软体家具--车皮作业指导书
- 格式:doc
- 大小:28.50 KB
- 文档页数:2
家具作业指导书一、概述本指导书旨在为家具作业提供详细的指导和操作流程,以确保作业顺利进行。
大家在进行家具作业时,请务必认真阅读本指导书,并按照指导书中的要求进行操作。
二、工具准备在开始家具组装作业前,请确保以下工具齐全:1. 榫头锤:用于敲击榫条和榫孔,确保它们紧密结合。
2. 扳手:用于拧紧螺丝和螺母,保证家具的稳固。
3. 电钻:如果需要钻孔,可使用电钻来完成。
4. 卸力工具:用于拆卸家具时,可使用卸力工具将家具拆解。
三、安全须知1. 请佩戴防护手套和护目镜,以避免受伤。
2. 在使用电钻时,请确保插头接地,避免触电。
3. 注意家具零件的尖锐边角,以免划伤皮肤。
四、操作流程1. 确认家具零件完整性:在开始组装之前,请检查家具的零件是否完整,如有缺损或损坏,请及时联系相关人员。
2. 小心阅读说明书:请仔细阅读家具附带的说明书,了解组装流程和注意事项。
3. 组装家具框架:a. 根据说明书中的图示,将框架的零件放置在工作台上,确保零件位置正确。
b. 使用榫头锤将榫条插入相应的榫孔中,轻轻敲击使其紧密结合。
c. 使用扳手拧紧螺丝和螺母,确保框架稳固。
4. 安装家具面板:a. 依照说明书的示意图,将家具面板放置在框架上。
b. 使用螺丝和扳手将家具面板固定在框架上,注意螺丝的位置和数量。
5. 检查家具稳固性:在完成组装后,用手轻轻摇晃家具,确保其稳固牢固。
如有松动现象,请拧紧螺丝和螺母。
五、注意事项1. 请保持工作区域整洁,避免杂物妨碍作业和引起安全隐患。
2. 在组装过程中,如遇到困难或不明确的地方,请及时寻求帮助,避免错误操作。
3. 如果需要使用电钻钻孔,请确保选用适当的钻头,并在操作前调整电钻转速和位置。
4. 组装过程中,注意避免家具表面刮伤或者损坏,可以使用软布垫在工作台上进行组装。
5. 请按照说明书的要求进行组装,不要随意更换零件或忽略安全须知。
六、故障排除1. 如果在组装过程中发现家具零件缺失或损坏,请及时联系供应商或相关人员。
家具作业指导书一、引言家具作为人们日常生活中不可或缺的物品之一,扮演着起居空间布局和美化环境的重要角色。
本指导书旨在指导读者了解如何正确选择、使用和保养家具,以确保家具的长久使用和保持良好的品质。
二、家具选择1. 根据家居风格选择适合的款式:家居风格是选择家具的重要依据之一。
要考虑整体的风格统一性,避免过于混乱。
2. 根据空间大小选择合适的尺寸:在选择家具时要根据实际房间大小和户型来确定家具的尺寸,尽量避免过大或过小的问题。
3. 考虑家庭成员需要:选择适合家庭成员需求的家具。
例如,家里有小孩子的情况下,要考虑安全性和耐用性。
三、家具使用1. 合理布置家具:家具的布置直接影响到家居的空间利用和舒适度。
要避免堆积过多的家具,保证通道畅通,并考虑光线的进入。
2. 注意使用家具的安全:使用家具时要遵守安全规范,例如不要站在家具上乱跳,避免家具滑动等不安全行为。
四、家具保养1. 定期清洁:定期清洁家具可以确保其外观整洁且延长使用寿命。
根据不同的材质,采取相应的清洁方法,避免使用有害物质。
