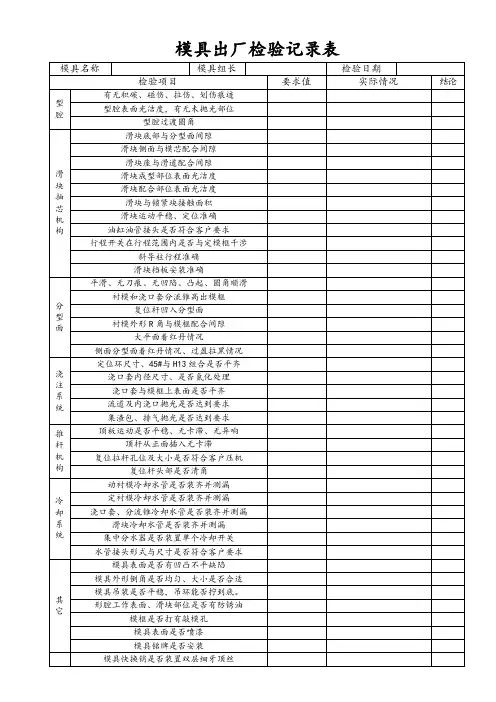
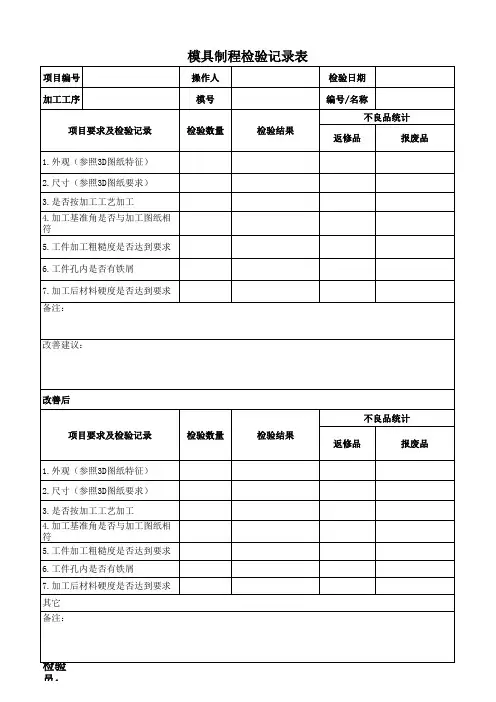
模具零件检验表
- 格式:xls
- 大小:20.50 KB
- 文档页数:1
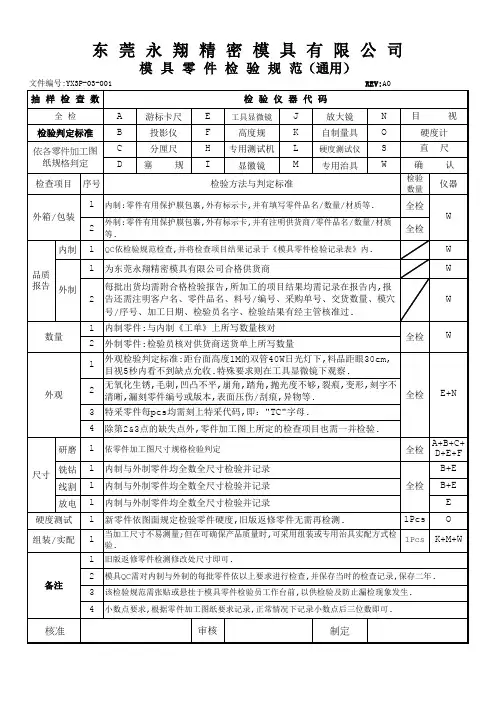
1.0 目的:通过规定模具检验标准,保证模具制作质量及模具加工精度,提高一次试模合格率;使生产过程受控,达到确保品质的目的。
2.0 适用范围:本公司的模具检验。
3.0 各部门职责:PDM部:负责制定内部质量工艺管理方案的编写、落实,负责制确定模具的关键尺寸;针对QA提出的问题点进行改进;QA部:负责对模具加工过程的关键尺寸进行检验,并针对问题点提出相关改进方案。
4.0 检验范围:模具材料、外协加工件、试模样品来料、铣床加工、磨床加工、CNC加工、线割加工、火花加工、产品。
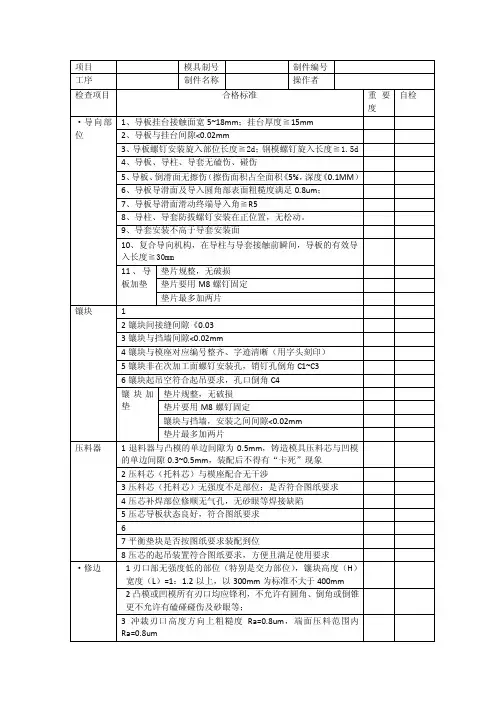
4.1.1 工件的检测要求1、检验前要检查加工图纸、清楚工件的加工工艺和装配情况;2、检验时要确定工件相对图纸的基准方向,清楚工件的加工基准;3、工件的外观检测:是否有变形、塌角、碰伤、划痕、表面粗糙度等异常情况。
4.1.2 工件各工序检验项目模具零件代码及配件图如附图一,检验公差以附表公差为准。
加工工艺以《工艺排程单》为准,工艺单未注明的以《模具设计和制作规范》为准。
铣床加工磨床加工CNC加工火花加工螺丝孔、穿丝孔、运水、弹簧孔、穿丝孔、进胶孔的位置和数量;外形尺寸、垂直度、位置尺寸;外形尺寸、型腔尺寸、孔尺寸、位置尺寸;外形尺寸、型腔尺寸、孔尺寸、位置尺寸、进胶尺寸(注意积碳);工件/工序模具材料外协加工件试模样品来料检验项目尺寸、硬度和成分含量(1季度1次)尺寸和外观外形尺寸、垂直度、位置尺寸、外观;QA1部标题模具检验标准及考核规定使用部门QA/PDM 1/4页 码编制部门4.1.3 测量工具的选择4.1.4 测量工具的使用和维护1、质检员能够熟练使用现有检测工具,清楚每个工具的量程、精度、使用方法;2、检测工具使用过程中要轻拿轻放,时刻保持表面清洁;3、工具用完后仔细检查灵活度、数量等,确认无异常后即时放到工具柜内;4、定期对检测工具进行精度测试、涂防锈油,以保证检验精度和使用寿命。
