的热交换设备,实现烟气余热的高效回收。