Dynaform后处理 eta post 1.81应用手册中文版
- 格式:pdf
- 大小:3.91 MB
- 文档页数:41
坯料尺寸展开打开Dynaform软件,导入文件选择菜单栏中“坯料工程”下的“预处理”,在弹出的对话框中选择“检查重叠曲面”,设置完参数后点击“确定”(在提示栏中显示:没有发现重叠曲面)。
在“预处理”对话框中选择“抽取中面”,在弹出的“选择曲面”对话框中选择“显示曲面”后按“确定”。
中面生成后,在“选择选项”对话框中选择“打开/关闭其他零件层”后得到显示中面。
关闭对话框。
修改“当前零件层”为中间层现实的零件层。
选择菜单栏中“前处理”下的“单元”,在弹出的对话框中选择“曲面网格划分”,在弹出的对话框中设置参数后点击“选择曲面”,在“选择曲面”对话框中选择“显示曲面”后单击“确定”,回到“曲面网格划分”对话框,选择“应用”并且“接受网格”。
关闭对话框。
将“曲面”取消掉。
选择菜单栏中“坯料工程”下的“预处理”,在弹出的对话框中选择“模型检查/修补”,在弹出的对话框中选择“自动翻转单元法向”,选择“所打开的零件”选择单元曲面并使发向与坐标轴正方向相同。
选择“显示边界”,观察是否有缺陷。
无缺陷后关闭“模型检查/修补”对话框。
在“预处理”对话框中选择“冲压方向”,在弹出的对话框中点击“选择零件层”,选择中间层所在零件层后点击“确定”,点击“自动调整”后按“确定”。
在“预处理”对话框中选择“毛坯尺寸估算”,进入“材料库”选择相应的材料。
观察“FLD曲线”。
在“Formula”中输入相应参数后点击“应用”。
点击“确定”后关闭所有对话框并得到展开后的坯料。
选择“关闭零件层”工具。
保留展开的坯料所在的零件层排样选择菜单栏中“坯料工程”下的“开发”,在弹出的对话框中选择“板坯排样”,选择“单排”,点击“板坯轮廓线”,选择板坯轮廓线后“确定”,设置相关参数后“应用”。
输出“排样结果报告”如图:零件冲压性能评价及成型极限点击“显示/隐藏零件层”,显示中间层所在零件层并将文件另存。
选择菜单栏中“坯料工程”下的“Mstep”,选择对话框中的“sheet”,在弹出的对话框中选择材料并设置厚度后“确定”,在“Mstep”对话框中选择“提交任务”。

![[整理]dynaform功能介绍.](https://uimg.taocdn.com/cd22714aa26925c52cc5bfd0.webp)
DYNAFORM软件基于有限元方法建立, 被用于模拟钣金成形工艺。
Dynaform软件包含BSE、DFE、Formability三个大模块,几乎涵盖冲压模模面设计的所有要素,包括:定最佳冲压方向、坯料的设计、工艺补充面的设计、拉延筋的设计、凸凹模圆角设计、冲压速度的设置、压边力的设计、摩擦系数、切边线的求解、压力机吨位等。
DYNAFORM软件可应用于不同的领域,汽车、航空航天、家电、厨房卫生等行业。
可以预测成形过程中板料的裂纹、起皱、减薄、划痕、回弹、成形刚度、表面质量,评估板料的成形性能,从而为板成形工艺及模具设计提供帮助。
DYNAFORM软件设置过程与实际生产过程一致,操作上手容易。
来设计可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形。
DYNAFORM软件适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
DYNAFORM 的模块包含:冲压过程仿真(Formability) ;模具设计模块(DFE) ;坯料工程模块(BSE) ;精确求解器模块(LS-DYNA)。
功能介绍1.FS-Formability-Simulation成形仿真模块可以仿真各类冲压成形:板料成形,弯管,液压涨形可以对冲压生产的全过程进行模拟:坯料在重力作用下的变形、压边圈闭合过程、拉延过程、切边回弹、回弹补偿、翻边、胀形、液压成形、弯管成形,还可以仿真超塑性成形过程,热成形等适用的设备有:单动压力机、双动压力机、无压边压力机、螺旋压力机、锻锤、组合模具和特种锻压设备等。