5.0 目标与考核1、一次抽检合格率为:96%(按件数计算);2、质检员每月错漏检≤2次;3、检验不合格返工或报废损失在300元以下扣除绩效奖金20元/次;4、检验不合格返工或报废损在300元以上扣除绩效奖金50-300元/次;5、违规单按15-50元/次;(违规单)6、对外加工及来料进行检验,出现异常进行通报考核,扣罚100-300元/次注意事项:进入车间必须穿上防护鞋;检验重工件、有尖角工件时必须戴防护手套;保持检验区域工作台面整洁,工件、工具、图纸、文件摆放整齐;工具检测不到尺寸/精度直角尺角度尺高度尺卡尺(未注公差)、千分尺(有注公差)块规(方孔)、针规(圆孔)卡尺或高度尺投影仪高度、深度尺寸外型尺寸孔尺寸位置尺寸垂直度项目检验工具角度标题模具检验标准及考核规定页 码2/4使用部门QA/PDM 编制部门QA1部附表一:图纸尺寸有公差的尺寸图纸为准检验;未注公差的尺寸以下标准为准检验火花位以放电图纸为准外形公差 +0.05 +0.02mm深度公差 -0.05mm孔公差 +0.01mm同轴度+0.01 -0.01mm镶件配合位公差 -0.01mm,胶位面公差 +0.01 -0.01mm位置公差 +0.01 -0.01mm,尺寸公差 +0.01 -0.04mm孔、槽、型腔公差 -0.02 -0.05mm位置公差 +0.02 -0.02mm镶件配合位公差 -0.02mm,胶位面公差 +0.02 -0.02mm孔公差 +0.02mm位置公差 +0.01 -0.01mm镶件配合位公差 -0.01mm,胶位面公差 +0.01 -0.01mm外形公差 +0.02 -0.02mm位置公差 +0.02 -0.02mm孔、槽、型腔、外形、深度公差 +0.02 -0.02mm位置公差 +0.02 -0.02mm淬火工件的放0.15mm/s余量,尺寸公差 +0.03 -0.03mm位置公差 +0.02 -0.02mm;同轴度 +0.02 -0.02mm镶件配合位公差 -0.02mm,胶位面公差 -0.01 +0.03mm,碰穿、插穿面公差 +0.03 +0.05mm位置公差 +0.03 -0.03mm孔尺寸公差 +0.02 -0.02mm外形需要磨床加工的面放0.12\s余量直接抛光的面放0.03mm\s余量慢走丝加工工件数控车加工工件铜公火花加工工件快走丝加工工件磨床加工工件CNC加工工件中走丝加工工件3/4使用部门QA/PDM编制部门QA1部标题模具检验标准及考核规定页 码。
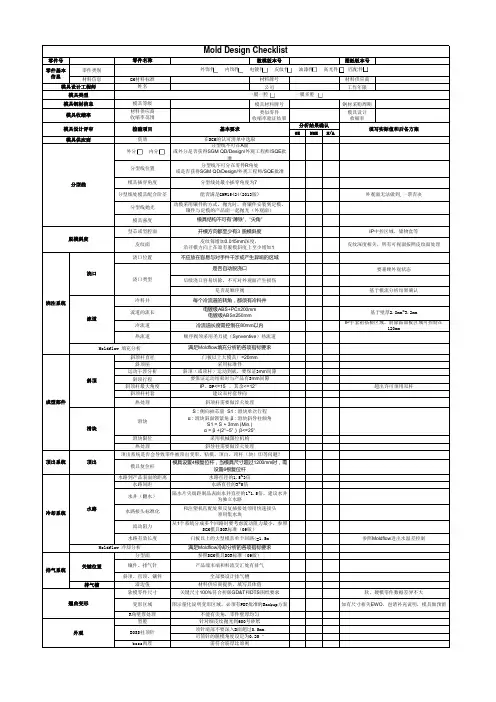
零件号数模版本号图纸版本号零件类别材料信息材料牌号材料供应商公司工作年限模具材料牌号钢材采购周期类似零件收缩率验证结果模具设计收缩率OKNOKN/A排气槽斜顶门板以上的大型模具单个回路<=1.5m 热处理排气系统Moldflow 