BOPP薄膜的电晕处理的测试及控制
- 格式:docx
- 大小:185.84 KB
- 文档页数:5

BOPP 烟包膜的质量控制分析及检测方案(一)BOPP 在卷烟行业最主要是用于小盒烟包及条盒烟包的外包装上,在生产 过程中,BOPP 烟膜在生产线上经过数道加工工序,从而完成对香烟纸盒的包 装。
BOPP 烟膜的物理机械性能及产品的加工质量,对其在生产过程中的使用 有较大影响。
BOPP 烟膜的物理机械性能可以从厚度、 摩擦系数、 热封性能、 热收缩率、 雾度等方面进行验证。
※厚度:是实验室检测薄膜性能的基础指标。
厚度不均不但会影响到烟膜各 处的拉伸强度、阻隔性等,更会影响烟膜的后续加工。
机械接触式是常用的 厚度测试方法,测试时将试样放置在上下测量面之间,测量时两测量面与试 样接触,对试样测量表面施加一定的压力,通过位移传感器测试试样的厚度, 测试便捷、准确。
※摩擦系数:BOPP 烟膜的滑爽性能是综合指标中的重要指标,是配合高速包 装的而产生的检测需求。
在卷烟包装过程及整个生产过程中,摩擦系数的测 试有四种情况:①薄膜外面与机械金属面或传送带间的摩擦系数②薄膜内面 与内面,③薄膜内面与外表面④薄膜外面与纸盒。
测试时将薄膜固定在滑块 上,试验平台上固定测试试样,用钢丝绳连接滑块与力值传感器,试样之间 相对滑动,可得到静摩擦力与动摩擦力,再通过软件计算出动静摩擦系数。
※热封性能: 卷烟业要求 BOPP 薄膜必须具有高的热封强度和较宽的热封范围, 从而提高包装速度及操作适应性。
当然若 BOPP 烟膜的热封温度高,则会出现 因烟膜收缩率大而产生的发皱现象。
所以,应根据实际情况,选择适宜的热 封温度,避免出现热封不牢、飞包、发皱等现象。
※热收缩率:主要用于对 BOPP 烟膜的在不同条件或因素作用下的尺寸热稳定 性的评定。
在试样纵向和横向各画一条对称轴作标记,并标明纵、横向,将 试样平放入两框架间,接着,迅速浸入 120±2℃的恒温介质中自由收缩,20 s 后取出,浸入备用的常温浴中,冷却 5 s 后取出试样,水平静置,在 30 min 内测量纵横对称轴尺寸。


B O P P薄膜的电晕处理的测试及控制YKK standardization office【 YKK5AB- YKK08- YKK2C- YKK18】BOPP薄膜的电晕处理的测试及控制2005-6-13 16:59:52 中国包装网摘要:主要对BOPP薄膜进行电晕处理的测试、控制及薄膜性能的影响等几个方面探讨。
重点讨论了影响电晕处理效果的因素,另外就薄膜的摩擦系数、收缩率和热封强度等方面的物理性能怀电晕处理的关系进行了探讨。
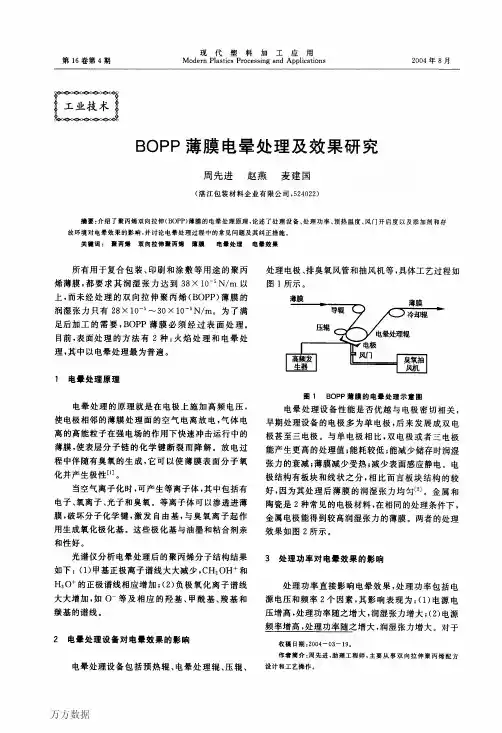
关键词:BOPP薄膜电晕处理测试控制薄膜性能双向拉伸聚丙烯薄膜(BOPP)是近年来发展十分迅速的包装薄膜。
在BOPP的生产过程中,由于经过了纵横两个方向的延伸,分子链得到较好的定向,因此薄膜具有良好的力学性能、优异的光学特性、较低的水汽透湿量;与其它薄膜相比较,更具备包装材料所要求的较好的综合性能。
因此,BOPP已广泛应用于各种包装领域。
BOPP在应用于食品、挂历、画册、胶粘带等制品时,往往需要进行印刷、涂层、粘合等操作。
由于聚丙烯材料本身的表面张力值相对偏低,仅为31达因,而在应用于上述几方面时,一般要求薄膜单面表面张力强度在38达因以上。
因此,在生产BOPP时往往需要对薄膜进行表面处理,提高其表面张力,改善聚合物的粘接性和润湿性,满足使用的要求。
常用的表面处理方式有两种:一为电晕处理,另一为火焰处理。
电晕处理的原理是将薄膜经过有高压存在的两电极间,高压使电极间的空气发生电离,使电极间产生电子流,在薄膜表面形成氧化极化基,使薄膜表面产生极性,便于印刷油墨吸附;火焰处理是用特指的喷灯,燃烧一定组成和配比的煤气和空气,形成温度高达2100℃一2800℃的氧化火焰,来达到在瞬间改变薄膜表面性能的目的,在实际处理过程中,火焰的温度、火焰与薄膜之间的距离和处理时间是影响处理效果的重要因素。
在实际应用上,由于电晕处理简便易行,处理效果好,因此,BOPP的设备生产厂家基本上都采用这一方式。
塑料表面电晕处理设备的测试及应用现在塑料软包装已广泛用于商品包装的各个领域,软包装最常用的聚乙烯、聚丙烯等非极性薄膜属于非极性材料,表面致密、光洁,是一种惰性表面,表面自由能相对偏低,仅(2.9~3.0)×10-6J/cm2。
从理论上讲,表面自由能低于3.3×10-6J/cm2的薄膜无法使目前已知的任何一种胶黏剂发生浸润,所以必须先通过表面处理,使薄膜的表面自由能达到(3.8~4.0)×10-6J/cm2,才有利于获得良好的复合强度。
常用的薄膜表面处理方法很多,其中电晕处理就是最常用的一种方法。
我厂使用的3台凹版印刷机都配备了相应的电晕处理设备,在需要处理时,只要将薄膜按顺序穿入电极辊之间即可,处理后的薄膜直接进入印刷单元,油墨在薄膜上的附着效果不错。
在干式复合机上安装电晕处理设备是我厂技改的一个方面,目的是提高聚烯烃薄膜的表面张力值,提高复合产品的附着牢度。
我厂在干式复合机上按照实际情况配备了相应的电火花处理设备后,取得了很好的效果。
所配备的电晕处理设备是大连无线电九厂生产的SDCD16-2-10型塑料表面电晕处理设备。
经过电晕处理,薄膜的表面张力可达到3.8×10-2N/m以上,高的可达4.0×10-2N/m,使复合膜的剥离强度大大提高,完全可以达到质量要求。
安装该电晕处理设备,对镀铝膜,特别是BOPP镀铝膜有很大帮助,只是在设备的安装接线方面要有所改变。
下面将从电晕处理原理、表面张力检测方法、设备的安装接线和常见故障排除几个方面进行论述。
一、电晕处理原理1.电冲击或击穿在高压电场作用下,电子流对塑料薄膜进行强有力的冲击可以使薄膜表面起毛,变得粗糙,增加表面积。
当胶黏剂与其表面接触时,就可产生良好的浸润,胶黏剂会渗透到被拉毛了的凹沟中,靠"抛锚"作用,使薄膜牢度黏结,这是一种物理作用。
在高倍放大镜下观察,处理后的薄膜相对于未处理的薄膜,其表面明显凹凸不平,而且很粗糙。
