半挂车涂装-技术手册
- 格式:pdf
- 大小:344.67 KB
- 文档页数:22

目录第一章涂装车间的工艺及设备总体设计 (2)1 基本概念 (2)2 涂装车间 (2)3 涂装线的工艺设计 (5)4 涂装线的设备设计 (19)第二章前处理设备 (24)1 前处理工艺及处理方式 (24)2 前处理设备设计 (25)3 密封室设计 (26)4 槽液循环 (28)5 喷嘴的形式与数量 (28)6 泵的选择 (30)7 加热装置 (30)8 辅助设备 (31)9 前处理用水量计算 (41)10 绘前处理工作原理图 (41)11 前处理的发展趋势—硅烷及氧化锆技术 (42)12 降低水耗 (45)第三章电泳设备 (47)1 电泳涂装的特点 (47)2 电泳原理 (47)3 电泳设备设计 (48)附1 电泳专用名词解释 (60)附2 电泳后冲洗废水再利用 (60)附3 自泳涂装 (61)4 使用范围 (62)5 涂膜的特性 (63)第四章喷涂设备 (66)1 喷漆室的功能 (66)2 喷漆室分类 (66)3 水旋式喷漆室 (66)4 文丘里式喷漆漆室 (69)5 水帘喷漆室 (70)6 无泵喷漆室 (71)7 干式喷漆室 (71)8 水性漆喷漆室 (72)9 喷漆室的设计 (72)10 集中供漆系统 (77)ESTA (78)11 喷漆室类型的选择 (84)12 防火及废气处理 (85)13 静电喷粉设备 (86)14 静电喷漆 (88)15 喷PVC胶设备 (92)第五章烘干设备 (94)1 涂膜的固化机理 (94)2 加热方式 (94)3 热源的选择 (94)4 烘干室工作原理 (95)5 烘干室组成 (96)6 热风循环系统 (97)7 温控系统 (98)8 烘干室设计 (99)9 烘干室的分区 (102)10 水份烘干室 (102)11 强冷室 (103)12 废气处理 (104)13 废气余热利用 (106)14 工作原理 (106)第六章输送设备 (109)1 输送机的分类 (109)2 输送机的特点及用途 (109)第七章涂装车间安全环保及其设计要点 (119)1 概述 (119)2 涂装车间安全和环保专业用语 (121)3 涂装车间安全设计要点 (124)4 案例 (130)5 如何依靠技术进步(创新),来提高涂装车间的安全性、环保性和经济性。
MG212-5南京名爵(MG)汽车有限公司涂装厂涂装作业指导书GY-KC0021(涂装进厂材料检测规范)批准:___________ 日期:____________审核:___________ 日期:____________校对:___________ 日期:____________制订:___________ 日期:____________2008年01月前言1、本检验规范针对涂装厂生产所使用的所有原、辅材料、配套件以及必须经过涂装生产线的其他材料,列出了各种材料的检测项目、技术规范、和检测频次。
2、涂装厂原辅材料按其重要性等级将其分为A、B、C三大类。
2.1、A类为重要性原辅材料,要求测试项目多,并且作批次检测。
2.2、B类为配套使用材料,要求作批次检测。
2.3、C类为间接使用材料,要求作自测、定性检测,并视上批使用情况作批次检验和抽检,抽检量为每年进厂批次的1/2。
3、如有特殊情况需增加或减少检验项目,必须经技术主管及以上分管厂领导批准。
4、A类、B类原辅材料如有一项不合格,作退货处理;连续两次有一项以上不合格作停货两个月处理。
5、C类原辅材料如有一次实物与商标或与产品合格证不符,作退货处理;两次以上不合格作停止供货处理。
6、其它原辅材料的检测,在未列入本规范之前,参照本规范相应材料的检测项目及生产厂家提供的产品性能参数指标进行检测。
7、所有进厂材料的检测结果必须填写:R09-004/22《进厂材料检测报告》。
目录一、密封材料二、前处理材料三、油漆材料(烘烤型)四、电泳材料五、修补材料(自干(低温烘烤)型)六、工艺辅料七、空气过滤材料八、打磨、擦净、抛光材料九、液体过滤材料。
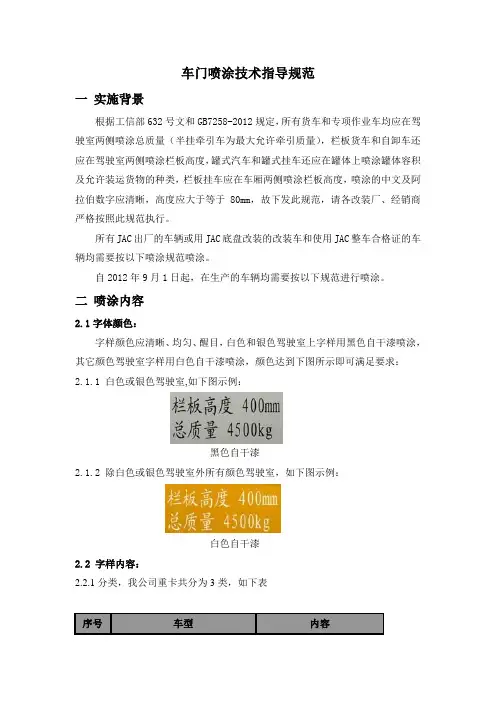