冷却分析产品端末端和料流交汇处有排气镶件、排气针水路流动阻力从1个系統分成多个回路时要考虑流动阻力最小,参照SGM模具SOR标准(09版)图示量化说明变形区域,必须有PDT批准的Backup方案不能有尖角,零件壁厚均匀翘曲变形冷却系统司筒针的脱模角度设定为0.25゜需符合筋厚比原则分型面参照SGM模具SOR标准(09版)斜顶、直顶、镶件成型部件是否是顺序阀分型线抛光针对细皮纹抛光到600号砂纸关键位置水路接头标准化满足Moldflow 冷却分析的各项指标要求水路有效长度不应放在容易与对手件干涉或产生异响的区域分型线不可分在零件R 角处或是否获得SGM QD/Design/外观工程师/SQE 批准模具结构不可有“薄铁”、“尖角”材料供应商提供,填写具体值超出许可须用双杆斜导柱需要做淬火处理动模采用镶件的方式,抛光时,将镶件安装到定模,镶件与定模的产品面一起抛光(外观面)型腔开模方向都至少有3°脱模斜度全部要设计排气槽R角壁厚处理关键尺寸100%符合初版GD&T 和DTS 图纸要求要兼顾外观状态顶出系统顶出斜顶杆衬套软、硬模零件数据差异不大如有尺寸相关EWO ,也请补充说明,模具做预留顶针端部不要深入B面超过0.5mm 电镀级ABS+PC≤200mm 电镀级ABS≤250mm boss肉厚外观一膜一腔 一膜多腔外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件IP 手套箱搭桥区域、前除霜面板区域可控制在120mmIP 中控区域,储物盒等皮纹深度相关,所有可视面按照皮纹面处理外观面无法做到,一票否决基于模流分析结果确认基于壁厚2.8mm~3.2mm材料供应商收缩率范围模具等级分型线不可在A 面或外分是否获得SGM QD/Design/外观工程师/SQE 批准外分 内分变形区域水井(翻水)门板以上大模具〉=20mm分型线处模具配合阶差填写实际值和后备方案在SGM的认可清单中选取流道的流长顶出系统是否会导致零件被顶出变形,粘模,顶白,顶杆(块)印等问题?水路到产品表面的距离斜顶杆需要做淬火处理斜顶杆最大角度模具强度型芯或型腔面皮纹面浇口位置软模零件尺寸斜顶杆直径斜顶座斜顶行程滑块S : 侧向抽芯量 S1 : 滑块单次行程α : 滑块斜面锁紧角 β : 滑块斜导柱倾角S1 = S + 3mm (Min.)α = β +(2°~5° ) β<=25°和注塑机匹配处和反复插接处须用快速接头须用集水块模具复位杆滑块采用机械限位机构模具设置4根复位杆,当模具尺寸超过1200mm 时,需设置6根复位杆隔水片尖端距制品表面水井直径的1~1.5倍,建议水井为独立水路滑块限位热处理水路间距斜顶(或顶杆)运动到底,要保证3mm 间隙要保证运动结束时与产品有3mm 间隙运动干涉分析参照Moldflow 