2. 避免阳光直射:长时间的阳光暴晒会使家具材质老化变色,因此要避免阳光直接照射到家具上。
3. 避免重物挤压:长时间的重物挤压会导致家具变形或损坏,因此要避免将重物放置在家具上。
五、家具维修1. 及时修复破损:家具出现破损时,要及时修复,避免问题恶化。
2. 寻求专业维修:对于一些较为复杂的家具问题,最好寻求专业维修人员的帮助,避免自行修复造成更大的损坏。
六、家具DIY1. 需要具备必要的知识和技能:在进行家具DIY之前,要了解相关的知识和技能,避免出现安全问题。
2. 注意选材和做工:选择合适的材料和工具,在制作过程中注重细节,确保DIY出来的家具符合使用要求。
七、常见家具问题解决方案1. 家具异味:新购买的家具可能会存在异味,可通过通风、植物吸附、清洁等方式解决。
2. 家具松动:长时间使用后,家具可能会出现松动情况,可通过紧固螺丝或增加支撑来解决。
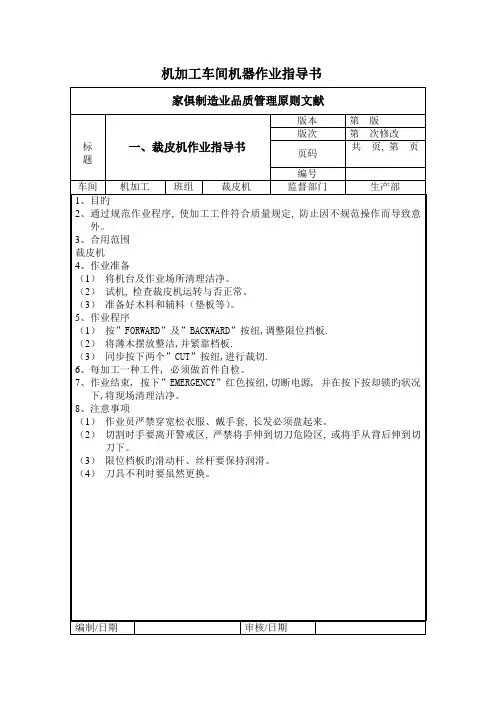
碧桂园现代家居有限公司 编号:1生产文件 版次:裁皮作业指导书 页码:1.目的通过规范作业程序,使裁皮机裁出的木皮符合质量要求,避免因不规范作业而造成意外或质量不合格。
2.适应范围横向裁皮机、单刀裁皮机3.作业准备3.1清理裁皮机上的一切杂物,用吹风枪清理裁皮机台面上的灰尘,将工作场所打扫干净;3.2检查裁皮机的刀片是否锋利,设备的防误防错设施是否完好,安全防护装置是否有效;3.3确认待裁切的木皮在名称、型号、规格上与生产指令单上规定的是否一致;3.4分清不同板件木皮的质量要求,挑选木皮的原则是“先外后内”“外好内差”,外部板件要选用质量好的木皮,内部板件可选用质量差的木皮。
4.作业程序4.1确认裁皮机台面上无任何杂物,开启裁皮机的电源开关;4.2先检查与确认待裁切木皮清单,坚持“先长后短,先大后小”的裁皮原则;4.3先用横向裁皮机裁切木皮长度,再用纵向裁皮机裁切木皮的宽度;4.4核对尺寸。
检查所裁木皮实际的尺寸与下料单的尺寸是否一致,如不一致时立即调整档位;4.5检验裁切边是否平直,抽出几片裁切好的木皮进行试拼检验;4.5下班时,先关掉电源开关再清理机器的工作台面。
5.注意事项5.1操作机器时必须双手同时按压开关按钮;5.2同一类型或同一批次的产品必须选用同一颜色与木纹的木皮;5.3所有裁好的木皮只允许用铅笔在上面写字,不能用其它类型的笔在上面作记号;5.4量材而用,不允许出现“大材小用”的现象;5.5所有产品的外观部件一定要选木纹清晰,无疤痕的木皮;5.6不同厚度的木皮禁止拼缝在一起。
6.质量/公差要求6.1边缘平直整齐,无毛边破损现象;6.2长度方向误差±5mm ,宽度方向误差±2mm.编制:郑正华 审核: 批准: 日期:2008.11.19。
瑞高利家具有限公司电车工作业指导书
11 目的
规范员工日常操作,明确电车工的作业流程,加强对生产现场的指导,保证产品质量,提高员工工作效率。
2、适用范围
本作业指导书适用于本公司软体沙发车间电车工作业。
3、相关职责
3.1.R&D提供相应产品的工艺流程,车缝排版图纸
3.2.PMC下发生产制造令与生产计划表.
