钢结构制作(安装)焊接工程检验批质量验收记录表(模板)
- 格式:doc
- 大小:76.00 KB
- 文档页数:4

工程验收套表钢结构验收表格钢结构(钢构件焊接)分项工程检验批验收记录附表(一)(二)钢结构(零件及部件加工)分项工程检验批验收记录附表(二)附表-06附表-09钢结构(构件组装)分项工程检验批验收记录附表(五)附表-11附表-12(一)钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)(四)(五)钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)表(二)附表-20钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)附表-21钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表-22附表-23附表-24钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(防腐涂料涂装)分项工程检验批质量验收记录开工日期:分部工程验收记录分项工程质量验收记录表说明:1.高强度螺栓扭矩系数取 K=0.13;2.初拧和复拧应在当天内完成;3.对于大型节点应分初拧、复拧和终拧,复拧扭矩等于初拧扭矩;4.扭矩的检查应在终拧 1h 以后、24 小时以内完成。
扭矩检查时,应将螺母退回30°~50°,再拧至原位置测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内。
设计:校对:审核:施工技术交底单年月日工程材料/构配件/设备报审表致:(监理单位)我方于年月日进场的工程材料/构配件/设备数量如下(见附件)。
现将质量证明文件及自检结果报上,拟用于下述部位:高强度螺栓网架检测记录记录施工记录-02。

SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。






钢结构(钢构件焊接)分项工程检验批验收记录附表普通紧固件连接)分项工程检验批验收记录附表钢结构(高强度螺栓连接附表-02钢结构(零件及部件加工)分项工程检验批验收记录附表(二)钢结构(预拼装)分项工程检验批质量验收记录附表钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表-22钢结构(网架结构安装)分项工程检验批质量验收记录附表-23钢结构(压型金属板)分项工程检验批质量验收记录附表-24防腐涂料涂装)分项工程检验批质量验收记录钢结构(防火涂料涂装附表-25钢结构(钢构件焊接)分项工程检验批质量验收记录钢结构(焊钉焊接)分项工程检验批质量验收记录钢结构(防火涂料涂装)分项工程检验批质量验收记录钢结构(多层及高层结构安装)分项工程检验批质量验收记录钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(预拼装)分项工程检验批质量验收记录钢结构(防腐涂料涂装)分项工程检验批质量验收记录钢结构(压型金属板)分项工程检验批质量验收记录施工现场质量管理检查记录开工日期:分部工程验收记录分项工程质量验收记录表10.9级摩擦型高强度螺栓施工扭矩值说明:1.高强度螺栓扭矩系数取K=0.13;2.初拧和复拧应在当天内完成;3.对于大型节点应分初拧、复拧和终拧,复拧扭矩等于初拧扭矩;4.扭矩的检查应在终拧1h以后、24小时以内完成。
扭矩检查时,应将螺母退回30°~50°,再拧至原位置测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内。
设计:校对:审核:施工技术交底单年月日工程材料/构配件/设备报审表高强度螺栓连接分项工程报验申请表工程名称:南陵县华欣塑料制品厂房2#.3#编号:工程开工/复工报审表(WH/TH/FGS-005)高强度螺栓施工记录。

钢结构子分部报验申请表钢结构制作焊接分项报验申请表钢结构制作焊接报验申请表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001(Ⅰ)钢结构制作焊接报验申请表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205-2001(Ⅰ)钢结构制作焊接报验申请表钢结构制作(安装)焊接工程检验批质量验收记录表GB50205—2001(Ⅰ)钢结构紧固件连接分项报验申请表钢结构普通紧固件连接报验申请表普通紧固件连接工程检验批质量验收记录表GB50205-2001(Ⅰ)A4钢结构高强螺栓连接报验申请表ﻬ高强度螺栓连接工程检验批质量验收记录表GB50205—2001(Ⅱ)A4钢结构零部件加工分项报验申请表项目监理机构总/专业监理工程师日期ﻬ A4钢结构零部件加工报验申请表项目监理机构总/专业监理工程师日期钢结构零、部件加工工程检验批质量验收记录表GB50205—2001(Ⅰ)ﻬA4钢结构零部件加工报验申请表项目监理机构总/专业监理工程师日期ﻬ钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)A4钢结构零部件加工报验申请表钢结构零、部件加工工程检验批质量验收记录表GB50205—2001(Ⅰ)ﻬA4钢结构零部件加工报验申请表项目监理机构总/专业监理工程师日期ﻬ钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)ﻬA4钢结构零部件加工报验申请表项目监理机构总/专业监理工程师日期ﻬ钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)A4钢结构零部件加工报验申请表钢结构零、部件加工工程检验批质量验收记录表GB50205—2001(Ⅰ)ﻬA4钢结构零部件加工报验申请表项目监理机构总/专业监理工程师日期ﻬ钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)ﻬA4钢结构零部件加工报验申请表审查意见:项目监理机构总/专业监理工程师日期钢结构零、部件加工工程检验批质量验收记录表GB50205-2001(Ⅰ)ﻬA4钢构件组装分项报验申请表项目监理机构总/专业监理工程师日期A4钢构件组装报验申请表ﻬ钢构件组装工程检验批质量验收记录表GB50205—2001A4钢构件组装报验申请表钢构件组装工程检验批质量验收记录表GB50205—2001ﻬA4钢构件组装报验申请表钢构件组装工程检验批质量验收记录表GB50205-2001ﻬA4钢构件组装报验申请表ﻬ钢构件组装工程检验批质量验收记录表GB50205-2001A4钢构件预拼板分项报验申请表ﻬA4钢构件预拼板报验申请表ﻬ钢构件预拼装工程检验批质量验收记录表GB50205-2001A4钢构件预拼板报验申请表。

