基于轨迹搜索的闭式三元流通道电火花加工电极设计方法
- 格式:pdf
- 大小:1.32 MB
- 文档页数:6
第45卷第6期2013年12月 南 京 航 空 航 天 大 学 学 报Journal of Nanjing University of Aeronautics &Astronautics Vol.45No.6 Dec.2013基于轨迹搜索的闭式三元流通道电火花加工电极设计方法赵建社1 唐兰剑1,2 郁子欣1 周旭娇1(1.南京航空航天大学机电学院,南京,210016;2.中国燃气涡轮研究院,江油,621700)摘要:数控电火花加工技术是加工闭式三元流通道的首选工艺之一,其中工具电极设计是关键技术。
为此,从电极运动位姿变换的角度出发,提出了一种基于轨迹搜索的电极设计方法,并据此设计了某型三元流闭式整体叶轮叶间气流通道的电火花加工电极,利用UG平台上自主开发的加工仿真模块进行了加工过程仿真,验证了该设计方法的可行性与正确性。
关键词:三元流通道;电火花加工;电极设计;闭式整体叶轮中图分类号:TG661;V261;TP391.9 文献标志码:A 文章编号:1005-2615(2013)06-0824-06 基金项目:航空科学基金(2011ZE52055)资助项目;国防技术基础成果管理与推广资助项目;中央高校基本科研业务费专项资金(NS2012012,NS2013052)资助项目。
收稿日期:2013-08-15;修订日期:2013-10-15 通信作者:赵建社,男,副教授,1976年出生,E-mail:zhaojs@nuaa.edu.cn。
EDM Electrode Design Based on Path Searching for Closed3D-flow ChannelZhao Jianshe1,Tang Lanjian1,2,Yu Zixin1,Zhou Xujiao1(1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics &Astronautics,Nanjing,210016,China;2.China Gas Turbine Establishment,Jiangyou,621700,China)Abstract:The design of tool electrodes is the key technology in numerically controlled electrical dischargemachining(NC-EDM),which is one of the preferred machining methods for closed 3D-flow channel.Therefore,a new method for electrode designing is put forward based on the path searching and trans-formation of position and pose.Electrodes of NC-EDM for one type of 3D-closed flow channel are de-signed by the method,and the process of electrical discharge machining is simulated by using self-devel-oped simulation software based on UG-platform.The correctness and feasibility of the design methodare validated.Key words:3D-flow channel;electrical discharge machining(EDM);electrode design;closed integralimpeller 包含闭式三元流通道的整体构件因其结构与性能上的优越性,被越来越多地运用到航空航天发动机、武器装备及先进叶轮机械等领域[1-3]。