成形仿真模块在世界各大汽车公司、家电、电子、航空航天、模具、零配件等领域得到广泛的应用。
通过成形仿真模块,可以预测成形缺陷起皱,开裂,回弹,表面质量等,可以预测成形力,压边力,液压涨形的压力曲线,材料性能评估等本模块中的主要功能特色有:1)可以允许三角形、四边形网格混合划分,可以用最少的单元最大程度的逼近模具的形状,并可方便进行网格修剪;2)等效拉延筋的定义通过拾取凹模(或下压边圈)上的节点(线)生成拉延筋(多种截面),可以方便分段,合并,修改拉延筋及其阻力。
eta/DYNAFORM5.8.1发布说明(2011年11月)主要功能改进1. 流线型的BSE界面。
2. 在DFE模块,用户现可参数化创建一个对称件的模面。
3. 增加了新产品的替换功能。
用户可轻易保留当前模面设计并访问新的产品设计曲面。
4. 新增了支持用户自定义的真实拉延筋(GEOMETRY BEAD)和等效拉延筋转换库(LineBead Conversion Library)。
5. 在自动设置模块,增加了标准氮气弹簧力曲线数据用于压边圈控制。
BSE模块中新实现的性能,特征和功能1. 新增BSE工程管理界面,允许用户在分析计算之前设置单位制、材料密度以及分析的工件类型。
2. 在预处理中,支持导入CAD数据时,同步对其进行网格划分。
3. 在预处理中的产生中间曲面(Generate Middle Surface),操作结束后,自动将中间曲面所在的层,添加到当前工具中,并移除当前工具中的其它层。
4. 在预处理中的分离曲面(Separate Surface),操作结束后,允许用户选择顶部曲面或底部曲面所在的层,添加到当前工具中,并移除当前工具中的其它层。
5. MSTEP网格(MSTEP Mesh)类型现为预处理中的曲面网格划分(Surface Mesh)中的默认工件网格划分。
6. 在定义对称(Symmetry)时,程序自动检查零件是否关于对称平面对称。
7. 在冲压方向调整(Tipping)中加入新的自动调整冲压方向的方法:网格法向。
将所选网格的平均法向作为冲压方向。
8. 增强了一模两件(Double Attached)、孔填充(Inner Fill)、边界光顺(BoundarySmooth)、端头补充(Sidestep)功能,具体可以参考DFE模块。
9. 把一步法求解(MSTEP)、坯料轮廓线(Outline)、坯料排样(Nesting)功能集成在一个对话框,允许用户随意切换功能。
10. 把一步法求解中的拉延(Draw)和修边线(Trim Line)进行了分离,允许用户分别进行操作,使各自功能更明确和清晰。
1、eta/DYNAFORM由四个主要的模块组成:成形仿真模块(FS)、模面工程模块(DFE)、毛坯尺寸工程模块(BSE)以及模具系统分析模块(DSA)。
2、前处理用户可以利用此菜单来构造或修改模型,或者产生带有单元的模型,并且也可以检查、修补模型或为模型添加边界条件3、模面工程(DFE)模块的功能包含以下几个方面:a、产生中间曲面及分离曲面b、法兰展开c、编辑及分割曲面d、工具网格划分及网格检查和修补e、自动且交互倒圆角f、自动且交互产生对称及一模两件g、自动确定和手动调整冲压方向h、外边界光顺及孔、边界自动填充j、自动且交互生成端头补充k、自动且交互填充一模两件间隙l、自动且交互产生和修改压料面m、自动且交互产生和修改内外工艺补充面n、零件或模具几何形状变形后重新得到新的工艺补充面o、变形曲面及单元p、创建拉延筋q、完全参数化4、坯料工程(BLANK SIZE ENGINEERING- BSE)模块包括了快速求解和批量快速求解模块,用户可以在很短的时间内完成对产品可成形性分析。