浅析薄膜电晕处理度的检测问题吹塑PE膜下机时的电晕检测问题吹塑PE膜下机时有的采用38mN/m或39mN/m表面张力指数的电晕笔进行检测,这只能判断PE膜有无电晕处理,至于电晕处理度是否合格则无法判定。
考虑到电晕处理的时效性,吹塑PE下机时应用44mN/m表面张力指数进行检测。
PE薄膜电晕的衰减趋势如图1所示。
一般吹塑PE膜下机到我们进货检测都不过数天时间,用39mN/m表面张力液进行测试都是合格的。
从图1中可看出如果吹塑PE下机时的电晕处理度只有39mN/m,则放置数天后必然衰减到38mN/m以下,在复合牢度上就肯定存在问题。
那是否是电晕处理度越高越好呢?图2是薄膜表面张力与剥离强度的关系,可知薄膜的表面处理度超过48mN/m之后,剥离强度反而下降,据有关人士分析认为:“由于处理得太厉害后,聚烯烃表面层分子氧化、降解,使其本身强度下降所致。
虽然表面一层与胶黏剂粘得很牢,但当测验剥离强度时,被拉破、断裂的是聚烯烃表面层与内部之间的结合部位,并不是胶黏剂与聚烯烃之间的强度,被氧化或降解了的那一层材料本身的内聚力小、抗张强度低,所以表现出来的剥离力就小。
”在电晕处理方面,对于较薄的薄膜还存在一个电晕击穿的问题。
电晕处理过面之后,薄膜的起封温度升高,在正常的温度下不能热封合。
据涂布在线了解,未经电晕处理的聚乙烯的表面能为31mN/m,因而要求吹塑薄膜下机时热封面用34mN/m的表面张力液检测时,在2S内出现明显的收缩。
当然通过对薄膜起封温度的检测也是判断薄膜是否存在电晕击穿现象的有效方法。
电晕处理过面现象主要集中于厚度较薄的PE材料上,因为材料较薄走料不平整,电晕处理时薄膜与导辊间夹带空气,就会出现电晕处理过面的现象。
对于库存已较久的薄膜材料,在上机复合时应再次检测其表面电晕值是否合格或采用在线电晕处理,以避免薄膜表面张力衰退引起的复合强度不良现象。
电晕笔检测的准确性问题例如,干法复合时用38mN/m的电晕检测PE膜处理度是合格的,但是复合后仍然出现剥离强度不良的现象。
BOPP薄膜的电晕处理的测试及控制2005-6-13 16:59:52 中国包装网摘要:主要对BOPP薄膜进行电晕处理的测试、控制及薄膜性能的影响等几个方面探讨。
重点讨论了影响电晕处理效果的因素,另外就薄膜的摩擦系数、收缩率和热封强度等方面的物理性能怀电晕处理的关系进行了探讨。
关键词:BOPP薄膜电晕处理测试控制薄膜性能双向拉伸聚丙烯薄膜(BOPP)是近年来发展十分迅速的包装薄膜。
在BOPP的生产过程中,由于经过了纵横两个方向的延伸,分子链得到较好的定向,因此薄膜具有良好的力学性能、优异的光学特性、较低的水汽透湿量;与其它薄膜相比较,更具备包装材料所要求的较好的综合性能。
因此,BOPP已广泛应用于各种包装领域。
BOPP在应用于食品、挂历、画册、胶粘带等制品时,往往需要进行印刷、涂层、粘合等操作。
由于聚丙烯材料本身的表面张力值相对偏低,仅为31达因,而在应用于上述几方面时,一般要求薄膜单面表面张力强度在38达因以上。
因此,在生产BOPP时往往需要对薄膜进行表面处理,提高其表面张力,改善聚合物的粘接性和润湿性,满足使用的要求。
常用的表面处理方式有两种:一为电晕处理,另一为火焰处理。
电晕处理的原理是将薄膜经过有高压存在的两电极间,高压使电极间的空气发生电离,使电极间产生电子流,在薄膜表面形成氧化极化基,使薄膜表面产生极性,便于印刷油墨吸附;火焰处理是用特指的喷灯,燃烧一定组成和配比的煤气和空气,形成温度高达2100℃一2800℃的氧化火焰,来达到在瞬间改变薄膜表面性能的目的,在实际处理过程中,火焰的温度、火焰与薄膜之间的距离和处理时间是影响处理效果的重要因素。
在实际应用上,由于电晕处理简便易行,处理效果好,因此,BOPP的设备生产厂家基本上都采用这一方式。
以下是对BOPP薄膜进行电晕处理的测试、控制以及对薄膜性能的影响等几方面进行探讨。
1 BOPP薄膜电晕处理强度的测定通常用于BOPP薄膜表面张力的测试办法是涂液法,其原理是利用甲酰胺和乙二醇乙酯两种液体按不同比例进行混合,得到一系列不同达因值的测试液,如表1所示,操作时,将测试液涂拭在薄膜表面上,于2s液面破裂的测试液所对应的达因值即表示薄膜电晕处理强度。
薄膜电晕处理的应用要点及检测大多数塑料薄膜(如聚烃薄膜)属非极性聚合物,表面张力较低,一般在29-30mN/m,从事论上讲,若某物体的表面张力低于33mN/m,目前已知的油墨与粘合剂都无法在上面附着牢固,因此要对其表面进行电晕法处理。
其处理原理是在处理设备上施加高频、高压电,使其产生高频、高压放电,产生细小密集的紫蓝色火花。
空气电离子后产生的各种离子在强电场的作用下,加速并冲击处理装置内的塑料薄膜。
这些离子粒子能量一般在几电子伏特到,与塑料分子的化学键断裂而降解,增加表面粗糙度和表面积。
放电时还会产生大量的臭氧,臭氧是一种强氧化剂,能使塑料分子氧化,产生羰基与过氧化物等极性较强的基团,从而提高了其表面能。
电晕处理的优点如下:处理材料的范围广,可用于聚乙烯,聚丙烯、聚氯乙烯、聚酰胺、聚酯、聚碳酸酯氟类塑料,以及各种相应的共聚物;处理时间短,速度快,可在生产线上进行处理;操作简单,易于控制;电晕处理只涉及塑料表面极浅的范围,一般只有纳米数量级,基本不影响塑料的机械性能:无废液排入,基本不污染环境。
电晕处理广泛用于薄膜印刷、涂布和复合前的表面处理,以及厚度小于0.6mm片材的表面处理。
薄膜的处理程度直接影响后加工的质量,必须严格加以控制。
若处理程度不够,薄膜的表面润湿性没有明显改善,会出现油墨的附着力差等问题。
反之,若处理程度过头,会出现薄膜表层老化,光泽变差,表面分子交联过多,热封性变差,薄膜易粘连(特别是在夏季高温天),出现分切困难,使用时难以分开等毛病。
总之,在满足后加工要求前提下,应防止处理过度。
实际操作上常用临界表面张力测试法来进行检测。
不同的薄膜印刷、复合所需的临界张力。
处理效果会随时间延长呈指数规律消退,消退速度与存放环境湿度、原料牌号与薄膜厚度等因素有关。
存放环境温度越高,消退速度越快,并且越彻底。
例如在200C以下环境温度中存放,聚乙烯薄膜的临界表面弓长力在38-4ZmN/m,到360C以上,不管原薄膜处理程度有多深,一个月后,将将会退到38mN/m以下。