进出水温差控制溢边值水路直径的3~5倍水路直径的1.5~3倍BOSS柱顶针后续浇口容易切除,不可对外观面产生损伤Moldflow 填充分析分型线位置模具插穿角度冷料井建议双衬套导向热流道每个冷流道的转角,都须有冷料井模具设计评审资质分型线处最小插穿角度为7°模具供应商浇口IP 、DP <=15° ,其余<=12°流道脱模斜度浇注系统冷流道满足Moldflow 填充分析的各项指标要求皮纹每增加0.015mm 深度,沿开模方向上在原有脱模斜度上至少增加1°采用标准件浇口类型冷流道长度需控制在80mm 以内检验项目是否自动脱浇口顺序阀须采用圣万提(Synventive )热流道基本要求能否满足GMW15424(2013版)Mold Design Checklist零件基本信息模具设计工程师模具类型模具钢材信息分型线GM材料标准模具收缩率分析结果确认零件名称姓名备注模具设计评审须提交:1、Mold Design Checklist;2、Moldflow Checklist; 3、Moldflow分析ppt;4、填充动画;TKO之前必须提交:1、Mold Design Checklist;2、Moldflow Checklist; 3、TKO表单Approval Reject。

零件号数模版本号零件类别材料信息材料牌号公司模具材料牌号类似零件收缩率验证结果OKNOKN/A成型部件斜顶(或顶杆)运动到底,要保证3mm 间隙要保证运动结束时与产品有3mm 间隙运动干涉分析斜顶热处理不应放在容易与对手件干涉或产生异响的区域分型线不可分在零件R 角处或是否获得SGM QD/Design/外观工程师/SQE 批准模具结构不可有“薄铁”、“尖角”斜顶行程斜顶杆直径斜顶座是否是顺序阀分型线抛光斜顶杆衬套斜顶杆需要做淬火处理斜顶杆最大角度模具强度型芯或型腔面皮纹面浇口位置动模采用镶件的方式,抛光时,将镶件安装到定模,镶件与定模的产品面一起抛光(外观面)开模方向都至少有3°脱模斜度门板以上大模具〉=20mm流道的流长电镀级ABS+PC≤200mm电镀级ABS≤250mm分型线处模具配合阶差在SGM的认可清单中选取材料供应商收缩率范围分型线不可在A 面或外分是否获得SGM QD/Design/外观工程师/SQE 批准外分 内分一膜一腔 一膜多腔外饰件 内饰件 电镀件 皮纹件 油漆件 高光件 匹配件模具等级IP 、DP <=15° ,其余<=12°流道脱模斜度浇注系统冷流道满足Moldflow 填充分析的各项指标要求皮纹每增加0.015mm 深度,沿开模方向上在原有脱模斜度上至少增加1°采用标准件浇口类型冷流道长度需控制在80mm 以内后续浇口容易切除,不可对外观面产生损伤Moldflow 