此外,BSE还可以用来快速及精确预测毛坯的尺寸和帮助改善毛坯外形。
5、模拟设置模拟设置菜单主要包含了两种类型的设置:一种为快速设置,一种为自动设置。
快速设置通过一个统一的图形界面来帮助用户快速设置成形模拟,而自动设置模块从实际工艺出发,帮助用户一步一步地完成设置过程。
6、回弹补偿模块(SCP)是一个用于工具回弹补偿计算的模块。
通过使用诸如铝合金、高强度钢以及超高强度钢之类的高级板料,其中一个重要的课题就是成形后由于板料弹性回复和不均匀的应力分布导致的回弹现象。
如果要对原始模具曲面进行补偿以解决回弹问题,这就需要使用回弹补偿技术。
在eta/DYNAFORM中,通过进行回弹补偿,可以修正回弹后的零件形状,从而达到所需零件设计的尺寸公差。
回弹补偿在一系列成形模拟和回弹分析之后进行。
在eta/DYNAFORM中,回弹补偿菜单包括回弹补偿模块(COMPENSATION)、补偿结果检查(RESULT CHECK)、网格拓朴结构修复(TOPOLOGY REPAIR)、变形(MORPHING)、曲面映射(SURFACE MAPPING)功能、模型匹配(BEST FIT)和偏差检查(DEVIATION CHECK)。
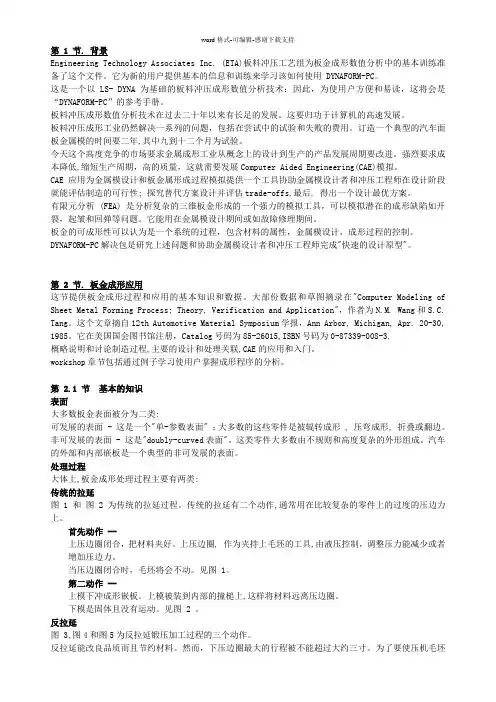
第 1 节. 背景Engineering Technology Associates Inc. (ETA)板料冲压工艺组为板金成形数值分析中的基本训练准备了这个文件。
它为新的用户提供基本的信息和训练来学习该如何使用 DYNAFORM-PC。
这是一个以 LS- DYNA 为基础的板料冲压成形数值分析技术;因此,为使用户方便和易读,这将会是“DYNAFORM-PC”的参考手册。
板料冲压成形数值分析技术在过去二十年以来有长足的发展。
这要归功于计算机的高速发展。
板料冲压成形工业仍然解决一系列的问题,包括在尝试中的试验和失败的费用。
订造一个典型的汽车面板金属模的时间要二年,其中九到十二个月为试验。
今天这个高度竞争的市场要求金属成形工业从概念上的设计到生产的产品发展周期要改进。
强烈要求成本降低,缩短生产周期,高的质量,这就需要发展Computer Aided Engineering(CAE)模拟。
CAE 应用为金属模设计和板金属形成过程模拟提供一个工具协助金属模设计者和冲压工程师在设计阶段就能评估制造的可行性; 探究替代方案设计并评估trade-offs,最后, 得出一个设计最优方案。
有限元分析 (FEA) 是分析复杂的三维板金形成的一个强力的模拟工具,可以模拟潜在的成形缺陷如开裂,起皱和回弹等问题。
它能用在金属模设计期间或如故障修理期间。
板金的可成形性可以认为是一个系统的过程,包含材料的属性,金属模设计,成形过程的控制。
DYNAFORM-PC解决包是研究上述问题和协助金属模设计者和冲压工程师完成"快速的设计原型"。
第 2 节. 板金成形应用这节提供板金成形过程和应用的基本知识和数据。
大部份数据和草图摘录在"Computer Modeling of Sheet Metal Forming Process; Theory, Verification and Application",作者为N.M. Wang和S.C. Tang。
eta/DYNAFORM培训手册版本5.2美国工程技术联合公司Engineering Technology Associates, Inc.1133 E. Maple Road, Suite 200Troy, MI 48083Tel: (248) 729-3010Fax: (248) 729-3020Email: support@eta/DYNAFORM teamNovember 2004Engineering Technology Associates, Inc., ETA, ETA 徽标和 eta/DYNAFORM 都是美国工程技术联合公司的注册商标。