BOPP薄膜检测规程为了规范对我公司薄膜产品的尺寸偏差及物理机械性能的检测,以作为单项性能合格与否的判定,并为产品的监控和分析提供准确依据,特制定本规程。
1、拉伸过程检验流程1.1取样方法半成品膜检测试样品从约8米的原始膜卷上去掉表层后,按国际规定的取样数量沿膜卷宽度方向割开取样,及外观及尺寸和物理性能测试,并标记电晕处理面。
1.2试验环境试样应在一般标准环境条件下(温度:23。
C±2。
C相对温度:50±10%)进行状态调试和检测。
1.3膜卷宽度测量将上述试样展开平置于检测平台上,用精确度为1mm,量程为10米的卷尺测量,并将卷尺置于料材上,使尺与料材纵向成直角,尺上的零刻度与材料左侧长边成一直线,确定材料右侧的精确度位置,并读数记录结果(精确到1mm)1.4表面张力检测1.4.1测试器具按国际GB/T14216-93第5条的规定,配制符合要求的系列试验混合液、脂棉、镊子。
1.4.2测试去掉样品的外层,并使被测试的表面不要接触任何其他物质,然后用端部缠有脱脂棉的镊子,涂敷试验混合液,顺一方向在试样上水平移动镊子涂敷,应使混合液立即扩散到试样上,沿试样宽度方向均匀涂敷,所涂液体的量应使之形成一薄膜而无积液存在。
1.4.3表面张力的判断根据涂敷混合液2S以上液膜层的状态,来判断表面张力。
如果液膜持续2S以上不破裂,用下一较高表面张力的混合液重新涂在一新的试样上,直到液膜在2S破裂;如果连续液膜保持不到2S,用较低表面张力的混合液,直到液膜能持续2S为止。
使试样表面润湿接近2S的混合液,用这种混合液至少测定3次,该混合液的润湿张力即为试样的表面张力。
1.5克重的测定1.5.1仪器电子天平和100mm*100mm的标准取样板1.5.2试样制备用00mm*100mm的取样板沿试样的宽度方向均匀截取10个样块。
1.5.3测量去掉表层,截取样块,且10个样块必须在同一层截取,然后置于电子天平称重即可。
电晕处理容易出现的问题以及注意事项前言聚丙烯薄膜具有耐热、耐化学腐蚀、质轻、绝缘性能优良和机械性能较好的特性,因而得到了广泛的应用,但PP高聚物不含极性基团、化学性质较为稳定,与其它亲水性基团结合困难,一般在投入使用前需预先进行表面处理,以适应工艺要求。
用于BOPP薄膜表面处理主要是电晕处理法。
这种方法效率高,可适用于生产,它主要使薄膜非极性的表面产生极性基团,使其浸润张力等方面发生变化,有利于蒸镀及印刷。
实践证明经过电晕处理的BOPP膜在各项参数上均是较为优秀的。
电晕的使用已有百余年的历史,但对其机理和化学变化过程只是近些年才被研究和确定下来,本文仅根据实际生产中电晕处理应用方面的若干问题作一探讨(对某些涉及商业秘密的数据本文不作具体介绍)。
2原理本文所述的电晕处理是一种在高电压下令电子加速离开电极,并撞击聚合物表面的一种过程。
由于两极间的传导被阻断,使得处于电场中的气体因受电子碰撞后离子化浓度急剧增加,其主要反应过程如下:O2+高能量电子→2O+低能量电子2O+2O2→2O3+热即:3O2+电能→2O3+热前式也可写成:3O2+M→2O3+M式中M为空气中任何其它气体分子,如氮。
它们也可受高能电子冲击离解为氮原子,并引发一系列反应,此处略去。
在臭氧生成过程中,伴有弥散蓝紫色辉光的电晕现象,从而被称之为电晕。
换言之,薄膜的电晕处理就是把薄膜置于电场中成为阻断传导的介质,在电场作用下,获得高能量,并激活其它离子或分子,同时把这种能量分配到薄膜上,在薄膜表面驻极,形成极性的化学自由基团,使薄膜表面产生悬挂键。
在这一过程中,高能电子碰撞空气中的氧分子、氮分子、水分子等,伴之发生氧化—还原反应,并产生臭氧和氮氧化物等。
由于臭氧具有强烈的氧化性,当它接触到聚丙烯薄膜表面时,会在其表面毫微米发生复杂的有机反应,产生羟基(-OH)、羧基(-COOH)、羰基(> C=O)等。
而这些含氧官能团的引入,是增加薄膜表面张力的关键所在。
电晕处理于BOPP薄膜加工上的应用聚丙烯材料本身的表面张力值仅为31达因,一般要求薄膜表面张力在38达因以上。
常用的表面处理方式有两种:一为电晕处理;另一为火焰处理。
电晕处理的原理:薄膜经过有高压存在的两电极间,高压使电极间的空气发生电离,产生电子流,在薄膜表面形成氧化极化基,使薄膜表面产生极性,便于印刷油墨吸附;火焰处理是用特定的喷灯,燃烧一定组成和配比的煤气和空气,形成温度高达2100~2800℃的氧化火焰,来达到瞬间改变薄膜表面性能的目的,在实际处理过程中,火焰的温度、火焰与薄膜之间的距离和处理时间是影响处理效果的重要因素。
电晕处理简便易行,处理效果好,因此BOPP厂家基本上都采用这一方式。
以下是对电晕处理在BOPP加工上的测试、控制以及对薄膜性能的影响等几方面进探讨。
1.1 BOPP薄膜电晕处理强度的测定通常用于BOPP薄膜的表面张力的测试办法是涂液法,其原理是利用甲酰胺和乙二醇乙醚两种液体按不同比例进行混合,得到一系列不同达因值的测试液。
操作时,将测试液涂拭在薄膜表面上,于2秒钟液面破裂的测试液所对应的达因值即表示薄膜电晕处理强度。
2. BOPP薄膜电晕处理强度的影响因素电晕处理器由电极、高电位器及硅橡胶辊组成,当电压通过2.5MM的空气间隙时,就会产生连续放电,另外为了排除所产生的臭氧及降温,用抽风风机把电晕处理器附近的空气往外排走以及在硅橡胶辊内部利用工艺水冷散热。
影响电晕处理效果的因素主要有以下几种:2.1电极类型电晕处理的效果与电极的设计有较大关系。
设备上采用单电极或双电极方式在处理效果上有一定的差别,双电极比较于单电极有几方面优点:1、能产生更高处理值,耗能更低;2、能减少储存时,表面张力的下降;3、减少薄膜在电晕处理过程中的受热;4、减少表面感应的静电。
2.2薄膜温度BOPP是挤出厚片经激冷后,再经纵、横二个方向拉伸后所制得的薄膜,在进入牵引单元后,通过冷却、切边、测厚、预热等工序,然后再进行电晕处理。
