钢板质量验收记录
- 格式:xls
- 大小:21.51 KB
- 文档页数:9




SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
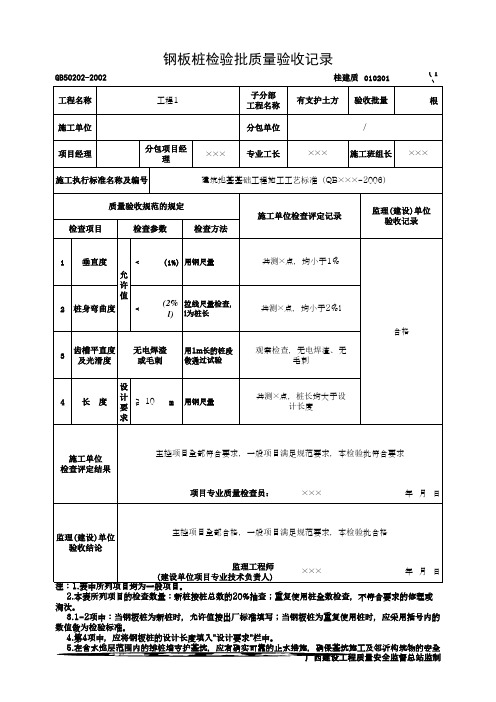
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。


连接用紧固标准件检验批质量验收记录苏 GJ4.1。
3江苏省建设工程质量监督总站监制焊接球检验批质量验收记录江苏省建设工程质量监督总站监制焊接球检验批质量现场检查原始记录苏 GJ4.1。
4江苏省建设工程质量监督总站监制螺栓球检验批质量验收记录苏 GJ4.1。
5江苏省建设工程质量监督总站监制螺栓球检验批质量现场检查原始记录苏 GJ4.1.5江苏省建设工程质量监督总站监制封板、锥头和套筒检验批质量验收记录苏 GJ4.1。
6江苏省建设工程质量监督总站监制封板、锥头和套筒检验批质量现场检查原始记录苏 GJ4。
1。
6江苏省建设工程质量监督总站监制金属压型板检验批质量验收记录苏 GJ4。
1.7江苏省建设工程质量监督总站监制金属压型板检验批质量现场检查原始记录苏 GJ4.1。
7江苏省建设工程质量监督总站监制涂装材料检验批质量验收记录GJ4。
1。
8江苏省建设工程质量监督总站监制涂装材料检验批质量现场检查原始记录GJ4.1。
8江苏省建设工程质量监督总站监制钢结构焊接检验批质量验收记录苏 GJ4.2。
1江苏省建设工程质量监督总站监制钢结构焊接检验批质量现场检查原始记录江苏省建设工程质量监督总站监制焊钉(栓钉)焊接工程检验批质量验收记录苏 GJ4。
2。
2江苏省建设工程质量监督总站监制焊钉(栓钉)焊接工程检验批质量现场检查原始记录苏 GJ4。
2.2江苏省建设工程质量监督总站监制普通紧固件连接检验批质量验收记录苏 GJ4.3.1江苏省建设工程质量监督总站监制普通紧固件连接检验批质量现场检查原始记录苏 GJ4。
3.1江苏省建设工程质量监督总站监制高强度螺栓连接检验批质量验收记录江苏省建设工程质量监督总站监制高强度螺栓连接检验批质量现场检查原始记录切割检验批质量验收记录苏 GJ4.4.1江苏省建设工程质量监督总站监制切割检验批质量现场检查原始记录江苏省建设工程质量监督总站监制矫正和成型检验批质量验收记录江苏省建设工程质量监督总站监制矫正和成型检验批质量现场检查原始记录苏 GJ4。