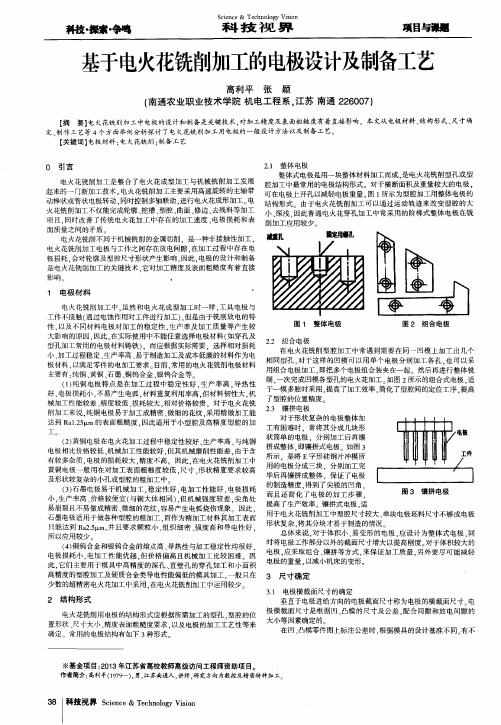
抽取放电曲面建立电援基站建立放电曲面与基座的关联加载标准电极柄及生成工程图图1电极设计流程图图2模具型芯图电极位置3电极位置2基于CimatronE 的高效EDM 电极设计技巧胡滨铠,林明山(漳州职业技术学院机械工程学院,福建漳州363000)摘要:基于CimatronE 数字化工具,以注塑模具型芯为载体,介绍了一种高效的电极设计、电极模板的创建与应用和电极工程图的设置与输出的方法和设计技巧。
应用此电极设计技巧,可提高电极设计效率,减少设计成本,提高模具设计精度,缩短模具设计周期。
关键词关键词:CimatronE ;高效;电极设计中图分类号中图分类号:TG661;TO320文献标文献标志码志码:A第22卷第2期2020年6月漳州职业技术学院学报Journal of Zhangzhuo Institute of Technology Vol.22No.2Jun.2020收稿日期收稿日期:2020-03-22基金项目基金项目:福建省教育厅科技计划项目(JAT160871)作者简介作者简介:胡滨铠(1983—),男,福建漳州人,讲师,硕士,研究方向:机械、模具设计与制造。
文章编号文章编号::1673-1417(2020)02-0075-06doi:10.13908/ki.issn1673-1417.2020.02.0015电极设计是电火花加工Electrical Discharge Machining (EDM )的一项重要工作,电极设计的合理与否关系到EDM 的完成质量和效率[1],而注塑模具零件几乎存在数目不一,形状各异[2],需用EDM 完成的部位,如何高效完成这些部位的电极设计则直接影响模具制造周期和制造成本。
CimatronE 具有独立的专业化电极设计模块,实现自动抽取电极、设置应用电极设计及加工模板、复制镜像电极等智能化功能、CimatronE 电极设计还提供了火花面和电极本体放电间隙设置、新电极设计与工程图输出,还可以实现模板存储以及进行电极模拟加工可视化模拟等功能[3]。

基于CimatronE的电火花加工电极设计技术林明山;胡滨铠【摘要】阐述了模具零件的型腔、型孔、窄槽和文字,及因结构的因素在CNC机床难以加工完成或难于达到满意的加工精度的位置,基本采用电火花加工的方法.介绍了CimatronE软件抽取放电曲面、建立电极基座、建立放电曲面与基座的关联、加载标准电极柄及生成工程图等方面的电极设计方法,并在设计中就电极设计关键参数设置进行了讨论.应用CimatronE电极设计方法在实际工作中有很强的实用性,且操作简单易学习,用途广安全高效,适用于各种复杂零件的电极设计.【期刊名称】《漳州职业技术学院学报》【年(卷),期】2018(020)004【总页数】5页(P74-78)【关键词】CimatronE;模具;电火花加工;电极设计【作者】林明山;胡滨铠【作者单位】漳州职业技术学院机械工程系,福建漳州363000;漳州职业技术学院机械工程系,福建漳州363000【正文语种】中文【中图分类】TG661在模具制造中,因注塑产品质量要求不断提升,产品结构日益复杂,对模具的加工精度提出了更高的要求,模具的型腔、型孔、窄槽和文字等位置,以及模具因结构的因素在CNC机床难以加工完成或难于达到满意加工精度的部分,需要采用电火花加工方法来实现。
作为电火花加工的关键部分—电极设计的合理性影响着狭缝、尖角或清根部位、型面等特征的成形以及影响加工效率的电参数的选用,最终影响模具的加工精度。
同时,电极的设计制造是模具制造过程中非常重要的环节,控制电极的制作成本也是控制整套模具生产成本的关键因素[1]。
因此,电极拆分设计要同时兼顾有利于电极加工和放电加工[2],充分利用先进CAD/CAM设计软件,迅速设计拆分好电极,精确加工出电极,有助于模具型腔放电加工效率,制造出高品质的模具。
CimatronE电极一体化解决方案提供了强大的电极设计及加工功能,实现从模具表面提取电极、电极设计、制造、工艺图档信息管理等工作的自动化,大大缩短EDM加工周期,确保电极制造流程高效有序。