塑料工业CHINAPLASTICSINDUSTRY第48卷第7期2020年7月BOPET薄膜电晕处理及效果研究李明勇ꎬ王㊀强ꎬ辛嘉庆ꎬ刘小东(四川东材科技集团股份有限公司ꎬ四川绵阳621000)㊀㊀摘要:为了提高薄膜表面张力ꎬ增强薄膜表面的再加工特性ꎬ须对薄膜表面进行电晕处理ꎮ介绍了双向拉伸聚酯(BOPET)的电晕处理的原理ꎬ探讨了聚酯薄膜加工的要求ꎬ论述了影响电晕效果的因素以及经时变化特性ꎮ关键词:双向拉伸聚酯薄膜ꎻ电晕处理ꎻ表面张力中图分类号:TQ320 72+1ꎻTQ320 67㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1005-5770(2020)07-0056-03doi:10 3969/j issn 1005-5770 2020 07 013开放科学(资源服务)标识码(OSID):StudyonCoronaEffectandTreatmentofBOPETFilmLIMing ̄yongꎬWANGQiangꎬXINJia ̄qingꎬLIUXiao ̄dong(SichuanEMTechnologyCo.ꎬLtd.ꎬMianyang621000ꎬChina)Abstract:Inordertoimprovethefilmsurfacetensionandenhancethefilmsurfacereprocessingcharacteristicsꎬthefilmsurfaceshouldbecoronatreatment.Theprincipleofcoronatreatmentofbidirectionalstretchpolyesterfilm(BOPET)wasintroduced.Therequirementsofpolyesterfilmprocessingꎬandthefactorsaffectingcoronaeffectandthetime ̄varyingcharacteristicswerediscussed.Keywords:BidirectionalStretchPolyesterFilmꎻCoronaTreatmentꎻSurfaceTension双向拉伸聚酯薄膜(BOPET薄膜)由聚酯切片经熔融挤出ꎬ双向拉伸制备而成ꎮ具有优异的光学性能㊁力学性能㊁化学性能和耐候性ꎬ因其综合性能优良而越来越受到广大消费者的青睐ꎬ广泛地应用到电子㊁电气㊁印刷㊁包装等行业ꎮ聚酯薄膜因其表面能低ꎬ无法完全满足再加工的要求ꎬ需要对聚酯薄膜表面进行处理ꎬ目前常用的处理方法是电晕㊁火焰处理㊁在线涂布㊁机械打磨㊁蚀刻㊁共挤复合等[1-2]ꎮ聚酯薄膜的表面能除了聚酯树脂的化学结构之外ꎬ还与添加剂的种类㊁粒径大小和分布以及含量有密切的关系ꎮ而对于开口剂㊁功能性薄膜的电晕效果的研究鲜有报道ꎬ本文主要阐述电晕处理㊁电晕处理效果的影响因素以及电晕面表面张力的经时变化特性ꎮ1㊀BOPET电晕原理高频率高电压(高频交流电压高达5000~15000V/m2)ꎬ使其电晕放电ꎬ产生细小密集的紫色火花ꎬ以高能粒子轰击在薄膜表面ꎬ这些等离子粒子的能量一般在几至几十电子伏特ꎬ与BOPET分子的化学键能相近ꎬ能诱发BOPET表面分子的化学键断裂而降解ꎮ在电晕放电时ꎬ同时高压电场将空气中的氧气变成臭氧ꎬ臭氧分解后生成的强氧化性原子氧化α-碳原子ꎬ使碳碳链或酯链断裂ꎬ增加薄膜表面极性基团数量ꎮ极性基团可以和涂层材料进行反应ꎬ薄膜表层和聚合物形成有效的 锚固 [3-4]ꎮ2㊀典型电晕处理设备对于BOPET薄膜来说ꎬ电晕机一般位于牵引段ꎮ通常电晕处理设备包括电晕处理辊㊁压辊㊁高频电压发生器㊁电晕电极㊁臭氧风机等ꎬ如图2所示ꎬ部分电晕设备在电极增设加热装置ꎬ防止水滴聚集ꎮ图1㊀BOPET薄膜电晕处理设备示意图Fig1㊀SchematicofcoronatreatmentequipmentforBOPETfilm橡胶辊由金属作为基础辊ꎬ表层由硅胶构成ꎬ硅胶层添加有电解质材料ꎬ电解质材料必须具有耐高电65 作者简介:李明勇ꎬ男ꎬ1984年生ꎬ硕士研究生ꎬ从事聚酯薄膜的研发及生产管理工作ꎮlimingyong0707@126 com第48卷第7期李明勇ꎬ等:BOPET薄膜电晕处理及效果研究压和臭氧ꎬ不至于很快老化的材料ꎬ而且具有介电常数大且介电损耗小等性质ꎮ有利于避免因电晕放电集中所造成的处理不均匀问题及电晕放电变成电弧放电ꎮ被处理表面与电极之间的间隙也是装置中的重要条件ꎬ为了处理能有效进行ꎬ电极间隙和频率有着密切的关系ꎬ存在着一个最佳条件ꎬ另外ꎬ电极间隙与电源阻抗匹配也是装置中的一个重要因素ꎮ对于不同的设备间隙调节是电晕均匀性及有效功率的必备条件ꎮ为了排除放电产生的臭氧及降温ꎬ用抽风风机把电晕处理器附近的空气往外排走以及在硅橡胶辊内部利用工艺水冷散热ꎮ3㊀BOPET再加工电晕处理要求因BOPET薄膜表面能低ꎬ再加工性不佳ꎮ必须对聚酯膜面进行表面处理ꎬ以提高表面能ꎬ有利于再加工涂布材料均匀地分布在膜面ꎬ并且增加涂层和聚酯薄膜的附着力ꎮ一般来讲ꎬ用于涂布㊁印刷等用途的聚酯薄膜ꎬ要求其表面张力在50mN/m以上ꎮ具体与涂布的材料和交联方式有关ꎬ例如亚克力保护膜>42mN/mꎬ有机硅离型膜或硅胶保护膜>52mN/mꎮγLV ̄气体与液体的界面张力ꎻγSV-气体和固体的界面张力ꎻγSL-液体和固体的界面张力ꎮ图2㊀涂布液润湿示意图Fig2㊀Schematicofcoatingsolutionwetting在涂布加工过程中ꎬ涂布液润湿性可根据图1进行分析ꎻ若θ<90ʎꎬ则BOPET聚酯薄膜的亲涂布液好ꎬ即液体较易润湿固体ꎬ其角θ越小ꎬ表示润湿性越好ꎻ若θ>90ʎꎬ则BOPET聚酯薄膜表面是疏液性的ꎬ即涂布液体不容易润湿固体ꎬ容易在表面上移动ꎮ电晕处理增加了膜面张力ꎬθ变小ꎬ有利于涂布液的润湿铺展ꎮ过度电晕会在薄膜表面产生弱介层ꎬ表面能不稳定ꎬ不利于加工稳定性ꎮ在电晕处理过程中ꎬ需防止过度电晕ꎮ4㊀影响电晕处理效果的因素4 1㊀生产速率厚度为50μm的BOPET薄膜在不同生产速度下表面张力达到56mN/m所需要的电晕功率及电晕功率密度的变化ꎬ如表1所示ꎮ从表中可以看出ꎬ随着生产速度降低ꎬ保持相同的表面张力ꎬ电晕功率逐渐降低ꎬ电晕功率密度保持一致ꎮ这表明ꎬ对于不同生产速度的表面张力ꎬ主要取决于实际施加的电晕功率ꎬ与薄膜生产速度无关ꎮ表1㊀生产速度与电晕功率关系Tab1㊀Relationshipbetweenproductionspeedandcoronapower生产速度/m