钢板粘贴施工隐蔽验收记录二、项目地点:(填写具体项目地点)五、隐蔽验收时间:(填写具体验收时间)六、验收人员:(填写参与验收的人员姓名、职务)七、隐蔽验收内容:1.钢板粘贴施工前期准备:(a)检查施工现场的准备情况,包括安全隐患排除和材料就位情况;(b)检查施工单位的资质和相关证件的准备情况;(c)检查施工过程中的施工记录和施工质量控制措施。
2.钢板粘贴施工工艺控制:(a)检查钢板粘贴施工过程中的工艺流程控制情况,包括施工顺序、工艺参数及操作要求;(b)检查施工中的现场监控和操作控制情况,包括施工机械设备的选择和使用、作业人员的操作技能;(c)检查钢板粘贴施工情况的合规性,包括施工单位是否按照设计要求和施工规范进行施工;(d)检查钢板粘贴施工中的质量控制措施,包括施工单位的检测手段及报告的准确性。
3.钢板粘贴施工隐蔽验收:(a)检查钢板粘贴施工结束后的现场清理情况,包括施工现场的清洁度、废弃物的处理;(b)检查现场的钢板粘贴施工质量,包括施工质量和外观质量;(c)取样检测施工效果,包括钢板粘贴材料的粘贴效果、强度和耐候性等;(d)根据设计要求、施工规范和验收标准,评估钢板粘贴施工的合格情况。
八、存在的问题及整改措施:(填写验收过程中发现的问题,并提出相应的整改措施)九、建议:(填写在钢板粘贴施工过程中发现的问题,并提出建议)十、隐蔽验收结论:(填写钢板粘贴施工的隐蔽验收结论,包括合格或不合格)十一、施工单位意见:(填写施工单位对本次隐蔽验收结果的意见)十二、监理单位意见:(填写监理单位对本次隐蔽验收结果的意见)十三、审查单位意见:(填写审查单位对本次隐蔽验收结果的意见)十四、备注:(填写需要额外说明的情况)。


钢板粘贴施工检验批质量验收记录一、项目概述本次钢板粘贴施工验收记录是对施工现场进行质量验收,确保施工过程符合相关标准和规范要求。
本次施工验收范围包括施工现场环境、施工工艺、施工质量等方面。
二、施工现场环境1.验收标准:a.现场清洁整齐,无杂物,无垃圾。
b.施工区域空气流通良好。
c.现场安全措施到位,无明显安全隐患。
2.验收内容:a.检查现场是否清洁整齐,并拍照记录。
b.检查空气流通情况,是否存在异味等情况,并记录。
c.检查现场安全措施是否到位,并记录。
三、施工工艺1.验收标准:a.施工工艺符合相关标准和规范要求。
b.施工工艺流程合理,施工操作规范。
2.验收内容:a.检查施工工艺文件是否完备,并核对施工过程是否符合文件要求。
b.检查施工操作人员的操作技能和证件情况,并记录。
c.观察施工过程中是否存在违规操作现象,并记录。
四、施工质量1.验收标准:a.施工质量符合相关标准和规范要求。
b.施工质量良好,无明显瑕疵。
2.验收内容:a.检查钢板粘贴施工中关键节点的质量情况,并记录。
b.检查钢板表面平整度、粘贴牢固度和无明显缺陷等情况,并记录。
c.对施工质量进行非破坏性检测,并记录。
五、施工验收结论根据现场环境、施工工艺和施工质量的验收内容,针对每一项验收标准进行评定,其中合格的标准为达到或超过标准要求,并记录。
六、隐患整改1.根据验收记录,对存在的问题和隐患进行整改,并进行整改计划的制定。
2.制定整改计划,并确定整改的时间和责任单位。
七、质量验收结论根据钢板粘贴施工的现场环境、施工工艺和施工质量的检验结果,本次施工验收情况如下:1.施工现场环境:合格。
2.施工工艺:合格。
3.施工质量:合格。
八、工程总结本次钢板粘贴施工质量验收工作顺利完成,验收结果合格。
通过此次验收,发现了一些问题,并及时进行整改,确保了施工质量的达到标准和规范要求。
对于今后的类似工程中,我们会更加严格要求施工质量,确保项目的顺利进行。
以上是钢板粘贴施工检验批质量验收记录,总字数为1200字以上。
钢结构(压型金属板)工程检验批质量验收记录钢结构(压型金属板)工程检验批质量验收记录(GB50205-2001)表J.0.11 编号:020411□□□工程名称检验批部位施工单位项目经理监理单位总专业监理工程师施工依据标准分包单位负责人主控项目合格质量标准(按本规范)施工单位自检评定记录或结果监理(建设)单位验收记录或结果1 压型金属板进场第4.8.1条第4.8.2条2 基板裂纹第13.2.1条3 涂层缺陷第13.2.2条4 现场安装第13.3.1条5 搭接第13.3.2条6 端部锚固第13.3.3条一般项目合格质量标准(按本规范)施工单位自检评定记录或结果监理(建设)单位验收记录或结果1 压型金属板精度第4.8.3条续下表020411□□□说明主控项目4.8.1金属压型板及制造金属压型板所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
4.8.2压型金属泛水板、包角板和零配件的品种、规格以及防水密封材料的性能应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
13.2.1压型金属板成型后,其基板不应有裂纹。
检验数量:按计件数抽查5%,且不应少于10件。
检验方法:观察和用10倍放大镜检查。
13.2.2有涂层、镀层压型金属板成型后,涂、镀层不应有肉眼可见的裂纹、剥落和擦痕等缺陷。
检验数量:按计件数抽查5%,且不应少于10件。
检验方法:观察检查。
13.3.1压型金属板、泛水板和包角板等应固定可靠、牢固,防腐涂料涂刷和密封材料敷设应完好,连接件数量、间距应符合设计要求和国家现行有关标准规定。
检查数量:全数检查。
检验方法:观察检查及尺量。
13.3.2压型金属板应在支承构件上可靠搭接,搭接长度应符合设计要求,且不应小于表13.3.2所规定的数值。