车门喷涂技术指导规范一实施背景根据工信部632号文和GB7258-2012规定,所有货车和专项作业车均应在驾驶室两侧喷涂总质量(半挂牵引车为最大允许牵引质量),栏板货车和自卸车还应在驾驶室两侧喷涂栏板高度,罐式汽车和罐式挂车还应在罐体上喷涂罐体容积及允许装运货物的种类,栏板挂车应在车厢两侧喷涂栏板高度,喷涂的中文及阿拉伯数字应清晰,高度应大于等于80mm,故下发此规范,请各改装厂、经销商严格按照此规范执行。
所有JAC出厂的车辆或用JAC底盘改装的改装车和使用JAC整车合格证的车辆均需要按以下喷涂规范喷涂。
自2012年9月1日起,在生产的车辆均需要按以下规范进行喷涂。
二喷涂内容2.1字体颜色:字样颜色应清晰、均匀、醒目,白色和银色驾驶室上字样用黑色自干漆喷涂,其它颜色驾驶室字样用白色自干漆喷涂,颜色达到下图所示即可满足要求:2.1.1白色或银色驾驶室,如下图示例:黑色自干漆2.1.2除白色或银色驾驶室外所有颜色驾驶室,如下图示例:白色自干漆2.2 字样内容:2.2.1分类,我公司重卡共分为3类,如下表序号车型内容1 牵引车最大允许牵引质量※※※※Kg2栏板载货车自卸车栏板高度※※※※mm总质量※※※※Kg 3除以上两种以外的所有改装车(厢式车、仓栅车、搅拌车等其他专用车)总质量※※※※Kg2.2.2牵引车应喷涂“最大允许牵引质量xxxxx kg”,“最大允许牵引”和“质量xxxxx kg”分两行喷涂,最大允许牵引在上,质量xxxxx kg在下,两行之间间距20mm,如下图示例:2.2.3栏板货车和自卸车应喷涂“栏板高度xxx mm 总质量xxxx kg”栏板高度和总质量分两行喷涂,栏板高度在上面,总质量在下面,两行间距20mm,如下图示例:2.2.4 除以上两种以外的所有车辆,包括厢式车、仓栅车、搅拌车等只均喷涂“总质量xxxx kg”,如下图示例:2.3 参数的确定:所有参数均来源于合格证,如和合格证不一致,则无法登记注册上牌。
汽车涂装技术手册1. 简介汽车涂装技术是指在汽车制造和维修过程中,对车辆进行喷涂的工艺和技术。
它不仅能保护汽车外观,增强车身硬度,还能使车辆具备美观的外观和良好的防腐性能。
本手册将介绍汽车涂装技术的基本原理、常见涂料种类以及涂装过程中的注意事项。
2. 汽车涂装技术的基本原理在汽车涂装过程中,首先要进行车身准备工作,包括去除车身表面的杂质、减少表面粗糙度,并进行防锈处理。
然后进行底漆喷涂,底漆的主要功能是填平小划痕和镶嵌物,并提供良好的附着力。
接下来是面漆喷涂,面漆可以决定汽车的颜色和光泽,同时还能提供保护层,防止颜色褪色和氧化。
3. 常见涂料种类3.1 底漆涂料底漆涂料通常是使用聚酯树脂、环氧树脂等作为基料,并添加填料和稀释剂。
底漆应具备良好的流动性和耐磨性,能够有效填平表面划痕和镶嵌物,提高面漆的附着力。
3.2 面漆涂料面漆涂料的选择需要考虑车身的外观要求、环境和年限等因素。
常见的面漆涂料有溶剂型面漆和水性面漆。
溶剂型面漆具有良好的附着力和耐候性,而水性面漆则对环境友好,无VOC排放。
4. 汽车涂装过程中的注意事项4.1 温度和湿度控制涂装过程中应控制室内温度和湿度,高温会导致涂层干燥过快,容易产生气泡和薄膜收缩;而低温则会延长涂层的干燥时间。
同时,湿度过高会导致涂层凝胶慢,影响涂装效果。
4.2 表面处理在涂装过程中,应对车身进行适当的表面处理,以确保涂层的附着力。
可采用机械磨砂、打磨或切割等方法,去除表面氧化物、污垢和旧漆,使得基材表面更粗糙,有利于涂层的附着。
4.3 喷涂技术喷涂技术是决定涂装效果的关键因素之一。
要注意喷枪的选用和调试,以确保喷涂均匀和光滑。
同时,掌握喷涂间隔和运动路径,避免出现喷痕、滴落和返修等问题。
4.4 干燥和固化干燥和固化是涂装的最后一个环节。
应根据不同的涂料选择适当的固化时间和温度,以确保涂层的质量和性能。
同时,避免过早操作和外力干扰,以免影响涂层的固化效果。
5. 结论汽车涂装技术是汽车制造和维修中不可或缺的一环,它可以为车辆提供美观的外观和有效的保护。