min-1电晕功率/kW表面张力/mN m-1电晕功率密度/kJ m-22055 15616 11804 55616 21553 85615 9982 45615 9661 65615 7由表1可知ꎬ同一类型产品的表面张力与电晕功率密度有关ꎬ针对一台电晕处理机ꎬ可根据电晕功率密度进行工艺调整ꎬ以满足薄膜表面张力要求ꎮρ=3 6ˑ106Pvh式中ꎬρ-单位面积的电晕功率ꎬkJ/m2ꎻP-施加在薄膜表面的实际功率ꎬkW(因电极㊁间隙不同ꎬ每一台电晕设备的施加的电晕功率不一样)ꎻv-生产速度ꎬm/minꎻh-薄膜电晕宽度ꎬmꎮ实际生产过程中ꎬ聚酯薄膜厚度主要是通过生产速度来调节的ꎬ厚度越厚ꎬ生产速度越慢ꎬ因此可等效为速度不同ꎬ上述公式仍然适用于同类聚酯薄膜的不同厚度ꎮ4 2㊀开口剂图3㊀开口剂种类与电晕功率的关系Fig3㊀Therelationshipbetweenthetypesoflubricantparticleandcoronafunction为了实现BOPET薄膜良好的卷绕性ꎬ设计不同的薄膜结构ꎬ如单层/双层/三层/多层结构ꎬ常常采用在表层添加开口剂ꎬ以实现在卷绕过程具有良好的排气性ꎬ并且具有良好的爽滑性ꎮ根据不同的产品要75塑㊀料㊀工㊀业2020年㊀㊀求ꎬ常常会使用各式各样的粒子作为BOPET薄膜的开口剂ꎮ由图3可知ꎬ达到相同的表面张力ꎬ开口剂种类不同ꎬ电晕功率不同ꎮ这表明ꎬ电晕功率大小与粒子的特性有关ꎬ二氧化硅是氧化物ꎬ导电性弱ꎬ而碳酸钙和硫酸属于盐类ꎬ有一定的导电性ꎬ从而影响了电晕的氧化和极化作用ꎮ图4㊀开口剂粒径与电晕功率的关系Fig4㊀Therelationshipbetweenaverageparticlediameterandcoronafunction由图4可知ꎬ达到相同的表面张力ꎬ开口剂粒径不同ꎬ电晕功率不同ꎮ粒径越大ꎬ所需的电晕功率越大ꎮ这表明开口剂粒径越小ꎬ对高频电压的屏蔽作用越小ꎬ开口剂粒径大ꎬ占据表面积大ꎬ单位面积的聚酯树脂少ꎬ导致影响了电晕对树脂的有效作用ꎮ图5㊀开口剂质量分数与电晕功率关系Fig5㊀Therelationshipbetweentheamountoflubricantparticleandcoronafunction由图5可知ꎬ达到相同的表面张力ꎬ开口剂含量不同ꎬ电晕功率不同ꎬ含量越高ꎬ所需的电晕功率越大ꎮ这表明ꎬ开口剂含量高ꎬ占据表面积大ꎬ裸露在表层的聚酯树脂少ꎬ减少了电晕极化树脂的效果ꎮ4 3㊀功能性从图6可以看出ꎬ带有功能涂层的聚酯薄膜同聚酯基膜的电晕功率存在差异ꎬ功能涂层的背面电晕的功率存在较大差异ꎬ特别是低表面电阻的薄膜ꎮ原因可能是高频电压轰击表面ꎬ瞬间击穿ꎬ抗静电面导出了电压ꎬ减少了有效工作效率ꎮ抗静电膜1的表面电阻为106-8Ω/Ѳꎬ抗静电膜2的表面电阻为108-10Ω/Ѳꎮ图6㊀薄膜种类与电晕功率的关系Fig6㊀Therelationshipbetweenthetypesoffilmsandcoronafunction4 4㊀经时变化小膜卷(规格为50μmˑ1000mmˑ6000m)分别放置在如下的试验环境中ꎬ保持表2中的存放时间ꎬ除去表层100m后ꎬ取样测试薄膜面张力ꎮ测试结果详见表2ꎮ由表2可知ꎬ当环境温度超过50ħꎬ表面张力极易下降ꎬ达到非电晕水平ꎬ在高温高湿环境下ꎬ表面张力迅速消退ꎮ低温低湿环境下ꎬ随着存放时间而逐渐降低ꎮ表明电晕处理后ꎬ膜面游离基在高温㊁高湿下易发生反应ꎬ致使表面张力降低ꎮ表2㊀电晕处理的经时变化Tab2㊀Time ̄dependentbehaviorofcoronatreatment试验编号温度/ħ湿度/%存放时间表面张力/mN m-1180600 2h38250452h383408012h4242545180d4252540180d4262540360d385㊀结束语对于双向拉伸薄膜的生产ꎬ表面张力与聚酯薄膜表面特性息息相关ꎬBOPET薄膜表面的开口剂种类㊁粒径㊁含量ꎬ功能涂层均对电晕处理效果有明显影响ꎬ以此可以设计出适宜的电晕功率ꎬ达到膜表面加工要求ꎮ经时变化特性可有效地指导聚酯薄膜储存环境及时间ꎮ参㊀考㊀文㊀献[1]周先进ꎬ赵燕ꎬ麦建国.BOPP薄膜电晕处理及效果研究[J].现代塑料加工应用ꎬ2004ꎬ16(4):25-27.ZHOUXJꎬZHAOYꎬMAIJG.StudyoncoronaeffectandtreatmentofBOPPfilm[J].ModernPlasticsProcessingandApplicationsꎬ2004ꎬ16(4):25-27.(下转第89页)85第48卷第7期李卫领ꎬ等:热重分析仪在复杂填充聚丙烯材料中碳酸钙定量分析中的应用定性与定量快速检测[J].工程塑料应用ꎬ2019(5):122-126.HEXLꎬMAYꎬWANGJFꎬetal.Rapidqualitativeandquantitativeidentificationofvehiclebumpersbasedonmid ̄infraredspectroscopy[J].EngineeringPlasticsApplicationꎬ2019(5):122-126.[7]杨勇ꎬ文利雄ꎬ陈建峰.SiO2/CaCO3纳米复合粒子填充改性聚丙烯[J].高分子材料科学与工程ꎬ2006(6):136-139.YANGYꎬWENLXꎬCHENJF.SiO2/CaCO3nanocompositeasfillertomodifythemechanicalpropertiesofpolypropylene[J].PolymerMaterialsScience&Engineer ̄ingꎬ2006(6):136-139.[8]陈如意ꎬ黄幼援ꎬ曾佑林ꎬ等.聚丙烯/碳酸钙复合材料的组分分析[J].精细化工中间体ꎬ2006(6):72-74.CHENRYꎬHUANGYYꎬZENGYLꎬetal.Character ̄izationandquantitativeanalysisofpolypropylene/calciumcarbonatecomposites[J].FineChemicalIntermediatesꎬ2006(6):72-74.