3.3.MC下发物料套单
3.4.仓库接MC物料套单与生产计划工序上线期准备物料
3.5.生产车间安排车工生产。
3.6.品管部负责车工半成品的质量检验。
4、使用工具及设备
4.1.电车,锁边机,直尺,针,
5、作业细则
5.1.班组长接《生产计划表》分类好生产所需裁皮
5.2.先安排车工生产首件一套,
5.3.开产前会议,让所有车工清楚熟知产品的工艺制作
5.4.经品管确认 OK后方可上线生产
5.5.正式上线生产
5.6.具体工序操作要点
5.6.1.刀口要对准,直线要直,
5.6.2.转角等部位要圆滑,弯曲自然,针距、边距一致。
5.6.3.左右折叠部分要对称,不能有跳针、漏针、忘车拉链、魔术贴等现象。
5.6.4.车布时压线针距刻度盘调至<6>,暗线时调至<5>;
5.6.5.车皮时压线针距刻度盘调至<8>,暗线调至<7>
5.6.6.车工半成品全检。
5.6.7.移交下游工序。
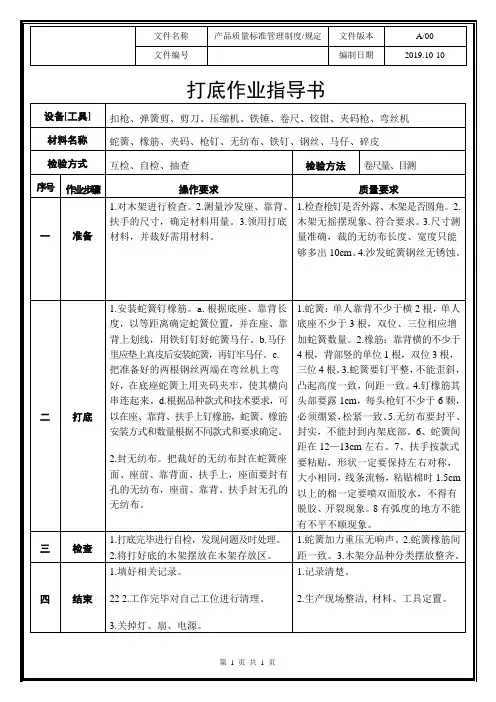
软体沙发生产通用作业指导书1.目的确保沙发车间工艺操作符合规定要求2.范围适用于沙发车间员工沙发工艺制作3.内容3.1.领用材料的自检3.1.1.木架A.木头、夹板无腐烂、开裂、无残留白蚁和昆虫尚在侵蚀的现象;B.木架钻孔位置准确,左右对称;组装牢固平稳,无松动感和响声。
C.木头与木头及夹板间交接处结合紧密牢固,且有加固铁钉。
D.锯口、切口处应打磨,无棱角、弧度圆顺、手感匀滑。
E.出木应检查颜色无差异,无碰伤、无砂粘、刮花现象。
F.底部(四角及中部和有明线处)按规定挖槽,确保包制后底部平整。
3.1.2.沙发套A.根据流程卡检查皮/布套用料正确,无缝套引起的不良现象、缝线拉布正确等。
B.真皮应无条疤、洞眼、厚薄不均、皮青损伤。
C.真仿皮应颜色相同,无污脏、喷漆不均。
皮纹粗细相近。
D.面布料表面不起毛,无油渍和脏处、疵布,布纹方向一致。
E.沙发套套上毛坯后应检查外观,缝线是否平直和圆顺。
3.1.3.沙发毛坯A.根据流程卡检查毛坯是否正确,所用海绵型号及木架用料是否正确;B.检查坐垫、扶手、靠背相交处海绵粘合的牢固紧密情况。
C.表层海绵的接口更应紧密、吻合、牢固,其中表层须留0.5cmc以防止表面出现硬梗。
拐角处或边死角应用绒丝填充饱满、自然圆顺、对称平整。
D.底部海绵留边符合规定要求:一般为1cm,特殊型号(底部露出木类产品)为1.5cm。
3.1.4.沙发脚:检查沙发脚用规定的材质做成规定的形状、尺寸,其外观油漆不能有挂伤或异常情况。
3.1.5.其他的配件:检查配件应符合产品工艺或性能要求,特殊要求符合客户的要求。
3.2.包喷胶棉3.2.1.把喷胶棉平铺在需包棉部位,不许有皱折或折叠。
3.2.2.坐垫、扶手、靠背海绵包喷胶棉时,特别注意拐角转弯处皱折大小,密集均匀。
3.2.3.裁海绵轻度不平部位应适当用绒丝填充,喷胶棉之间或与海绵相粘接处要粘牢,但不能胶水太多,以防出现硬梗。