专用汽车公司半挂车产品设计规范手册第一版2015年4月半挂车产品设计规范目的:为规范设计、总结经验、提高效率、保证设计质量,根据相关国家标准、行业标准特制定常规半挂车设计规范,为设计提供参考依据。
适用范围:东润所生产的栏板半挂车、仓栏半挂车、厢式半挂车。
1.总体设计原则1.1产品符合国家、行业相关标准法规要求,本公司有特殊规定的按本公司要求执行。
1.2结构设计合理,注重产品安全性。
1.3轴荷分配、重心布置、主挂高度差等主要参数符合公司相关规定。
1.4产品工艺性好,方便制造和安装。
1.5注重经济性,合理选用材料。
1.6注重外观,要求外观美观大方。
1.7考虑产品零部件的系列化、通用性。
2、整车2.1方案制定时需注意事项2.1.1整车外形尺寸及轴距、前后悬尽量符合公告,用户特殊要求除外,对于不符合公告之处,及时告知用户,让用户予以确认。
轴荷分配合理,整车性能应满足客户要求。
2.1.2 轴荷分配及主挂匹配性根据牵引车驱动形式及挂车确定轴荷分配及主挂匹配性半挂车轴荷分配比例及主挂匹配性要求2.1.3 关键部位设计(1)整车主要承力部位设计要安全、合理。
1)半挂车主要承力部位:牵引装置处、支承装置处、悬架部位处。
特别对于甩挂运输车辆,要特别注意这几个部位的强度问题。
2)对主要承力部位的设计原则:以保证使用安全为主要原则,根据车辆吨位配置不同,对易出现应力集中或强度较弱的部位进行局部或整体加强,分散应力,增加强度,且符合车辆尽量轻量化原则。
(2)轮胎跳动空间车架的边梁与轮胎间要留有足够的轮胎跳动空间,跳动空间不足时,在板簧中心正上方的下翼板上要加装限位块。
常用轮胎跳动空间:1100.00R20 跳动空间130;12.00R20-20 跳动空间150.(3)关键承力部位所选用配件及材料要与车辆吨位配置相匹配。
2.1.4车厢结构形式(1)栏板车车厢结构形式车箱由前栏板、箱板、立柱组成。
前栏板分东岳标准型及仿华骏型。
半挂车使用说明书前言感谢您选择了专用车辆制造有限公司生产(以下简称我公司)的半挂车,并欢迎您成为我公司广大用户中的一员。
使您的汽车获得最佳的效益,是我和您共同追求的目标,但这在很大程度上取决于您对车辆的熟悉程度,按照本手册进行仔细和全面的保养。
我们真诚地希望您在使用车辆之前能够通读手册,并对其中介绍的操作程序悉心领会,以便在维护时得心应手。
我公司的半挂车造型美观、结构合理,货台承载面积大,标准化、通用化程度高,使用安全、可靠,维修方便。
为了用户安全操作及合理使用半挂车,本说明书提供了该产品的结构、性能、使用及保养等方面的资料,供操作者参考使用。
本手册中的图形及说明在出版时是正确的,但我公司产品不断地改进或完善,有修改之处,请原谅我公司不再另行通知。
本手册是车辆的一部分,应与车辆一起保存和使用。
目录一、半挂车主要技术参数 (1)二、主要的结构及其作用 (4)三、半挂车的使用和操作 (7)四、日常及定期检查 (9)五、润滑 (14)六、常见故障及其排除 (15)七、注意事项 (16)八、三保说明 (17)九、售后服务承诺 (17)十、随车明细 (17)12二、主要总成的结构及其作用半挂汽车列车由牵引车和半挂车两部分组成,牵引车通过牵引座与半挂车联结,传递牵引力于半挂车;半挂车可以与牵引车分离,利用前部支承装置可独立停于平坦路面。
牵引车主要中国重汽底盘,(也可用同类型,同级别的其他品牌牵引车),其上装有鞍形牵引座,半挂车主要由车架、车厢、支承装置、悬架装置与车桥、牵引座和牵引销、气制动系统、照明和信号装置、轮胎和钢圈等组成。
现将主要总成的结构、作用分述如下:( 上图为半挂车的结构示意图)1、车架总成车架是由纵梁、横梁和边梁组焊而成的框架结构,纵梁选用Q345B优质合金结构钢通过自动埋弧焊加工成“工”字梁,横梁采用成型槽钢或钢材压制槽钢,边梁为热轧槽钢或相应规格的滚轧型钢。
车架焊接完毕后通过整体抛丸处理(清除锈蚀和去除焊接应力)。