所有的商标和名称都是由ETA版权所有。
Copyright 1998,1999,2000,2001,2002,2003,2004 Engineering Technology Associates, Inc. All rights reserved.目录介绍 (1)数据库操作 (2)I. 创建eta/DYNAFORM 数据库,设置分析参数 (2)II. 练习一些辅助的菜单操作 (4)III. 显示/关闭零件层(Turning On/Off) (6)IV. 编辑数据库中的零件层 (7)V. 当前零件层 (8)网格划分 (10)I. 坯料网格划分 (10)II. 曲面网格划分 (12)III. 网格检查 (14)IV. 快速设置和传统设置的对比 (18)快速设置 (19)I. 从Lower Tool中分离出Lower Ring (19)II. 快速设置界面 (23)III. 定义工具 (23)IV. 定义坯料 (26)V. 设置分析参数,求解计算 (29)传统设置 (35)I. 从LOWER TOOL等距偏移出UPPER TOOL (35)II. 创建Lower Ring零件层 (38)III. 分离LOWRING 和 LOWTOOL零件层 (43)IV. 拉延类型设置 (43)V. 工具定义 (44)VI. 定义坯料,设置工艺参数 (46)VII. 工具摘要 (50)VIII. 自动定位工具 (50)IX. 测量DIE的运动行程 (52)X. 定义DIE的速度曲线 (54)XI. 定义压边圈(LOWRING)的压力曲线 (56)XII. 预览工具的运动 (57)XIII. 设置分析参数,求解计算 (58)应用eta/POST进行后处理 (62)I. 读入结果文件d3plot到eta/Post (62)II. 绘制变形过程 (63)III. 绘制变形过程,厚度变化过程,成形极限图(FLD) (65)IV. 绘制单帧显示的结果 (68)V. 录制AVI电影文件和E3D文件 (69)DYNAFORM 5.2缺省参数设置 (72)总结 (73)介绍欢迎使用eta/DYNAFORM培训手册5.2版。
d y n a f o r m分析步骤1. 创建一个新的零件层:l 线或者网格单元不能创建在一个空的数据库中,在定义任何几何模型数据前,用户必须首先定义零件层。
2.一旦导入或者创建了所需的几何模型之后,用户就可以通过工具定义对话框将各个部件定义成相应的工具,比如凹模、凸模、压边圈等;同时,也可以通过板坯定义对话框定义板坯。
在板坯定义对话框中,用户可以一并定义板坯所对应的材料和属性(厚度)。
在定义好工具和板坯之后,用户就可以对工具进行自动定位了。
自动定位后,用户需要定义各个工具的运动曲线。
如果需要定义拉延筋,用户可以通过工具菜单下面的拉延筋命令来进行。
定义好所有的设置参数之后,用户可以在分析菜单下提交计算或者输出DYNA 关键字文件。
计算结束之后,用户可以打开后处理eta/Post进行分析。
计算结束之后,用户可以从计算所在的目录下面导入DYNAIN文件到eta/DYNAFORM中观察板坯的变形情况。
同时也可以将DYNAIN文件应用到回弹计算或者后续的多工序成形模拟。
对于需要修边的零件,用户可以通过工具菜单下面的板坯操作→修边命令来进行。
修边后的板坯,用户可以通过分析菜单的导出新的DYNAIN文件输出。
对于分析结果,用户可以通过后处理软件eta/POST打开计算得到的D3PLOT文件进行详细的分析。
eta/DYNAFORM依据局部坐标系来进行平移、旋转、镜像、复制以及产生点、线和节点。
当选择这些功能时,程序会自动提示用户建立一个由U、V、W方向组成的局部坐标系。
局部坐标系(LCS)对话框将被显示(图2.5.1)。