[9]叶琳ꎬ刘建忠ꎬ周俊虎ꎬ等.不同种类碳酸钙热分解的热重分析[C]//全国大气环境学术会议.南宁:中国环境科学学会ꎬ2003.YELꎬLIUJZꎬZHOUJHꎬetal.Thermogravimetrica ̄nalysisofthermaldecompositionofdifferenttypesofcalciumcarbonate[C]//Nationalconferenceonatmosphericenvironment.Nanning:ChineseSocietyforEnvironmentalSciencesꎬ2003.[10]齐庆杰ꎬ马云东ꎬ刘建忠ꎬ等.碳酸钙热分解机理的热重试验研究[J].辽宁工程技术大学学报:自然科学版ꎬ2002ꎬ21(6):689-692.QIQJꎬMAYDꎬLIUJZꎬetal.Thermogravimetricexperimentresearchonthermaldecompositionmechanicsofcalciumcarbonate[J].JournalofLiaoningTechnicalU ̄niversity(NaturalScienceEdition)ꎬ2002ꎬ21(6):689-692.(本文于2020-03-23收到)㊀(上接第37页)MALQꎬXIAOTYꎬMENGSꎬetal.Applicationpro ̄gressofphosphorusflameretardantsincommonplastics[J].EngineeringPlasticsApplicationꎬ2017ꎬ45(11):136-139.[11]CHINDAPRASIRTPꎬHIZIROGLUSꎬWAISURASINGHACꎬetal.Propertiesofwoodflour/expandedpolystyrenewastecompositesmodifiedwithdi ̄ammoniumphosphateflameretardant[J].PolymerCom ̄positesꎬ2015ꎬ36(4):604-612.[12]李娟ꎬ郭杰ꎬ田野ꎬ等.DOPO及其衍生物在聚合物中的应用研究进展[J].合成树脂及塑料ꎬ2016ꎬ33(5):79-84.LIJꎬGUOJꎬTIANYꎬetal.ResearchprogressontheapplicationofDOPOanditsderivativesinpolymers[J].SyntheticResinsandPlasticsꎬ2016ꎬ33(5):79-84[13]WANGDYꎬSONGYPꎬLINLꎬetal.Anovelphos ̄phorus ̄containingpoly(lacticacid)towarditsflameretar ̄dation[J].Polymerꎬ2011ꎬ52(2):233-238.[14]SALMEIAKAꎬGAANS.AnoverviewofsomerecentadvancesinDOPO ̄derivatives:Chemistryandflamere ̄tardantapplications[J].PolymerDegradationandStabili ̄tyꎬ2015ꎬ113(14):119-134.[15]CHAFIDZAꎬKAAVESSINAMꎬSAEEDAZꎬetal.Polypropylene/organoclaynanocompositespreparedusingaLaboratoryMixingExtruder(LME):Crystallizationꎬthermalstabilityanddynamicmechanicalproperties[J].JournalofPolymerResearchꎬ2014ꎬ21(6):483. [16]MODESTIMꎬLORENZETTIAꎬBONDꎬetal.Thermalbehaviorofcompatibilisedpolypropylenenanocomposite:Effectofprocessingconditions[J].PolymerDegradationandStabilityꎬ2005ꎬ46(23):10237-10245.[17]赵敏ꎬ高俊刚ꎬ邓奎林ꎬ等.改性聚丙烯新材料[M].北京:化学工业出版社ꎬ2002.ZHAOMꎬGAOJGꎬDENGKLꎬetal.Newmodifiedpolypropylenematerials[M].Beijing:ChemicalIndustryPressꎬ2002.(本文于2020-03-25收到)㊀(上接第58页)[2]罗来春ꎬ杨始堃.聚酯薄膜的电晕处理及其应用[J].聚酯工业ꎬ2004ꎬ12(4):23-25.LUOLCꎬYANGSK.Coronadischargetreatmentofpol ̄yesterfilmanditsappliance[J].PolyesterIndustryꎬ2004ꎬ12(4):23-25.[3]魏建彬ꎬ刘浩.浅析薄膜电晕处理系统[J].塑料加工ꎬ2001ꎬ32(4):46-47.WEIJBꎬLIUH.Abriefanalysisoffilmcoronatreatmentsystem[J].PlasticProcessingꎬ2001ꎬ32(4):46-47. [4]尹燕平.双向拉伸塑料薄膜[M].北京:化学工业出版社ꎬ1999:68.YINYP.Biaxiallyorientedplasticfilm[M].Beijing:ChemicalIndustryPressꎬ1999:68.(本文于2020-03-30收到)98。
塑料包装材料电晕处理及表面张力测试技术应用近年来,塑料包装的大量应用极大地促进了薄膜加工技术的提高,电晕处理技术从无到有不断发展,而作为该技术的一种基本工具,电晕处理机广泛应用于包装行业中。
电晕处理技术及测试是提高包装行业产品质量的重要一环。
一、电晕处理技术电晕处理是一种电击处理,它使承印物的表面具有更高的附着性。