挂车喷漆流程规范及制度英文回答:The process and regulations for painting trailers are essential to ensure a high-quality and durable finish. A standardized procedure helps maintain consistency and efficiency in the painting process. Here is a guideline for the painting process of trailers:1. Surface Preparation: The first step in the painting process is to prepare the trailer's surface. This involves cleaning and removing any dirt, grease, or rust. The surface should be sanded or stripped to create a smooth and clean canvas for the paint.2. Priming: After surface preparation, a primer is applied to the trailer. The primer helps improve adhesion and provides a protective layer between the surface and the paint. It also helps in achieving an even color tone and prevents any bleeding or discoloration.3. Base Coat: Once the primer is dry, the base coat is applied. The base coat is the main color layer of the paint job. It should be applied evenly and smoothly to ensure a consistent color tone. The base coat may require multiple layers depending on the desired opacity and intensity ofthe color.4. Clear Coat: After the base coat is dry, a clear coat is applied. The clear coat provides protection and enhances the gloss and shine of the paint job. It also acts as a barrier against UV rays, weathering, and scratches. Theclear coat should be applied in thin and even layers to avoid any runs or drips.5. Drying and Curing: Once the paint job is complete, the trailer needs sufficient time to dry and cure. This allows the paint to harden and bond properly to the surface. Drying and curing times may vary depending on the type of paint used and the environmental conditions. It isimportant to follow the manufacturer's instructions for drying and curing times.6. Inspection and Quality Control: After the paint has dried and cured, the trailer should undergo