带冠整体叶轮电火花加工电极结构与运动轨迹设计方法田喜明1袁张云鹏2袁陈阳3渊1.海军装备部袁陕西西安710021曰2.西北工业大学机电学院袁陕西西安710072曰3.中国航发动力股份有限公司袁陕西西安710021冤摘要院利用电火花成形加工带冠整体叶轮时袁由于叶轮通道狭窄尧扭曲袁电极及其运动轨迹复杂袁导致无法使用单块电极完成加工遥对此袁提出了电极结构与运动轨迹同步设计的方法遥首先设置电极的初始运动轨迹袁若电极运动过程中出现无法调整的干涉问题袁则对电极作拆分处理袁直至完成所有电极运动轨迹的设计遥在搜索电极运动轨迹时袁将电极与工件干涉问题设置为约束条件袁建立轨迹搜索最优化模型遥用UG 软件完成电极结构的拆分设计袁并基于电极运动仿真模块生成每块电极的无干涉运动轨迹遥用Ansys 软件对电极进行重力场有限元分析袁验证其刚度遥使用所设计的工具电极进行试制加工实验袁验证了电极结构与运动轨迹设计方法的正确性袁可作为带冠整体叶轮电火花加工的一种通用解决方案遥关键词院带冠整体叶轮曰电火花加工曰电极曰运动轨迹中图分类号院TG661文献标识码院A 文章编号院1009原279X渊2019冤01原0012-04Electrode Structure and Motion Path Design Method for EDM with Cowled Integral Impeller TIAN Ximing 1袁ZHANG Yunpeng 2袁CHEN Yang 3渊1.Naval Equipment Department of PLA袁Xi忆an 710021袁China曰2.School of Mechanical Engineering袁Northwestern Polytechnical University袁Xi忆an 710072袁China曰3.AECC Aviation Power Co.,Ltd.袁Xi忆an 710021袁China 冤Abstract 院In the process of electro -discharge machining (EDM)with cowled integral impeller袁because the impeller passage is narrow and twisted袁the electrode and its motion path are so complexthat the impeller cannot be processed with a single electrode.To solve this problem袁synchronous design method of electrode structure and motion path is proposed.The initial electrode motion path is set up袁if there is any interference that cannot be adjusted during the movement袁the electrode will be split until all the electrode passing successfully.An optimization model is established for trajectory ingUG software to design splitting electrode structure and generated motion path without interference based on motion simulation ing Ansys software for finite element analysis of gravity field袁because the problem of insufficient rigidity of electrode may exist.The designed electrode is used for trial manufacturing and the result shows that electrode