主要零部件主要项目检验记录表
- 格式:doc
- 大小:39.50 KB
- 文档页数:1

阿尔泰机械电子科技有限公司
主要零部件抽检记录表
(立体车库)
编制:审核:批准:日期:
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录
主要零部件抽检记录。
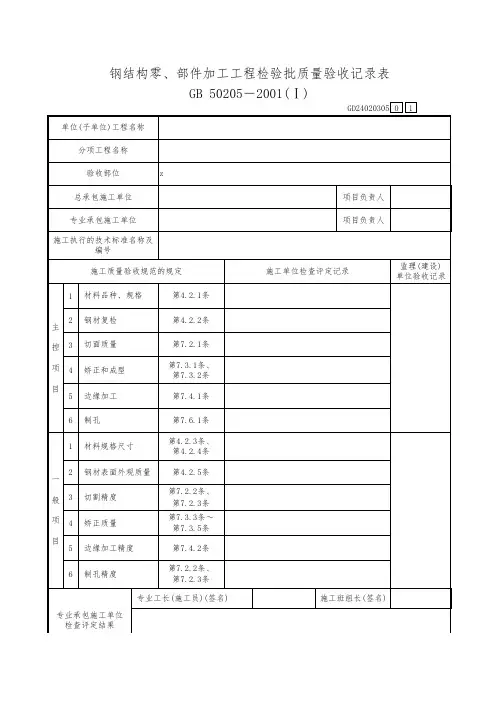
钢结构工程检验批质量验收记录表旁站监理方案本文介绍了钢结构零部件加工工程的检验批质量验收记录表,以及钢构件组装工程检验批质量验收记录表。
其中,钢结构天桥和吊车梁(桁架)是本文中需要进行验收的两个部位。
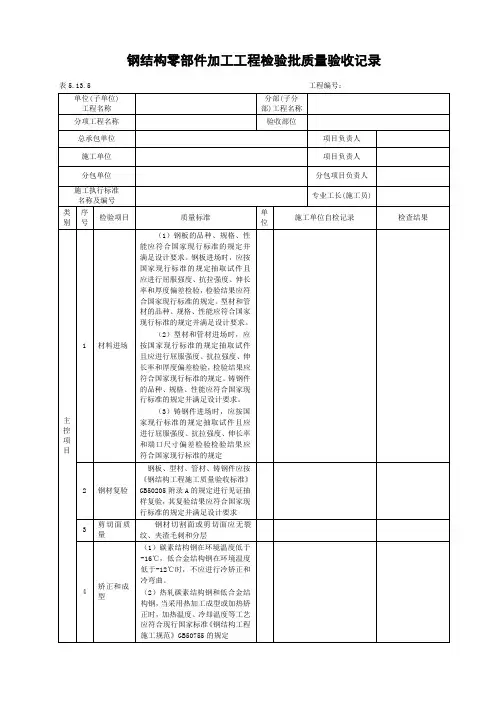
钢结构零部件加工工程检验批质量验收记录表中,需要检验的内容包括材料品种、规格、钢材复验、切面质量、矫正和成型、边缘加工和制孔等方面。
具体的验收标准和规定在表格中有详细说明。
钢构件组装工程检验批质量验收记录表中,需要检验的内容包括焊接H型钢接缝、焊接H型钢精度、焊接组装精度、顶紧接触面、轴线交点错位、焊缝坡口精度、铣平面保护和外形尺寸等方面。
同样,具体的验收标准和规定在表格中有详细说明。
在进行验收时,需要由专业工长(施工员)进行检查评定,并由施工单位进行检查评定记录。
如果符合验收标准和规定,则为合格,否则为不合格。
最后,本文提供了监理(建设)单位验收结论的空白表格,需要由专业监理工程师进行填写,并由建设单位项目专业技术负责人进行签字确认。
总之,本文提供了一份完整的钢结构零部件加工工程和钢构件组装工程的验收记录表格,有助于确保工程质量的合格性。
项目经理XXX加强分包项目经理施工执行标准名称及编号为《钢结构工程施工质量验收规范》(GB-2001)。
其中,多层板叠螺栓孔第9.2.1条规定施工单位检查评定记录监理(建设)单位验收记录通过率应达标。
经检查,主控项目符合要求,一般项目抽样检查均符合设计及规范要求。
针对涂料性能第4.9.1条,涂装基层验收、涂层厚度、涂料质量、表面质量、附着力测试、标志等方面的验收,施工单位检查评定记录应符合设计标准要求。
经检验,涂层符合要求,无结皮、结块、误涂、漏涂,标志清晰。
施工班组长表示主控项目检验合格,一般项目抽样检验符合设计及规范要求。
针对钢结构防火涂料涂装工程的验收,施工单位检查评定记录应符合《钢结构工程施工质量验收规范》(GB-2001)的规定。
涂层表面质量的验收应符合第14.3.6条。
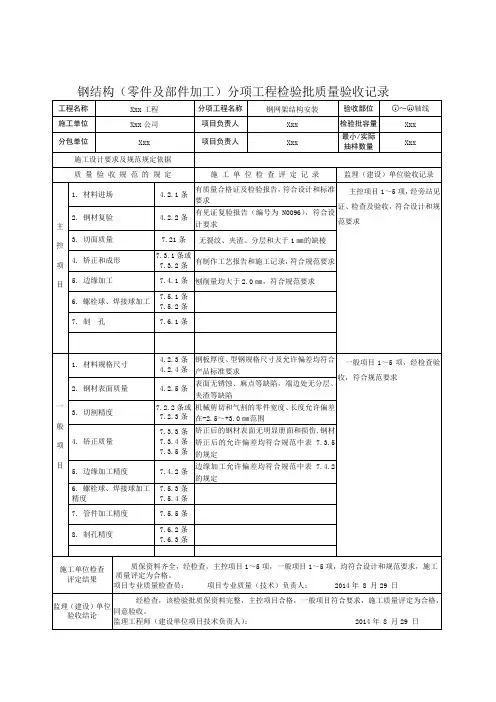
SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。