a thorough inspection. This ensures that the paint job meets the desired quality standards. Any imperfections, such as drips, uneven color, or surface defects, should be addressed and corrected.7. Finishing Touches: Once the paint job passes the inspection, any necessary finishing touches can be made. This may include detailing, polishing, or applying any additional protective coatings.In conclusion, the process for painting trailersinvolves surface preparation, priming, base coat application, clear coat application, drying and curing, inspection, and finishing touches. Following these steps ensures a high-quality and long-lasting paint job for trailers.中文回答:挂车喷漆的流程规范和制度对于保证喷漆效果的质量和耐久性至关重要。
涂装线技术说明书安徽东宝汽车制造有限公司汽车涂装生产线技术说明书涂装设备有限公司二零零三年七月文件内容:一:涂装车间的主要参数-------------------------------- 3 二:设计原则----------------------------------------------- 7 三:工艺过程----------------------------------------------- 9 四:技术说明----------------------------------------------- 14 五:涂装车间的主要设备明细-------------------- ----- 29 六:附:工艺设备平面布臵图一份-------------------- 31一:涂装车间主要参数1.年生产纲领:面包车1万辆/ 年2.年工作日下:251 天2.2工作制度:单班制2.3.年总工时:1970小时(根据部标JBJ/T2-2000,单班年总工时为1970小时;双班年总工时为3820小时;三班年总工时为5250小时)2.4.设备工作时间:按1970小时计算2.5.日均产量:40辆/ 天(小时产量为5台/小时)2.6.生产节拍:约,12分钟/ 台设备利用率:0.85 %返修率15 %等于0.75台/小时,通过修补线3.产品外形尺寸:3765×1575×1780毫米4.产品重量:400 kg (为设计值)5.产品涂装面积:电泳60 平方米PVC 8 平方米中涂内12平方米,外20平方米面漆内12平方米,外20平方米6.厂房:跨度18米×3跨长度132米宽度54米粱下弦净高9米另加辅跨利用于涂装车间7.能源:7.1 电力: 10,000V ±10% 联系50HZ 三相电力:(装机) 380V KW7.2 天然气: 热值10,000 kCal/kg7.3 蒸汽: 0.4 Mpa t/h7.4 压缩空气0.6 Mpa m3/h压缩空气0.3 Mpa m3/h7.5 工业水0.2±0.05 Mpa m3/h 8.工件节距:前处理电泳 5.8 m中涂面漆 5.8 m 9.输送速度:前处理电泳间歇方式8.0min /台前处理电泳烘干连续方式 1.0 m/m in 10.涂层标准10.1 前处理线1) 磷化膜为Zn/Mn/Ni成份。