structure and its motion path design method are correct.It can be used as a general solution for EDM with cowled integral impeller.Key words 院cowled integral impeller曰EDM曰electrode曰motion path收稿日期院2018-11-02第一作者简介院田喜明袁男袁1977年生袁高级工程师遥整体叶轮是涡轮式发动机的核心部件袁具有叶片造型复杂尧加工精度要求高尧多采用难加工的复合材料制造等特点袁属于典型的难加工零件袁在航空航天尧能源动力尧国防科技等领域有着广泛应用遥由于整体叶轮将叶片和轮盘做成一体袁比传统的装配式叶轮结构更简单尧强度更高尧可靠性更好遥电火花加工叶电加工与模具曳2019年第1期12要要根据整体叶轮结构的不同袁可将其分为开式整体叶轮和带冠整体叶轮两种[1-3]袁其结构分别见图1和图2遥其中袁带冠整体叶轮由于存在叶冠袁导致叶片间的通道狭小且封闭袁采用传统的铣削加工极易发生干涉袁很难甚至无法完成加工遥而电火花成形加工可将成形电极的形状复制到工件上袁加工时不会产生切削力袁且适合于难加工的金属复合材料袁很好地契合了带冠整体叶轮的加工需要[3-4]遥由于叶片间的通道狭小尧造型复杂袁使得成形电极及其运动轨迹的设计成为带冠整体叶轮加工的难点遥目前袁国内外学者针对带冠整体叶轮的电火花加工提出了一系列的观点和方法遥赵建社等[5]提出电极及其运动轨迹的同步设计方法袁通过判断电极撤出时是否与成形面形成干涉袁进而对电极进行位姿变换或切除干涉部分遥廖平强[6]用拟合曲线表示出叶片截面线袁给出了判断电极撤出时是否形成干涉的数学模型遥侯增选等[7]对成形电极的设计提出了减高尧减厚尧拆分等方法袁给出电极运动轨迹算法流程并生成NC 路径遥上述研究大多是针对单块电极进行运动轨迹的设计袁且电极运动轨迹复杂袁一些运动无法用现有的数控电火花加工机床实现遥因此袁本文针对造型复杂尧无法使用单块电极进行加工的叶轮通道袁提出一种电极拆分与运动轨迹同步设计的方法袁以简化设计过程尧降低加工难度遥1带冠整体叶轮工艺分析带冠整体叶轮的结构见图3遥叶轮通道周围的四个型面分别为叶冠内环面尧轮毂外环面尧叶背曲面和叶盆曲面渊图4冤遥由于叶片弧度较大且通道狭窄袁若采用单电极加工将使运动轨迹变得十分复杂袁故需将电极拆分袁用多块电极依次加工同一通道遥在拆分电极时应依照以下原则院渊1冤拆分后袁各电极均应能无干涉地完成加工袁且不能损伤已加工表面遥渊2冤拆分的电极相互之间应有重合部分袁以保证被加工面的完整度遥渊3冤在保证顺利完成加工的情况下袁应使电极数量尽可能少袁以提高加工精度尧简化加工过程遥由于叶冠内环面和轮毂外环面均具有一定的斜度袁导致通道上宽下窄袁若将电极上下拆分袁位于下侧的电极便无法进入通道内部完成加工袁还需再次进行纵向拆分袁造成电极数量增多袁且在频繁更换电极时加工精度也会有所降低遥因此袁电极设计方案为纵向拆分袁所有电极均从一侧旋转进入叶轮胚体进行加工遥选用AQ55L 型镜面火花机加工带冠整体叶轮袁由于机床的电极旋转自由度仅绕Z 轴转动袁故需采用立式加工方法袁即叶轮轴线平行于机床X 轴袁以便于电极作旋转运动袁保证加工顺利进行遥2电极结构及其运动轨迹的设计电极结构设计的总体思路是将叶轮通道造型作为初始电极形状袁设计时对电极作拆分处理袁以便于运动轨迹的设计遥电极运动轨迹设计的总体思路是将成形电极置于加工完成的位置袁逐步将电极从叶轮通道内无干涉地撤出袁以保证加工时不会出现过切现象袁成形电极的进给轨迹即为撤出轨迹的反向运动遥电极结构与运动轨迹的设计同步完成袁具体的设计流程见图5院渊1冤首先不对电极作拆分处理袁初始电极形状图2带冠整体叶轮图1开式整体叶轮图4叶轮通道示意图图3带冠整体叶轮结构54.042.7叶冠轮毂通道通道切向通道电火花加工叶电加工与模具曳2019年第1期13要要即为叶轮通道周围四个曲面与上下端面所围成的几何体曰渊2冤设置电极的初始运动轨迹并将其划分为若干步袁将初始电极沿该轨迹逐步撤出曰渊3冤判断电极撤出的每一步是否与叶轮形成干涉曰若干涉袁则调整运动轨迹曰渊4冤若电极撤出时产生的干涉无法通过调整轨迹予以解决袁则对电极作拆分处理曰渊5冤对拆分后的每一块电极重复执行步骤渊2冤尧渊3冤尧渊4冤袁直至所有电极均能无干涉地从叶轮通道内撤出遥上述步骤可完成带冠整体叶轮单个通道的电极结构与运动轨迹的设计袁并通过以下两种方法实现院使用电极运动曲线函数及叶轮通道曲面函数建立轨迹搜索的最优化模型并求解曰使用三维软件完成电极的造型设计并记录其运动过程的位置坐标遥2.1使用最优化模型求解电极在运动过程中存在四个自由度袁分别为沿三个坐标轴的平动M