其原理是利用高频率高电压在被处理的塑料表面电晕放电(高频交流电压高达5000-15000V/m2),而产生低温等离子体,使塑料表面产生游离基反应而使聚合物发牛交联.表面变粗糙并增加其对极性溶剂的润湿性-这些离子体由电击和渗透进入被印体的表面破坏其分子结构,进而将被处理的表面分子氧化和极化,离子电击侵蚀表面,以致增加承印物表面的附着能力。
电晕处理对塑料表面所产生的物理及化学影响是复杂的,其效果主要通过三方面来控制:①特定的电极系统,②导辊上的物介质,③特定的电极功率。
由于不同的化学结构有不同的原子键,所以对塑料电晕处理的效果也视塑料的化学结构而异。
不同的塑料需要进行不同强度的电晕处理。
实践证明:BOPP薄膜在生产后还会发生结构状态的变化,在几天内,聚合物由无定形变化成晶体形,从而影响电晕处理的效果。
经过电晕处理后,塑料表面层的交联结构比其内层的交联结构减少,因此其表面层的功能团有较高的移动性。
所以,在储存中,不少塑料出现电晕处理效果的衰退,添加剂由内部向表面迁移,也是使表面能下降,影响附着力的因素,这种负面影响无法完全抑制。
实际上相对湿度也会影响电晕处理的效果,湿度是去极化剂,但一般来说由于影响并不严重,往往在测试误差范围之内,被忽略不计。
如果采用连机电晕处理,则更可不必考虑。
电晕处理的日的是为了改变许多承印物的表面能量,使之易于同印刷油墨、涂布材料及胶粘剂相粘结。
所有承印物在制造过程中进行一些处理之后便具有较好的粘着特性。
电晕处理属于后期处理,需要指出的是电晕处理并不是在生产承印物时所能运用的改变承印物表面能的唯一处理法。
薄膜电晕处理中,这六点是你一定要注意的!电晕处理膜面,可以使膜面产生氧化和极性,在膜面产生微观毛糙有利于薄膜印刷的干燥和牢度,为了搞好薄膜的电晕处理,要求工艺如下。
1、电晕处理机运转必须正常,且电晕力精确,并有足够的备用电晕处理机。
2、对于印刷用薄膜,生产计划科调度员要周计划,原则上从吹塑到印刷要求时间尽量缩短。
不允许超过15天。
吹膜、裁剪,印刷在操作时对薄膜不断进行电晕效果检测,如印文字图案达到36达因和印大色块达到38达因以上,否则要积极补救。
3、如单面印刷只需进行正面电晕处理,复卷和印刷均要以电晕面为工作面。
满版凹印采用下极套石英玻璃管或硅胶管,上级刀超过薄膜直径25px,进行电晕处理。
据电晕处理强度也可采用两台以上电晕机组合电晕处理。
4、两电极间距要求在3mm以内,不准超过。
刀口应平直光滑,使用一段时间后,需及时磨砂修整,防止刀刃氧化而降低功效,平时保持清洁,以确保电晕效果。
5、电晕处理中途不得停止、跳节、漏化,吹膜质检员要不断检测电晕处理效果,作为吹膜质量考核指标。
6、电晕后薄膜产生静电吸附,各工序以及在运输中必须保证薄膜清洁。
总之,塑料薄膜表面能不能低于38达因。
薄膜表面电晕处理机安全操作及保养规程薄膜表面电晕处理机是一种常见的材料表面处理设备,广泛应用于电子、光电、航空航天等领域。
为确保使用安全和延长设备寿命,以下是薄膜表面电晕处理机的安全操作和保养规程。
安全操作规程1.在使用前,必须对设备进行检查,特别是对电源和电线进行检查,保证没有损坏和裂缝,避免使用过程中出现电击或漏电现象。
2.操作人员必须要佩戴适宜的防护用品,如防静电手套、眼镜、口罩等,确保人员的安全。
3.在设备使用过程中,不要超过机器的额定工作范围,如果需要调整机器状态,必须先关掉设备,然后进行调整。
4.定期检查仪器是否出现异常,如出现异常要立即停机进行排查,并向设备制造厂商或相关技术人员咨询。
5.在设备工作过程中要注意不要在机器周围放置易燃、易爆物品,避免发生火灾或爆炸危险。
6.必须遵守相关的国家安全规定和制定的操作规程。
未经授权的维修和改装设备严禁进行。
保养规程1.每日对设备的机体、电源、线路等进行或检查,确保设备没有出现松动或损坏的现象。
2.长期不使用的薄膜表面电晕处理机,必须做好防潮、防腐处理,放置在干燥、通风处的仓库内,避免产生锈蚀等损坏。
3.对设备进行定期的清洁和维护,如使用时设备上的电极等需要清洁,应该使用专门的清洗剂进行清洗。
4.进行设备维护时,必须停机进行,同时可以请专业技术人员提供服务支持,以免造成不必要的损害。
5.对设备进行保养时,必须使用制造厂商或指定厂家提供的配件和维修工具,不得更换或使用不合适的配件和工具,以免影响设备正常使用。
结束语薄膜表面电晕处理机是一种常见的材料表面处理设备,在使用过程中必须严格遵守相关的安全操作规范,并根据使用情况制定定期保养计划,以确保设备的使用寿命,提高设备的工作效率和安全性。
最后提醒用户,如果在使用过程中出现任何状况,要及时停机、排查,或向设备制造厂商或技术人员咨询,以便及时处理和修复设备。
BOPP薄膜的电晕处理的测试及控制
2005-6-13 16:59:52 中国包装网
摘要:主要对BOPP薄膜进行电晕处理的测试、控制及薄膜性能的影响等几个方面探讨。
重点讨论了影响电晕处理效果的因素,另外就薄膜的摩擦系数、收缩率和热封强度等方面的物理性能怀电晕处理的关系进行了探讨。
关键词:BOPP薄膜电晕处理测试控制薄膜性能
双向拉伸聚丙烯薄膜(BOPP)是近年来发展十分迅速的包装薄膜。
在BOPP的生产过程中,由于经过了纵横两个方向的延伸,分子链得到较好的定向,因此薄膜具有良好的力学性能、优异的光学特性、较低的水汽透湿量;与其它薄膜相比较,更具备包装材料所要求的较好的综合性能。
因此,BOPP已广泛应用于各种包装领域。
BOPP在应用于食品、挂历、画册、胶粘带等制品时,往往需要进行印刷、涂层、粘合等操作。
由于聚丙烯材料本身的表面张力值相对偏低,仅为31达因,而在应用于上述几方面时,一般要求薄膜单面表面张力强度在38达因以上。
因此,在生产BOPP时往往需要对薄膜进行表面处理,提高其表面张力,改善聚合物的粘接性和润湿性,满足使用的要求。
常用的表面处理方式有两种:一为电晕处理,另一为火焰处理。
电晕处理的原理是将薄膜经过有高压存在的两电极间,高压使电极间的空气发生电离,使电极间产生电子流,在薄膜表面形成氧化极化基,使薄膜表面产生极性,便于印刷油墨吸附;火焰处理是用特指的喷灯,燃烧一定组成和配比的煤气和空气,形成温度高达2100℃一2800℃的氧化火焰,来达到在瞬间改变薄膜表面性能的目的,在实际处理过程中,火焰的温度、火焰与薄膜之间的距离和处理时间是影响处理效果的重要因素。