3.3.套胶3.3.1.套胶要均匀,严防布料、皮料损伤或污脏。
家具制造行业质量管理体系专业审核作业指导书1范围本作业指导书适宜于家具制造行业质量管理体系的专业审核,包括家具生产企业中的产品设计开发、生产和服务诸过程的现场审核。
本作业指导书不适宜于家具专营经销公司的专业审核。
2引用文件GB/T19000—2000 (ISO9000: 2000)《质量管理体系基础和术语》GB/T19001—2000(ISO9000:2000《质量管理体系要求》GB/T3324—1995《木家具通用技术条件》GB/T3325—1995《金属家具通用技术条件》QB/T1951.1—1994《木家具质量检验及质量评定》QB/T1951.2—1994《金属家具质量检验及质量评定》QB/T3658—1999《木家具公差与配合》QB/T3659—1999《木家具形状和位置公差》QB/T1952.1—1999《软家具沙发》QB/T1952.2—1999《弹簧软床垫》QB/T3914—1999《家具工业常用名词术语》3定义顾客群一类顾客的群体。
根据直接或间接接受产品,可分为直接顾客群、中间顾客群、最终顾客群。
开料将原始板、木、钢等材料经过锯、割等工序形成可进一步加工的工序。
裁剪经过裁、锯、割等方法,将开料后的材料进一步加工成符合基本尺寸要求的零部件。
批灰以预先调制好的腻子填补允许的缺损或披上符合要求的表层的工序。
贴纸(皮、板等)以胶粘流粘贴装饰纸(皮革、装饰板)的过程或工序。
底漆在喷涂面漆前,喷涂符合要求的底层油漆,为面漆打基础的过程。
面漆在家具表面(主要是木制或金属制)喷涂装饰的油漆过程。
其他定义引用QB/T3914――1999《家具工业常用名词术语》(原GB3330-1982)4产品/服务范围、特点与专业代码4.1 本作业指导书适用专业范围为“某某家具的设计开发、生产和服务”;对应的专业代码为:“23.01、(01-05)”产品特性和质量规范要点4.2.1 家具产品的大致分类:按材料不同分为,木家具、金属家具和软体家具;按功能不同分为,桌、椅、登类、柜类和床类;按用途或使用场所不同分为,办公用、学校用、宾馆餐厅用和图书馆用等等。
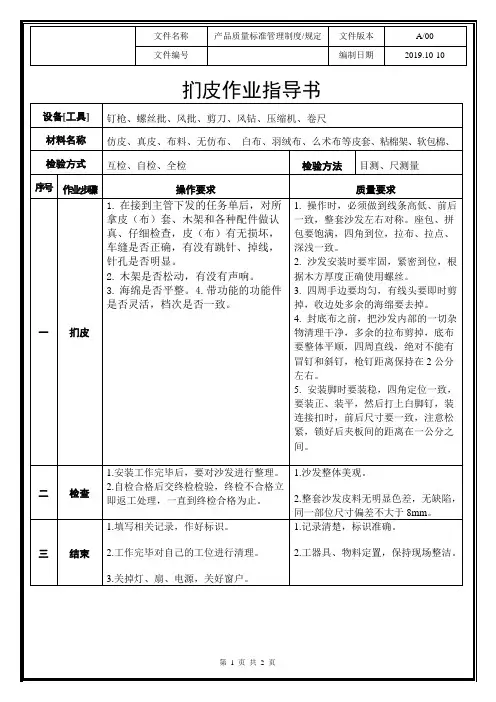
LS-WI-008 扪皮作业指导书2013-5-20 A0 1/1 1`准备事项:1.1清理工作台,确保工作台干净整洁.1.2认真阅读派工单,并熟知特殊要求.1.3准备好使用工具:汽枪,划刀,枪钉,扳手,风批头,螺丝,样板资料.1.4准备好当天所需的半成品(木架,皮套,海棉,五金配件等)2`操作方法:2.1装胶:平铺皮套,割开装棉入口.单手对折棉料,以皮套边角为中心塞入皮套.并粘连定型.整理对角使之平顺.整体均匀饱满后关闭拉链.2.2扪主架:将已装胶完毕的皮套套在木架上,由左到右方向右对齐线位(车线顺着木方扪).如有少许差异,可用手掌拍打,使之扪到位.将木架翻向底部,开始锁边.