X 尧M Y 尧M Z 和绕Z 轴的转动兹Z 遥由于装夹叶轮时其轴线平行于机床X 轴袁在撤出过程中电极坐标的x 值单调递减袁故在划分电极运动轨迹的步长时袁可将其沿X 轴分量的位移L X 划分为n 个等距节点{x 1袁x 2袁噎袁x n }袁电极撤出的第i 步即为电极坐标的x 值从节点x i 运动到x i +1的过程遥于是袁电极轨迹搜索问题就变为在已知变量为x i 的情况下袁调整变量y i 尧z i 尧兹Zi 袁求得电极运动曲线u =f 渊y 袁z 袁兹Z 冤袁使叶轮通道曲面F 渊x 袁y 袁z 冤与电极曲面G 渊x 袁y 袁z 冤无交线的问题遥因此袁可建立如下最优化模型遥决策变量用向量表示为院X i =y i 尧z i 尧兹Zi 蓘蓡约束条件为院F 渊x 袁y 袁z 冤屹G 渊x 袁y 袁z 冤目标函数为院u =f 渊X 冤式中院X =X 1袁X 2袁噎袁X n 蓘蓡为决策变量所组成的向量组遥对该目标函数求解后袁可确定电极无干涉撤出的运动轨迹遥2.2使用三维软件设计电极造型根据前文理论分析袁用UG 软件对电极进行造型设计遥造型时袁先将叶冠内环面尧轮毂外环面和相邻叶盆尧叶背曲面偏置0.1mm 作为放电间隙袁初始电极利用偏置后的曲面作为四周型面袁并添加前后两端面缝合成为实体袁最后在电极旋转中心添加刀柄用于装夹遥基于UG 运动仿真模块生成电极运动轨迹袁运动时若发生干涉则调整电极运动的驱动函数遥根据电极及其运动轨迹同步设计流程袁最终将初始电极沿轴向拆分为三部分渊图6冤遥在运动仿真时对每块电极分别设置驱动函数袁由于电极运动形式包括平动和转动袁故应记录成形电极刀柄位置坐标渊x 袁y 袁z 冤及刀柄转角兹Z 袁由刀柄位置坐标生成的一系列离散轨迹点即可表示为电极运动轨迹渊图7冤遥3基于有限元的电极刚度分析由于电火花成形加工时电极与工件不接触袁不产生宏观切削力袁火花放电时的瞬时爆炸力等微观作用力也很小袁不足以引起电极和工件的形变袁电极的形变主要是重力引起的弹性形变遥由于成形电极造型细长袁整体叶轮加工精度要求又较高袁需对电极进行刚度分析袁以保证电极形变量在加工允许的范围内遥选用紫铜作为电极材料袁相较于石墨电极袁紫开始电极数量k =1设置电极初始运动轨迹电极运动步数i =1拆分电极k =k +1电极沿轨迹逐步撤出运动步数i =i +1是否干涉调整电极运动轨迹是否干涉是否完全撤出结束YYNNN图5电极及其运动轨迹同步设计流程图图7电极运动轨迹生成结果电极1电极2电极3图6电极造型结果Y 电火花加工叶电加工与模具曳2019年第1期14要要铜具有良好的导电性和加工稳定性袁加工时的电极损耗较小尧精度较高遥紫铜的密度为8978kg/m 3袁弹性模量为1.2伊1011Pa袁泊松比为0.38遥基于Ansys 软件AIM 模块对电极进行有限元分析袁确定在重力场作用下的电极形变量遥设置材料属性后袁分别对三块电极划分网格并施加重力场作用袁求解后分析位移大小云图袁由图8可知袁电极2的形变量最大袁最大处为4.55滋m遥分析可知袁由重力引起的电极形变量较小袁在加工精度所允许的范围之内遥因此袁不必对电极进行形状补偿袁实际加工所用的成形电极即为图6所示的形状遥4加工实验针对图3所示带冠整体叶轮袁利用设计的成形电极进行试制加工实验袁检验电极及其运动轨迹的正确性遥加工前袁需按工件所要求的加工精度和表面粗糙度来确定相关的工艺参数遥由于此次加工为半精加工袁且电极造型复杂袁故优先选用电极磨损相对较小的电加工参数遥加工设备为AQ55L 镜面火花机袁工作液为煤油袁加工结果见图9遥经测试袁叶片型面误差为依0.1mm袁表面粗糙度Ra 