车辆产品涂装工艺守则目次前言 (Ⅱ)1 范围 (1)2 引用标准 (1)3 内容 (1)附录A(提示的附录)金属清洗剂性能 (10)附录B(提示的附录)磷化膜在电泳时的溶出量实验法 (11)I前言本标准是根据Q/XX B039《车辆产品油漆涂层技术条件》和Q/XX B0331《塑料件涂漆技术条件》的要求编制而成。
是对Q/XX P003—2001《车辆产品涂装工艺守则》的修订。
本标准与Q/XX P003—2001主要差异为:——增加了套色遮蔽、铺放隔音垫等工序的工艺要求;——增加了磷化膜皮膜性能以及电泳、面漆涂膜性能检测等现场管理要求;——细化了涂装各工序作业内容等方面的要求;——删除了酸洗液的工艺规范内容;——删除了附录C、D、E的内容。
I I车辆产品涂装工艺守则1 范围本标准规定了不同档次车辆产品涂装工艺过程中的一般要求以及各工序的技术要求,包括工序工艺要求及操作要求、现场管理要求和漆膜性能要求。
本标准适用于本公司各事业部生产的汽车、农用车等车辆产品。
2 引用标准下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
GB 6807 钢铁工件涂漆前磷化处理技术条件JB/T 4323.2 水基金属清洗剂试验方法Q/XX B033 塑料件涂漆技术条件Q/XX B039 车辆产品油漆涂层技术条件Q/XX B064 车辆和农业装备常用漆膜颜色、种类及编号管理规则3 内容3.1 一般要求3.1.1 汽车、农用车主要零部件涂装应符合本守则的规定,并按标准作业指导书和工艺卡的要求进行。
3.1.2 所选用的主要材(辅)料应符合采购技术协议,并经检验合格后方可投入生产。
严禁不合格的主要材(辅)料进入生产工序。
3.1.3 进入车间人员必须穿戴干净的工作服,喷漆工穿专用喷漆工作服,严禁随地乱扔废弃物。
国内营运事业部培训资料-涂装工艺技术技术手册 涂装工艺技术手册中集车辆集团深圳中集专用车有限公司国内营运事业部编著:周冰目次油漆涂装施工 (1)一、表面处理 (1)二、漆膜厚度 (1)三、干膜厚度的测量 (1)四、涂覆方法 (2)1、刷涂 (2)2、滚涂 (2)3、空气喷涂(传统式) (2)4、空气喷涂(带压力罐) (3)4、高压无气喷涂 (3)5、涂覆时的各种条件 (4)常用换算及公式 (6)一、常用单位的换算 (6)一、涂料用量简单计算 (7)二、湿膜厚度的控制 (7)三、漆膜重量的计算 (7)五、钢板面积的计算 (8)五、管道面积的计算方法 (8)六、钢梁及角钢面积的估算 (9)表面处理 (11)一、前言 (11)二、锈蚀等级标准 (11)1、钢丝刷除锈标准 - St (11)2、喷砂除锈标准 - Sa (11)三、表面处理方法和设备的确认 (12)1、去除疏松油漆和厚锈 (12)2、机械钢丝刷除锈 (12)3、手工钢丝刷 (12)4、机械砂轮打磨 (13)5、喷砂除锈 (13)6、喷砂除锈注意事项 (13)7、湿喷砂处理/喷砂浆处理 (14)8、高压水喷射 (14)9、施工于完整油漆上的表面处理 (15)10、铝质和镀锌钢材的预处理 (15)11、混凝土墙体表面 (16)11、混凝土地面 (16)12、安全注意事项 (16)四、涂装前的钢铁表面处理 (17)1、喷砂除锈 (17)2、车间底漆的涂装 (17)3、底漆涂装前的准备 (17)五、涂装的注意事项 (17)1.、膜厚的控制 (17)2. 涂料的配制 (18)3、稀释剂的使用 (18)4、涂装的间隔 (18)5、涂膜的异常 (18)6、涂装环境 (18)7、漆膜的完全固化 (19)六、涂料及涂膜产生弊病的原因 (19)1、涂料本身的质量 (19)2、施工基层状况 (19)3、涂装工艺 (19)4、施工操作 (19)5、施工环境 (19)国内营运事业部培训资料-涂装工艺技术技术手册油漆涂装施工金属的腐蚀与破坏都是从表面开始,假如在它的表面与介质之间插入稳定的或耐蚀的物质,使金属表面与介质不能接触,金属的腐蚀便会停止。
这种插入的物质叫作涂层或镀层,它类似于雨衣,人们穿了它,可以不受雨淋。
涂层的目的很多,而最重要的是防止腐蚀。
防腐蚀作用主要是覆盖,因此要求覆盖层完整无孔,使基体金属不与介质接触,而面临腐蚀介质的是防护涂层。