在实际应用上,由于电晕处理简便易行,处理效果好,因此,BOPP的设备生产厂家基本上都采用这一方式。
以下是对BOPP薄膜进行电晕处理的测试、控制以及对薄膜性能的影响等几方面进行探讨。
1 BOPP薄膜电晕处理强度的测定
通常用于BOPP薄膜表面张力的测试办法是涂液法,其原理是利用甲酰胺和乙二醇乙酯两种液体按不同比例进行混合,得到一系列不同达因值的测试液,如表1所示,操作时,将测试液涂拭在薄膜表面上,于2s液面破裂的测试液所对应的达因值即表示薄膜电晕处理强度。
2 影响BOPP薄膜电晕处理强度的因素
电晕处理器由电极、高电位器及硅橡胶辊组成。
当电压通过1—2mm的空气间隙时,就会产生连续放电,另外为了排除所产生的臭氧及降温,用抽风风机把电晕处理器附近的空气往外排走以及在硅橡胶辊内部利用水冷散热。
影响电晕处理效果的因素主要有以下几种:2.1 电极类型
电晕处理的效果与电极的设计有较大关系。
设备上采用单电极或双电极方式在处理效果上有一定的差别,双电极比较于单电极有几方面优点:(1)能产生更高处理值,耗能更低;(2)能减少储存时,表面张力的下降;(3)减少薄膜在电晕处理过程中的受热;(4)减少表面感应的静电。
2.2 薄膜温度
BOPP是挤出厚片经激冷后,再经纵、横二个方向拉伸后所制得的薄膜;在进入牵引单元后,通过冷却、切边、测厚、预热等工序,然后再进行电晕处理。
这时薄膜的温度对电晕处理的效果有直接的影响,而薄膜温度则主要由预热辊的设定温度进行控制,表2为采用单电极生产20m印刷膜,在其它工艺条件不变的情况下,预热辊的设定温度与电晕处理的达因值的对应关系。
由上表可以看出,随着薄膜温度的升高,薄膜的表面处理达因值也同时升高。
通过预热辊的设定温度来调整薄膜的表面处理达因值,是在工艺控制中经常采用的有效方法之一。
2.3 生产线速度
生产线速度是影响电晕处理效果的另一个重要因素。
BOPP薄膜是在极短的时间内通过高压电极间隙,而使表面达因值得以提高,在高压电极间隙内停留时间的长短,会影响薄膜的电晕处理效果。
以28llm粘胶带基膜的生产为例,随着线速度的不同,要达到相同的处理效果,电极电压的调整如表3所示。
由此可见,电晕处理的电极电压要随着生产线速度的变化作出相应的调整,随着生产线速度的增大而增大。
2.4 电极排风量
在电晕处理过程中,随着空气离子化,会产生等离子体,其中包含有电子、氧离子、臭氧等。
等离子体会渗透薄膜,破坏其化学键,激发自由游离基,与氧离子起作用成氧化极化基,这些基团会对薄膜的表面润湿特性产生影响。
从另一方面来说,等离子体在薄膜表面的浓度会直接影响电晕处理的效果。
一般而言,电极排风阀门的开启度越大,薄膜的表面处理达因值会越小;反之,电极排风阀门的开启度越小,薄膜的表面处理达因值会越大;
2.5 表面材料
BOPP的生产会涉及到不同的材料及添加母料。
从用途上区分,BOPP可分作热封型和非热封型两大类,在表层的基本材料中分别是共聚物及均聚物,由于两者材料本身的差异,在经受同样的电晕处理后,两者表面张力有一定的差异,一般来说,对于共聚物,如目前国内外常用的SOLV AYKS413、MONTELPLZ679、BASEALEP5C37等,离子体渗透进薄膜的表面效能比均聚物更大,所以热封型薄膜会更加容易达到更高的处理强度。
此外,在热封型薄膜的配方设计上,通常为了适应包装机器的要求,需要使用爽滑剂来改善薄膜的摩擦性能。
在选择爽滑剂时要尽可能避免使用硅酮类爽滑剂,这是由于硅酮的表面张力比较低,在常温下约为12达因,与PP的31达因有较大的差距,使用硅酮类爽滑剂会大幅降低BOPP的表面张力值。
抗静电剂对BOPP薄膜电晕处理效果也会有一定的影响。
在BOPP薄膜的生产中,抗静电剂大多数添加在芯层,由于抗静电剂具有迁移性,渗透出表面的抗静电剂会影响薄膜的表面电晕处理特性,处理强度值会有一定程度的降低。
2.6 表面材料
BOPP薄膜在生产后还会发生结构状态的变化,在几天内,聚合物会由无定形变化成晶体形,从而影响电晕处理的效果。
处理强度会随着时间的推移先是逐步下降,最后渐渐保持稳定。
电晕处理的消减幅度与贮存温度有关,温度越高,消减幅度越快。
3 电晕处理对薄膜物理特性的影响
电晕处理除了可以改变薄膜的表面达因值外,还会对薄膜的其他物理性能产生影响,主要包括以下几方面:
3.1 摩擦系数
由于电晕处理的原理是薄膜经过有两高压电极产生电子流,使薄膜表面产生极性,而薄膜处理面与非薄膜处理面相比,位于薄膜芯层的添加剂(包括抗静电剂及爽滑剂)更加容易通过薄膜处理面渗出。
以ABA类型薄膜即内、外两面配方结构相同的薄膜为例,未经电晕处理的薄膜内、外两面的摩擦系数是一致的,但是在经过电晕处理后,薄膜处理面的摩擦系数值比非处理面的摩擦系数值低。
表4是经单面电晕处理的22μmABA类型普通小包烟膜在生产后,处理面与非处理面拘静、动摩擦系数的跟踪测试比较。
从表4可看出,从生产到14天,薄膜芯层的添加剂处于高速的迁移期,处理面与非处理面的静、动摩擦系数都呈快速下降趋势,14天后数值趋于稳定。
由整体上比较,处理面的摩擦系数较非处理面的摩擦系数低。
3.2 收缩率
由于电晕处理的过程中会产生一定的热量,因此薄膜的收缩率会有一定程度的下降。
3.3 热封强度
在生产BOPP热封型薄膜时,表层使用的材料为乙烯一丙烯共聚物。
如在前面所提及到的,在实际生产上如需达到同样的处理强度,共聚物仅需要比较低的处理电压值。
但需要注意的是,过高的电晕处理值会引发共聚物间的交联作用,导致热封型薄膜失去热封效能。
因此在实际生产热封型薄膜中,尤其是调节较高电晕处理值时,热封强度是一项必备的检测措施。
4 结论
(1)电晕处理应用于BOPP薄膜生产时,测试时基本采用涂液法。
(2)影响电晕处理效果的主要因素包括电极类型、薄膜温度、生产线速度、电极排风量、表面材料和表面材料等几个方面。
(3)电晕处理会影响薄膜的摩擦系数、收缩率和热封强度等方面的物理性能。