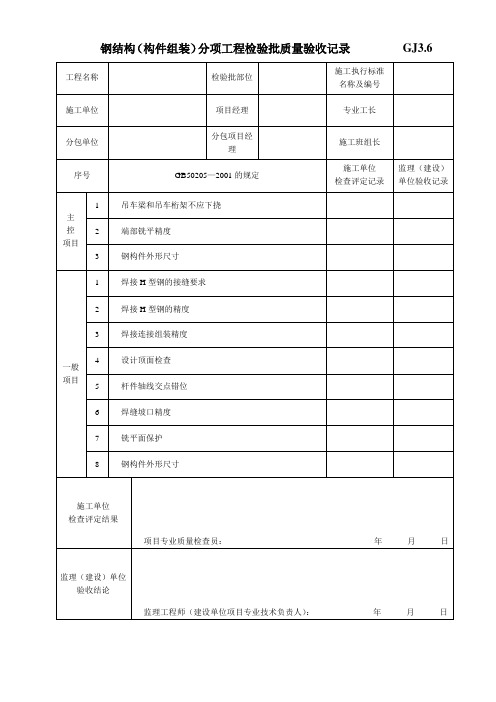
构件焊接检验批质量验收记录表构件焊接检验批质量验收记录表工程名称分项工程名称整表达浇梁验收部位施工单位专业工长项目经理施工执行标准名称及编号现行标准分包单位分包项目经理施工班组长主控项目质量验收标准的规定施工单位检查评定记录监理〔建设〕单位验收记录1 焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及现行GJ产品标准的规定。
焊条、焊剂、焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放2 对本单位首次接受的钢材、焊接材料、焊接方法、焊前预热、焊后热处理等,应进行焊接工艺评定,并应依据评定报告确定焊接工艺3 设计要求全焊透的一、二级焊缝,应接受超声波探伤进行内部缺陷的检验,超声波探伤不能对缺陷做出推断时应接受射线探伤4 产品试板检验应进行接头拉伸、侧弯和焊接金属低温冲击试验,试验数量和试验结果应符合焊接工艺评定的有关规定5 组合焊缝应有关规定6 对主要受力构件的受拉部位的凹形焊缝和设计要求的焊缝必需进行打磨一般项目1 对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应按设计要求通过工艺试验确定。
预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5 倍以上,且不应小于100mm;后热处理应在焊后马上进行,保温时间应依据板厚,可按每25mm 板厚1h 确定2 焊缝外表不得有裂纹、焊瘤等缺陷。
一级、二级焊接不得有外表气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
二级、三级焊缝外观质量标准应规定,三级对接焊缝应按二级焊缝标准进行外观质量检验3 焊缝尺寸同意偏差应符合有关规定4 焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角度焊缝不得在其外表留下切痕5 焊缝外观应到达外形连续、匀称、饱满,成型较好;焊道与焊道、焊道与基本金属件过渡较平滑,焊渣和飞溅物去除洁净施工单位检查评定结果主控项目合格率,一般项目合格率项目质量检查员:监理〔建设〕单位验收结论专业监理工程师:〔建设单位项目技术负责人〕。