防护涂层应该与基体金属能够很坚牢固地结合,在使用时,不应因加热或冷却以及受力(例如震动、冲击、弯曲)而脱层或剥落,发生了这种情况,防护层便失去了防护作用。
涂装成功与否,取决于一些参数,其中包括:✓表面处理✓漆膜厚度✓涂覆方法✓涂覆时的各种条件下面,分别说明这些参数的意义。
一、表面处理麦加公司的技术人员总结了多年来的涂装经验,最重要的是良好的表面处理。
表面处理详见本手册独立单节“表面处理”。
二、漆膜厚度适当的漆膜厚度对涂料的成功使用,至关重要。
显然,如果膜厚不够,通常会导致涂层提前失效。
但是也并非是越厚越好。
现代高科技涂料,如果涂覆过厚,可能导致两种结果:或者是涂料含有的溶剂不能充分挥发出来,从而大大降低了附着力,或者是底漆龟裂。
对于大多数涂料而言,规定的膜厚极限已经考虑了实际施工中的合理偏差。
但是,在涂覆过程中,应该始终以规定的膜厚为准。
至于某个具体表面的实际干膜厚度应该是多少,将取决于所采用的涂料的类型及待涂表面的性质。
产品说明书列出了每个产品的推荐干膜厚度。
三、干膜厚度的测量如果在预先用细砂或弹丸喷射处理过的表面涂漆,其干膜厚度的测量要比对光滑的钢表面的涂层干膜厚度的测量,复杂得多。
测量结果会受到喷射处理表面粗糙度(因部位而异)、测量设备的构造(如探头的大小)和待测量的干膜厚度等因素的影响。
当测量较薄的膜厚时,必须将表面粗糙度考虑进去,因为在这种情况下,有一部分涂料消耗在粗糙层。
对于喷砂处理后,厚度小于25微米的底漆和重涂层来说,厚度测量是没有意义的。
下表给出了不同的喷射处理方式引起的漆料损失之典型数值(损失以干膜厚度表示):表面喷射处理粗糙度干膜厚度损失0-50微米 10微米钢表面经链式喷丸机使用圆钢丸处理并当即涂覆车间底漆喷细砂处理 50-100微米 35微米喷粗砂处理 100-150微米 60微米有麻点的老化钢表面喷砂处理 150-300微米 125微米四、涂覆方法本手册介绍的方法包括:刷涂、滚涂、空气喷涂(传统式)、空气喷涂(带压力罐)、高压无气喷涂。
下面分别作详细介绍。
1、刷涂使用刷涂时,应该使用优质天然纤维或人造毛漆刷,其尺寸应该与所使用的涂料相配。
然而,用这种方法的施工速度比较慢,一般用于小范围涂覆装饰漆或者涂覆表面处理程度较低的底漆,因为在这种情况下,只有涂刷才能将涂料有效地刷进锈蚀的钢底材。
刷涂尤其适合预涂以及复杂结构的涂覆,因为在这种情况下如果使用喷涂,会造成喷涂过厚和干喷现象,导致涂料大量损失。
可是,大多数厚浆型涂料均采用高压无气喷涂,这是因为刷涂不能一次性获得较大的膜厚。
总的说来,与高压无气喷涂相比,要达到同样的膜厚,刷涂的层数要多一倍。
在没有转换性的涂层上涂覆同类涂料时,使用刷涂须特别小心。
将氯化橡胶漆涂覆在氯化橡胶漆层上,或者将乙烯树脂漆覆涂在乙烯树脂上,就是这样。
在这种情况下,新涂的漆料中的溶剂会溶解先前所涂的已经固化的涂层。
因此,即使是轻轻的一刷,也可能将旧涂层揭起,造成外观不佳。
应该均匀地、轻轻地顺一个方向按直线涂覆,在一个部位刷一两次即可。
注意,切勿将刷毛掺进旧涂层中。
2、滚涂在涂覆平整大面积表面时,滚涂比刷涂速度快,而且能用来涂装大多数装饰性涂料。
但是,使用滚涂时,膜厚不太容易控制。
跟刷涂一样,使用滚涂难以获得厚膜。
应该注意的是,必须根据涂料类型及表面粗糙度,选择绒毛长度合适的滚筒。
在一般情况下,应采用酚醛芯滚筒,配以短绒或长绒的滚筒套。
使用前应先清洗滚筒套,清除松散的纤维。
3、空气喷涂(传统式)这是一种广泛使用的快速涂覆方法。
使用时,涂料通过低压气流的作用被雾化。
传统式喷涂的设备相对简单,而且价格便宜。
但是,必须将气量、气压和流速很好地配合,才能确保涂料雾化良好,而且形成的漆膜没有缺陷。
2如果传统式空气喷涂控制不当,也会因喷涂过量和反弹而导致涂料的大量浪费。
此外,还有流动不畅、流挂和针孔等问题。
传统式空气喷涂的主要缺点是,一般不能喷涂厚浆型油漆。
原因是,大多数的油漆必须稀释到合适的粘度才能雾化,这样就丧失了厚浆性质。
4、空气喷涂(带压力罐)压力罐或“压力桶”常常与传统的低压气流喷枪配套使用。