机械装配过程检验记录表摘要:一、引言1.1 背景介绍:机械装配过程1.2 目的:保证机械产品质量与性能1.3 适用范围:所有机械装配工作二、机械装配过程检验记录表的作用与意义2.1 确保装配质量2.2 追踪问题来源2.3 提供改进方向三、检验记录表的内容3.1 检验项目3.2 检验标准3.3 检验结果3.4 检验人员3.5 检验日期四、如何填写检验记录表4.1 详细记录每个检验项目4.2 确保检验结果准确无误4.3 及时发现问题并进行整改五、结论5.1 机械装配过程检验记录表的重要性5.2 对提高机械产品质量与性能的意义正文:一、引言1.1 背景介绍:机械装配过程在机械制造行业中,装配过程是将各个零部件按照设计要求和装配顺序组合在一起的重要环节。
这个过程涉及到众多零部件的精度、配合、尺寸等问题,因此,保证装配质量至关重要。
1.2 目的:保证机械产品质量与性能机械装配过程检验记录表的目的是为了确保机械产品的质量与性能达到设计要求,减少故障率和提高设备使用寿命。
1.3 适用范围:所有机械装配工作机械装配过程检验记录表适用于所有机械装配工作,以确保产品质量和性能。
二、机械装配过程检验记录表的作用与意义2.1 确保装配质量机械装配过程检验记录表可以确保每个零部件的装配质量,从而保证整个机械设备的质量。
2.2 追踪问题来源如果出现质量问题,可以通过检验记录表追踪问题来源,及时找到原因并进行整改。
2.3 提供改进方向检验记录表中记录的问题可以为以后的改进工作提供方向,从而不断提高产品质量和性能。
三、检验记录表的内容3.1 检验项目检验项目包括所有需要检验的零部件和装配工序,如轴孔配合、轴承间隙等。
3.2 检验标准检验标准是指检验项目需要达到的技术要求,通常包括尺寸、形状、表面粗糙度等。
3.3 检验结果检验结果应详细记录每个检验项目的实际测量数据,以便进行对比分析。
3.4 检验人员检验人员应记录检验过程中的责任人,以便在出现问题时进行追溯。
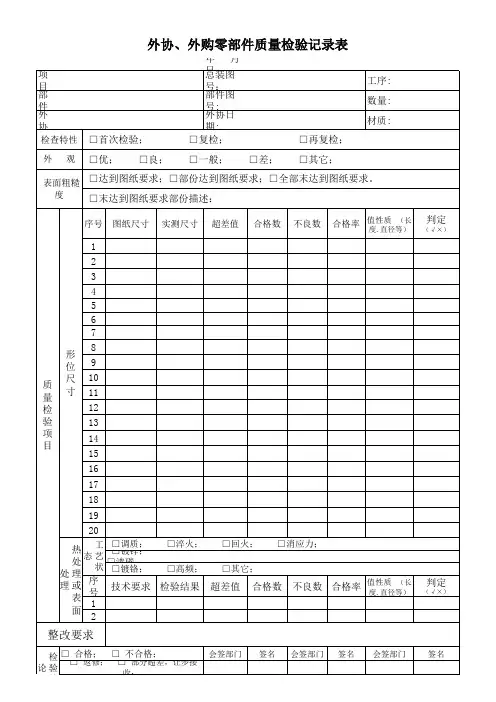
机械装配过程检验记录表1. 检验记录表的目的和作用机械装配过程检验记录表是一种用于记录机械装配过程中各个环节的检验结果和相关信息的表格。
它的主要目的是为了确保机械装配过程的质量控制,及时发现和纠正装配中的问题,保证最终产品的质量符合要求。
检验记录表可以作为质量管理的依据,也可以用于追溯装配过程中的问题和责任。
2. 检验记录表的基本信息在编写机械装配过程检验记录表时,需要包含以下基本信息:•产品名称:填写机械产品的名称或型号。
•批次号:填写机械产品的生产批次号,用于追溯。
•检验日期:填写检验记录的日期。
•检验人员:填写执行检验的人员姓名。
•检验依据:填写检验所依据的标准、规范或要求。
3. 检验过程和结果记录在机械装配过程中,需要记录各个环节的检验过程和结果。