臆6.3滋m袁放电凹坑较浅曰后续经抛光等工艺处理可得到光亮平整的表面袁加工结果满足设计要求遥本次试制加工实验验证了电极及其运动轨迹设计的正确性袁同时证明了该设计方法的合理性袁该方法也可作为此类问题的一种通用解决方案遥5结束语电火花成形加工是带冠整体叶轮制造的有效方法之一遥本文针对通道造型复杂尧无法使用单块电极完成加工的带冠整体叶轮袁研究了电极拆分与运动轨迹同步设计的方法袁并通过求解轨迹搜索最优化模型和使用三维软件完成设计的方法得以实现遥针对成形电极造型细长而可能存在刚度不足的问题袁基于重力场的有限元分析袁确保电极形变量在加工允许的范围之内遥通过试制加工实验结果可知袁提出的电极结构及其运动轨迹设计方法对于电火花加工带冠整体叶轮合理有效袁可作为此类问题的一种通用解决方案袁并对电火花加工其他复杂造型的整体构件具有借鉴意义遥参考文献院[1]王春松.整体叶轮五轴加工技术的研究与应用[D].南京院南京理工大学袁2012.[2]赵万生袁吴湘袁詹涵菁袁等.带冠整体式涡轮盘的CAD/CAM[J].推进技术袁2003袁24渊4冤院380-383.[3]郭紫贵袁云乃彰袁张磊.带冠整体叶轮加工现状及新方法探索[J].中国制造业信息化袁2004袁33渊6冤院102-104.[4]孙晓岚.闭式整体叶盘电火花加工表面质量研究[D].上海院上海交通大学袁2013.[5]赵建社袁周学德袁周旭娇袁等.带冠整体叶轮电火花加工电极及其运动轨迹同步设计方法[J].兵工学报袁2017袁38渊4冤院744-749.[6]廖平强.带冠整体涡轮电火花加工技术研究[D].西安院西北工业大学袁2007.[7]侯增选袁郭超袁赵宁袁等.整体涡轮叶盘五坐标数控电火花加工编程[J].大连理工大学学报袁2013袁53渊4冤院521-525.图8电极2重力场分析云图位移/滋m 12340图9带冠整体叶轮试制结果电火花加工叶电加工与模具曳2019年第1期15要要。

闭式整体涡轮叶盘多轴联动电火花加工电极运动路径规划刘晓;康小明;赵万生【摘要】多轴联动电火花加工作为闭式整体涡轮叶盘的主流加工方法,其电极运动路径规划至关重要.为此,提出了一种电极运动路径规划的方法,使电极尽可能沿涡轮叶盘流道中心曲线运动,获得电极的最佳位置姿态.基于该方法,对某闭式整体涡轮泵叶轮进行了电极设计与电极运动路径规划,加工试验结果证明了该方法在加工效率与成本上的整体优势.%Multi-axis NC electrical-discharge machining (EDM) is an effective approach for processing shrouded blisks. The key to shrouded blisk processing is to search an interference-free electrode path. A new electrode path searching method was proposed in this paper, which make the electrode move along the centre curve of blisk channel to get the optimized electrode posture. Taking a shrouded impeller as an example, electrode design and electrode path searching were conducted, and the experiment results show that this method not only improves the processing efficiency, but also reduces the electrode cost.【期刊名称】《电加工与模具》【年(卷),期】2012(000)001【总页数】5页(P11-14,50)【关键词】闭式整体涡轮叶盘;多轴联动电火花加工;电极运动路径规划【作者】刘晓;康小明;赵万生【作者单位】上海交通大学机械与动力工程学院,上海200240;上海交通大学机械与动力工程学院,上海200240;上海交通大学机械与动力工程学院,上海200240【正文语种】中文【中图分类】TG661涡轮叶盘作为航空航天发动机的核心部件,直接关系到发动机系统的成败,是决定整机性能和维护成本的关键部件之一。