这种方法能使油漆在固定压力下,从压力罐经由软管进入喷枪。
常见的设备以下列方式工作:用一根软管将压缩空气源与压力罐盖上的压力调节器相连。
一部分空气以调整压力,通过压力调节器泄出,但大部分空气经由第二段软管进入喷枪,使里面的涂料在喷出时成为漆雾。
进入压力罐的空气将罐中的涂料压出,推入软管,再注入喷枪。
使用一个人工搅拌器或压气机马达,可以防止罐内油漆沉淀。
在需要使用大量涂料的情况下,建议使用带压力罐的空气喷涂。
由于这种方法取代了与喷枪相连的上吸杯和重力杯,因此可以大减少不断加料所浪费的时间,而且也使喷枪能旋转到任何角度,进行有效的涂覆,不至于溅洒油漆。
压力供漆罐的容量可达20公升(5美制加仑),在工作场所自如移动。
4、高压无气喷涂高压无气喷涂与空气喷涂的区别在于,它不是将空气与油漆混合而形成漆雾,故称“无气”。
其雾化是凭借液压压力,使油漆在特别设计的喷嘴处完成的。
雾化所需的液压一般由气动泵产生。
这种气动泵产生很大的被压液体与进气之间的压力比,市面上可以买到的这种泵机的压力比一般为20:1到60:1,但压力比在45:1左右的气动泵最常用。
高压无气喷涂的主要优点如下:1、不用稀释即可喷涂厚浆型油漆;2、涂覆速度非常快,因此效益很高;3、与传统式空气喷涂方法相比,它能减少喷涂过量及反弹现象,从而减少涂料损失,同时漆雾和有害物质也得以相应减少。
喷嘴(涂料由此压出形成漆雾)是碳化钨质地的精密部件,扇形雾面是由喷嘴正面的槽口产生的。
喷嘴的大小和槽口的角度有多种规格。
喷枪头的选用,取决于油漆雾化所需压力和产生合适的流速所需的喷嘴大小。
流速决定漆膜的厚度。
喷嘴槽口角度不同,产生的喷雾扇面宽度也不同。
具体的喷雾扇面的宽度,取决于待涂结构之形状和尺寸。
喷雾扇面宽度的选择也与喷嘴的大小有关,如果喷嘴尺寸不变,则喷雾扇面窄时,在单位面积上涂覆的漆料比喷雾扇面宽时要少。
正常情况下,无气喷涂设备工作时油漆管中压强可达352公斤/平方厘米(5000磅/平方英寸)。
设备操作必须始终遵循制造商的使用说明和安全注意事项。
一般说来,直径在0.23至0.33毫米(9-12毫英寸)之间的喷嘴适合喷涂湿膜厚度约为503微米(2密耳)的油漆。
直径在0.33到0.48毫米(13-19毫英寸)之间的喷嘴适合喷涂湿膜厚度在100至200微米(4-8密耳)之间的油漆。
直径在0.48至0.79毫米(19-31毫英寸)之间的喷嘴适合喷涂湿膜厚度在200微米(8密耳)及更厚的油漆。
防腐蚀能力特强的厚浆型油漆,因其形成很大的膜厚,可能需要直径在1.02至1.52毫米(40-60毫英寸)之间的喷嘴。
喷嘴有好几种设计,具体选用哪一种应根据所需面漆、是否容易操作,以及是否容易排除堵塞来决定。
对于某些产品来说,无气喷涂所取得的装饰效果与传统式喷涂相比要差一些,但是,无气喷涂现已广泛被认为是一种喷涂高性能耐蚀涂料的简易手段。
5、涂覆时的各种条件在涂覆防护漆时,要考虑的最重要的因素是底材的状况、表面温度以及涂覆时的大气条件。
涂覆施工应该在大气条件良好和天气温和时进行。
在下列条件下,请勿进行涂覆:✓当空气温度低于涂料干燥及固化温度极限时;✓有雾或有霜时,或者雨雪即将来临时;✓待涂表面因结露而潮湿时,或者当涂层在最初干燥阶段发生结露。
在夜间,钢材温度会降低,白天再回生。
但是与大气条件相比,钢材的温度变化总是要迟一些,因此,钢材表面可能发生结露。
如果钢材的温度低于大气的露点,就会结露。
临界条件对于使用防护漆的用户来说,天气恶劣是一个经常碰到的问题。
相对湿度本身很少产生问题,因为大多数油漆都耐潮。
但是不能让潮气使将要涂覆的表面结露。
为了确定表面是否潮湿,应该用温度计测量钢表面温度,并用湿度计测量大气湿度,计算出露点。
钢材温度必须至少高于露点3℃,否则不可以涂漆。
如果钢表面沾到雨水或冰,则不得涂装。
有些双组份涂料(例如某些传统的双组份环氧树脂漆)在低温时不应涂覆,否则有可能延长涂料的固化时间。
极端条件一般来说,极端条件指环境温度低于5℃(41℉)或高于40℃(104℉)的条件。
当温度低于5℃(41℉)时,油漆(如传统的双组份环氧树脂漆)的固化速度会大减慢。