钢结构制作分项工程质量验收记录一、验收前准备1.钢结构制作单位应提供符合国家标准的施工组织设计和质量控制方案,并按照方案组织施工。
2.钢结构制作单位应提供钢材的到货验收记录,要求其满足设计要求,允许有轻微的表面划伤和刺孔,但不得有严重的锈蚀、裂纹和变形现象。
3.钢结构制作单位应提供焊工的合格证明、焊接工艺规程和焊缝外观检验报告,以确保焊接质量合格。
二、钢材加工1.钢结构制作单位应按照设计要求对钢材进行切割、焊接和钻孔等加工工艺,确保尺寸和形状符合规定,并避免产生裂纹和变形。
2.钢结构制作单位应对切割面和焊接缝进行除锈处理,确保其达到设计要求的表面清洁度和粗糙度。
三、焊接施工1.钢结构制作单位应根据设计要求选择适当的焊接工艺和焊接材料,并对焊工进行培训和监督。
2.钢结构制作单位应对焊缝进行外观检查,焊缝表面应光滑、无裂缝、夹渣和夹杂物,并符合规定的焊缝尺寸和形状要求。
3.根据设计要求,钢结构制作单位应对焊缝进行无损检测,包括超声波检测、X射线检测和磁粉检测等,确保焊缝质量合格。
四、构件安装1.钢结构制作单位应按照设计要求对构件进行编号,并制定安装顺序和方法。
2.钢结构制作单位应对构件进行预安装,检查其尺寸、位置和倾斜度是否符合要求。
3.钢结构制作单位应用吊装设备进行构件的安装,并注意控制吊装过程中的倾斜度、位移和变形。
4.钢结构制作单位应用螺栓连接构件,并根据设计要求进行紧固力的控制,确保连接的安全可靠。
五、验收记录1.钢结构制作单位应编制钢结构制作分项工程质量验收记录表,并在表中详细记录每一项验收内容和结果。
2.钢结构制作单位应将钢结构制作分项工程质量验收记录表和相关的检测报告、证书等资料提交给建设单位进行验收。
钢结构制作分项工程的质量验收是确保建筑项目质量的重要环节,有效的质量验收可以避免钢结构制作过程中出现的问题,保证建筑物的安全和稳定。
因此,钢结构制作单位应严格按照要求进行质量控制,并做好相应的验收记录,以便建设单位进行验收和监督。