填充分析分型线位置模具插穿角度冷料井建议双衬套导向热流道每个冷流道的转角,都须有冷料井分型线处最小插穿角度为7°浇口分型线GM材料标准模具收缩率分析结果确认零件名称模具设计评审资质模具供应商检验项目姓名是否自动脱浇口顺序阀须采用圣万提(Synventive )热流道基本要求能否满足GMW15424(2013版)模具设计评审检查表Mold Design Checklist零件基本信息模具设计工程师模具类型模具钢材信息。
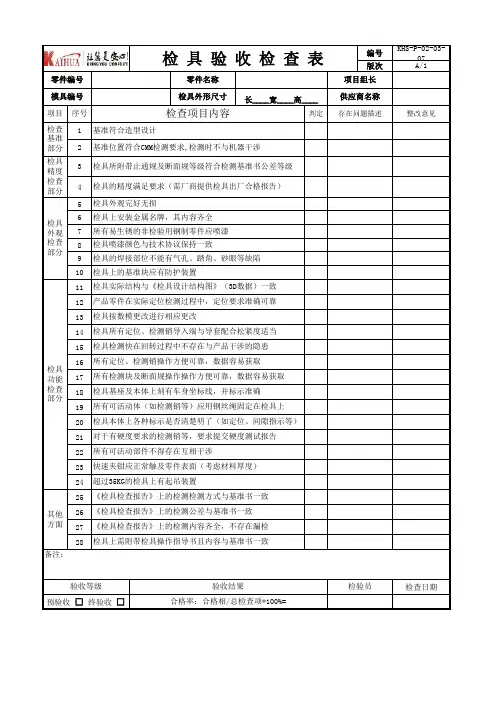
模具检验验证规范NJSC/GL11—2014编制:审核:批准:日期:2014年3月31日南京XXXX有限公司一、目的对来自于外部的物料、内部加工的部品以及总成后的模具按要求进行检验,以确保投入使用的物料、部品和模具满足预期的要求。
二、范围适用于所有组成模具的部品及模具,包括采购的物料、委外和内部加工的部品、以及电极类间接用的部品。
三、定义3。
1来料检验:采购的物料、外购件和委外加工部品的检验.3.2过程检验:内部加工的模具零部件、电极类部品等的半成品和成品检验.3.3最终检验:3.3。
1模具零部件的成品最终检验,包括零部件的尺寸公差、形位公差、光洁度的检验。
3。
3.2模具总成后的检验,包括模具外观、可成形性、成形产品等的检验。
四、职责4。
1 技术部负责相关检验要求数据的提供。
4.2 质量部负责对物料、部品以及模具实施来料检验、过程检验和最终检验。
4。
3 采购部对采购物资质量负责,并配合质量部做好来料检验工作。
4。
4 生产部协助做好过程检验,并确保未经检验或检验不合格的物资不投入使用。
五、检验验证流程5。
1来料检验5.1。
1 作业流程图5。
1.2 作业流程5.1.2.1 仓管员在接收到外来的物料时,对物料种类、供应商、数量等信息进行确认,确认无误后将物料存放在暂放区域,并以“待检品”予以标识同时通知质检.5。
1。
2.2 质量部接到报检信息后在二个工作日内对物料名称、规格、供应商、包装、标识等与相应的采购文件进行核对,无误后进行抽样或全数检查,并将检验结果填入《进货检验记录》。
如遇到特殊情况,生产急需使用物料,质量部应在半个工作日内完成检查工作。
5。
1。
2。
3 检验合格的物料贴上“合格”标签,仓管人员办理入库手续。
5。
1.2.4 检验不合格的物料,填写《不合格品处置单》,质量部会同技术部相关人员进行检讨,可接受的以“特别采用”进行标识,无法采用的贴上“不合格”标签并予以隔离.5.1。
2.5 项目部将不合格物料的信息反馈给供应商,无法采用的物品予以退回.5.1.2。