单层钢结构安装工程检验批质量验收记录项目名称:单层钢结构安装工程工程名称:xxxxxxx工程编号:xxxxxxxxx验收单位:xxxxxxxxx工程地址:xxxxxxxxx一、工程概况该工程是一座单层钢结构安装工程,包括钢结构主体安装、连接件安装、防腐工程、封闭墙面、屋面安装等。
二、工程验收标准1.钢结构材料质量符合设计要求,强度、韧性满足规范要求,无明显缺陷。
2.钢梁、槽钢、螺栓连接件等焊接牢固,无易腐蚀、裂纹等缺陷。
3.钢结构构件尺寸、几何形状符合设计要求,轴线偏差满足规范要求。
4.钢结构钢板接口及焊缝表面光滑平整,无明显挤焊、焊渣等缺陷。
5.钢结构安装工艺符合规范要求,连接件紧固可靠,无松动、开裂等现象。
三、质量验收内容根据上述验收标准,本次钢结构安装工程的主要质量验收内容包括:2.焊接质量检验3.尺寸、几何形状检验4.表面质量检验5.连接件安装质量检验6.防腐工程质量检验四、质量验收过程及结果本次钢结构安装工程的质量验收过程及结果如下:1.材料质量检验在施工过程中,我们对钢结构材料进行了全面的检查,包括钢板、钢梁、槽钢等。
经过检验,所有材料质量符合设计要求,强度、韧性满足规范要求,无明显缺陷。
2.焊接质量检验我们对钢结构焊缝进行了全面的检查,包括焊口质量、焊接强度等。
经过检验,所有焊缝牢固,无易腐蚀、裂纹等缺陷。
焊接质量符合规范要求。
3.尺寸、几何形状检验我们对钢结构构件的尺寸和几何形状进行了检验,包括轴线偏差、构件之间的对齐度等。
经过检验,所有构件的尺寸和几何形状符合设计要求,轴线偏差满足规范要求。
我们对钢结构钢板接口及焊缝表面进行了检验,包括表面光滑平整、无挤焊、焊渣等缺陷。
经过检验,所有钢板接口及焊缝表面质量良好,无明显缺陷。
5.连接件安装质量检验我们对钢结构连接件进行了全面的检查,包括连接件的紧固状况、连接件与构件之间的间隙等。
经过检验,所有连接件安装牢固,紧固可靠,无松动、开裂等现象。

钢结构工程概况 GJ1.1日期:建设单位深圳市迈超商业运营有限责任公司工程名称深圳市地铁华新站时尚MeGo商业A、B区工程――钢结构工程地址深圳市地铁华新站建筑面积430.64m2结构层次三类钢结构名称(钢结构加层平台工程量)A区219.3m2B区240.9m2总包单位深圳市迈超商业运营有限责任公司项目经理联系电话监理单位总监理工程师联系电话建筑设计单位项目负责人联系电话钢结构设计单位长宇(珠海)国际建筑设计有限公司设计资质甲级证书号码A144019055钢结构设计人员范正执业资格等级一级证号4401905-s004联系电话钢结构施工单位资质等级证书号码分包项目经理资格等级证号联系电话开工日期2016年9月10日竣工日期2016年11月15 附注:复核人:填表人:图纸会审、设计变更、洽商记录 GJ1.2.1工程名称深圳市地铁华新站时尚MeGo商业A、B区工程――钢结构日期2016.9.15日内容:1,公司召开项目图纸会审会议,对现场状态,设计荷载要求等进行了必要的认证。
2,对材料型号、规格、数量、材质及质量等级进行详细的分析。
3,落实具体的实施人及其责任。
4,与甲方现场工程师的对接等。
5,材料进场运输线路与安全事项。
6,质量控制落实。
7,三清退场及注意事项等。
8,施工过程中没有设计变更严格按照设计图纸进行了施工。
施工单位项目经理:专职质检员:技术负责人:建设监理单位总监理工程师:设计单位项目负责人:注:内容填不下者可另加附件,临时变更记录附后。
施工组织设计、施工方案及审批 GJ1.3日期年月日工程名称深圳市地铁华新站时尚MeGo商业A、B区工程――钢结构现报上下表中的技术管理文件,请予以审批类别编制人册数页数施工组织设计施工方案内容附后申报简述:申报部门(分包单位)申报人:审核意见:有无附页总承包单位名称:审核人:审核日期:年月日审批意见:审批结论:同意修改后报重新编制审批部门(单位):审核人:审核日期:年月日注:附施工组织设计、施工方案。
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205—2001
010901□□□
说明
010901
(Ⅰ)(主控) 020401 主控项目:
1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.
2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205—2001
010901□□
说明
010901
(Ⅰ)(一般) 020401 一般项目:
1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.
5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.
注:t为连接处较薄的板厚。