右手握住汽枪,左手将皮套扪紧木架,确保线位对齐后钉上枪钉使之皮,PVC固定在木架上.2.3如有拉点的产品,左手握拉绳拉到固定位置再用右手握枪对位拉绳打五发,后反折拉绳打三发使之固定.2.4扪扶手:操作完主架之后,取来扶手木架以套皮套方式半皮套或布套套上扶手木架.确保线位对齐后用枪钉使皮固定在木架上.2.5将已扪好的扶手与主架组合起来并固定.2.6装功能铰:先将功能架放置工作台.将组合好的半成品倒置于平台上,取出功能架,以后背两侧对准半成品后部两长形空位放入.2.7扶模板文件规定按尺寸,利用风批钻使用木牙螺丝将铁架固定于主架上.2.8打开铁架,将脚踏板用螺丝固定,2.9用螺丝将铁架拉手开关固定于坐位左侧扶手.将拉手的另一端放置扶手底部,组装进铁架顶部位置.后取铁架背部插扣,用螺丝固定于背部木架.2.10用布将扶手底部封好.2.11完成以上操作后,进行铁架功能检验.符合标准后对对沙发进行清检.并摆放于半成品区,做上标识.通知QC对产品进行验收.3`注意事项:3.1装胶要到位,车线要跟着木方扪.3.2螺丝要锁紧.对不合格的半成品严格退回.3.3保持工作岗位卫生.4`异常反应:4.1 若出现异常情况,应立即上报组长或厂长.LS-WI-008 扪皮作业指导书2013-5-20 A0 2/1 5`使用表格:無6`附件:無制定 : 审核 : 批准 :。
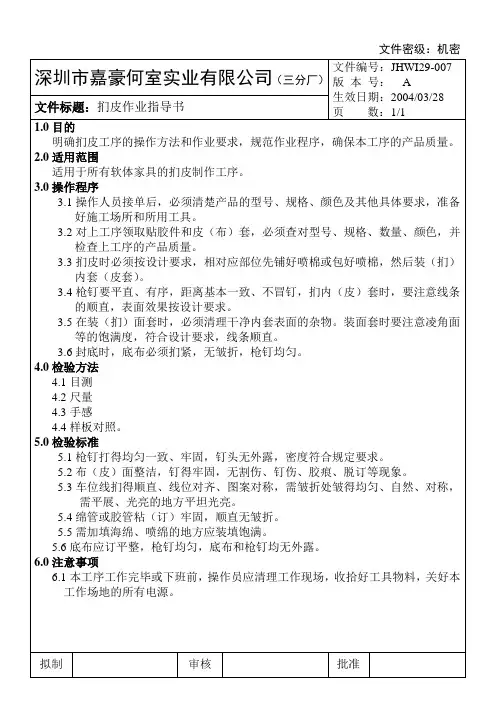
扪工车间作业指导书
一、主题内容
本标准规定了本车间皮、布床操作要求指导书。
二、适用范围
本标准适用于本车间床头、床侧、床头柜。
三、指导要求
1、要求在拿到产品追踪卡之后第一时间确定产品规格、是否有特殊要求;
2、要求扪制产品时做到互检、自检,检验皮有无色差、龟裂、皮疤、破损、针孔、色差、爆线、左右对称、中线准确摆中等现象,布应无烂洞、色差、污渍,木架有无变形、松动、海绵造型不到位,五金件、装饰配件是否有异常等质量问题等标准工艺技术要求;
3、要求床头各部位扪制时自然平滑,屏包内填充棉要求饱满、圆滑、舒适柔软富有弹性、四角内填充绵要到位、不凸起、整体对称、转角处褶皱均匀、自然美观,前裙高度一致、左右对称;装饰配件、压板、红木必须牢固、稳妥以及活动件应灵活符合功能要达到移动标准工艺技术要求;
4、要求床侧扪制时线路平直,线条自然平正,边角合理,转角与收口要平直、顺、流畅、褶皱均匀、松紧适中、不毛边;装饰配件、压板、红木必须牢固、稳妥,床尾烫字logo清晰、平整、不歪曲符合星港标示要求;
5、要求床头柜时各部位,棱角分明,整体对称,自然美观,装饰配件、压板、红必须牢固、稳妥;组装完成后,四角着地平稳,抽屉开拉要顺畅,合拢时要吻合,升降移动要达到标准工艺技术要求;
6、要求底布拉紧、方正,不能歪斜,外露,枪钉挺直,平、整齐、直不能有外露,脚位安装要符合规定标准工艺技术要求;
7、要求完工后做到自检和互检,待检验无任何质量问题时才交予下一工序标
准自检要求;
8、要求生产指令完成后将工作岗位打扫干净、整齐,达到5S管理要求;。