专利名称:一种封闭型平面三电极火花开关及制备方法专利类型:发明专利
发明人:朱朋,汪柯,胡艳,张伟,吴立志,叶迎华,沈瑞琪
申请号:CN201910924860.7
申请日:20190927
公开号:CN110649467A
公开日:
20200103
专利内容由知识产权出版社提供
摘要:本发明属于高功率脉冲领域,具体涉及一种封闭型平面三电极火花开关及制备方法。
依次包括底层PCB板、线路层、PP层和顶层PCB板,底层PCB板为开关线路层的基板;线路层包括阳极、阴极和触发极以及与之相连的焊盘;PP层对应焊盘的位置开有焊盘开窗,对应电极的位置设有电极开窗;顶层PCB与焊盘相对应位置设有焊盘槽,与电极相对应的位置设有盲槽;PP层作为顶层PCB板和底层PCB板粘合的介质层,利用PP层将底层PCB与底层PCB板进行压合,在整个开关内部形成空腔。
本发明利用印制电路板技术将平面三电极火花开关做成封闭型,稳定了开关的工作环境,提高了开关耐高过载的能力,并且大大降低了成本,可广泛应用于爆炸箔起爆器、电炮等脉冲功率系统。
申请人:南京理工大学
地址:210094 江苏省南京市孝陵卫200号
国籍:CN
代理机构:南京理工大学专利中心
代理人:张玲
更多信息请下载全文后查看。
三元流闭式叶轮数控电火花加工技术研究
三元流闭式叶轮零件强度、刚性好,工作效率、可靠性高,越来越多应用于航空航天及先进透平机械领域。
但是,三元流闭式叶轮结构复杂、可加工性差,且有些零件采用难切削材料,其整体制造已成为当今世界先进制造领域中正在力求解决,可尚未解决好的技术难题。
在已经进行的较大尺寸的三元流闭式叶轮组合电加工技术的研究基础上,对小尺寸、具有大叶片与分流叶片间隔分布结构、流道更加弯扭的三元流闭式叶轮电火花整体制造工艺进行研究,通过分析三元流闭式叶轮的结构特点及加工难点,针对三元流闭式叶轮中的闭式复杂型腔(叶间流道)的加工难点,拟定了适合于闭式复杂三元流道的数控电火花加工工艺方案;制定了分区域、多电极、多工序的数字化电火花加工工艺路线。
重点研究了三元闭式流道数控电火花加工工艺的若干关键技术,包括加工区域的划分,摇动加工方式的选择,对应多个近成形工具电极的设计制造,工具电极专用工装夹具设计制造,加工工序安排及工序余量分布,工序间数控程序的协调。
基于制造技术集成创新理念,将数控电火花加工工艺与数字化制造进行技术集成,其核心为数字化建模与加工过程模拟仿真。
在整个设计和工艺流程中充分利用数字化技术,采用统一的工艺基准和数据传递,建立了统一的数字模型,在CAD软件平台上利用二次开发的仿真模块,实现工具电极与工装夹具的动态装配,并对电火花加工过程进行仿真,从而实现工具电极以及加工轨迹的快速、精准设计,有效提高了工艺设计效率,减少了试验工作量。
在工艺技术研究的基础上,试制加工了小型带有分流叶片复杂流道的三元流闭式叶轮,通过实际试制加工,对工艺参数的选择、夹具安装定位、电极精确对
刀、加工结果的数字化检测及数据处理等关键问题进行了实践验证;最终试制加工的三元流闭式叶轮精度检测,符合设计要求。
电火花成形加工工具电极设计
杨宪章
【期刊名称】《金属加工:冷加工》
【年(卷),期】2009(000)022
【总页数】2页(P57-58)
【作者】杨宪章
【作者单位】甘肃畜牧工程职业技术学院,武威,733006
【正文语种】中文
【相关文献】
1.电火花成形加工中工具电极定位新方法 [J], 张达响;章国庆
2.电火花成形加工工具电极损耗预测 [J], 杨玉玄;康小明;梁为;赵万生
3.碳化硅材料机械磨削辅助电火花加工的工具电极设计及试验研究 [J], 代建东;汪炜;张伟;王昆
4.冲裁模具电火花成形加工的电极设计 [J], 石其年
5.基于双重网格解耦算法的电火花成形加工\r工具电极损耗仿真研究 [J], 陶旭牧野;徐海华;阮虢凯;康小明;赵万生
因版权原因,仅展示原文概要,查看原文内容请购买。