以下是一些常见的检验项目和记录方式:3.1 零部件装配检验•零部件名称:填写被检零部件的名称或编号。
•零部件数量:填写被检零部件的数量。
•规格要求:填写被检零部件的规格要求。
•检验结果:填写被检零部件是否符合规格要求。
3.2 紧固件检验•紧固件类型:填写被检紧固件的类型,如螺栓、螺母等。
•紧固件规格:填写被检紧固件的规格要求。
•紧固件数量:填写被检紧固件的数量。
•检验结果:填写被检紧固件是否符合规格要求。
3.3 动力传动装置检验•传动装置类型:填写被检传动装置的类型,如齿轮传动、皮带传动等。
•传动装置规格:填写被检传动装置的规格要求。
•检验结果:填写被检传动装置是否符合规格要求。
3.4 运动部件检验•运动部件名称:填写被检运动部件的名称或编号。
•运动部件数量:填写被检运动部件的数量。
•规格要求:填写被检运动部件的规格要求。
•检验结果:填写被检运动部件是否符合规格要求。
4. 异常处理和改进措施记录在机械装配过程中,可能会出现一些异常情况和问题。
为了保证装配质量,需要记录并及时处理这些异常情况,并采取改进措施。
以下是一些常见的异常处理和改进措施记录方式:•异常描述:详细描述异常情况的具体内容。
制定日期标准登记号PAGE 整改日期
整改次数
零部件归入正常检验程序。
相应对不良品供应商发送不良通报,要求限期提供改善措施(以 书面形式)
4-2.连续6个月内从未发生过不良的进口件,纳入免检产品。
免检周期为6个月免检期间外协件 检验员随即抽查,如发现不良或生产线反馈不良,取消免检,进行正常检验程序。
(附表) 3-2.历次检验尺寸与标准值比较,在允许公差范围内,判定为合格
3-3.检验后通知资材办理入库
4.不合格品处理
鉴于我公司的零部件大部分为进口件,当进口件发生不良时,为了不耽误生产,采取以下措施 4-1.对①批量不良、②严重影响成品尺寸、③严重影响成品性能进口件纳入100%检查并相应补 充到《进口件需100%检查零件明细表》中 (附表),如连续3个月内未发生不良,则将该 1-4-5.机加工件:尺寸、外观
2.抽样标准 注:1、若发现不良品,加倍抽查,测量后仍不合格则判定该批为不合格
2、《检查成绩书》中记录5组实测数据
3.检查
3-1.将检验后尺寸记录在《进货验证记录》或《检验成绩书》中
1-3. 环境条件:室温
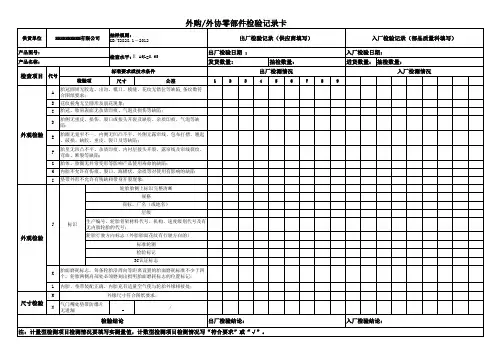
1-4. 检验项目:
1-4-1.橡胶类零部件:尺寸、表面质量
1-4-2.冲压类零部件:尺寸、外观质量
1-4-3.压铸类零部件:尺寸、表面质量
1-4-4.原材料:规格尺寸、外观质量(破断拉力在产品组装时试验)
进货检验项目及抽样标准
1.进货检验项目
1-1. 目的:对零部件进行检验, 以判定是否适用于产品
1-2. 范围:所有国产、进口原材料,零部件。