用户可以创建一个新的局部坐标系或者通过选择GLOBAL(全局坐标),CURRENT LCS(当前坐标),LAST(最后定义的坐标),VIEW DIRECTION (视图方向)等按钮作为当前坐标系。
零件层标识号(PID)。
零件层的名称是一个不大于八个字符的字符串。
目前,用户最多可以在一个数据文件中创建1000个不同的零件层,用户可以继续创建新的零件层,新的零件层将被作为当前零件层,显示在DISPLAY OPTIONS(显示选项)窗口中。
eta/POST应用手册版本1.8.1美国工程技术联合公司Engineering Technology Associates, Inc.1133 E. Maple Road, Suite 200Troy, MI 48083电话:+1 (248) 729 3010传真:+1 (248) 729 3020电子邮件:support@Engineering Technology Associates, Inc.,ETA,ETA徽标和eta/DYNAFORM都是美国工程技术联合公司的注册商标。
所有的商标和名称都是由ETA版权所有。
版权所有 ©1998-2010美国工程技术联合公司声明本手册所提及的概念、方法和实例仅为说明及培训之目的,并不意欲应用于实际工程分析和设计。
本手册中所提供的材料参数仅作为参考。
任何个人或公司因使用本手册中包含的信息而造成的直接或间接损失,美国工程技术联合公司不对其承担任何责任。
概述概述eta/POST是ETA公司开发的一款能够快速判读和评定LS-DYNA分析结果的强大可视化工具。
它提供等值线云图、矢量图、变形图、FLD、应力分布、动画及云图动画等帮助用户快速准确的分析计算结果。
提供曲线图帮助用户查看LS-DYNA分析结果中的时间历史曲线,同时提供丰富的工具转化和理解模拟分析结果。
例如:显示设置的操作(标记,颜色等),丰富的高级曲线过滤技术(FIR,SAE,Butterworth,Averaging等)和不同结果的计算等。
对任何分析而言,文档编制也是一个非常重要的环节。
eta/POST提供了对图形的直接、高质量的打印和绘图功能。
通过一条简单的复制命令可以将图形导出到其他程序中。
例如:可以轻松地将图片导出到常用的文字处理程序如MICROSOFT WORD、MICROSOFT POWERPOINT和ADOBE FRAMEMARKER等中,或是导出到电子表格、数据库、桌面印刷软件以及画图和插图程序中。
eta/POST应用手册版本1.8.1美国工程技术联合公司Engineering Technology Associates, Inc.1133 E. Maple Road, Suite 200Troy, MI 48083电话:+1 (248) 729 3010传真:+1 (248) 729 3020电子邮件:support@Engineering Technology Associates, Inc.,ETA,ETA徽标和eta/DYNAFORM都是美国工程技术联合公司的注册商标。
所有的商标和名称都是由ETA版权所有。
版权所有 ©1998-2010美国工程技术联合公司声明本手册所提及的概念、方法和实例仅为说明及培训之目的,并不意欲应用于实际工程分析和设计。
本手册中所提供的材料参数仅作为参考。
任何个人或公司因使用本手册中包含的信息而造成的直接或间接损失,美国工程技术联合公司不对其承担任何责任。
概述概述eta/POST是ETA公司开发的一款能够快速判读和评定LS-DYNA分析结果的强大可视化工具。
它提供等值线云图、矢量图、变形图、FLD、应力分布、动画及云图动画等帮助用户快速准确的分析计算结果。
提供曲线图帮助用户查看LS-DYNA分析结果中的时间历史曲线,同时提供丰富的工具转化和理解模拟分析结果。
例如:显示设置的操作(标记,颜色等),丰富的高级曲线过滤技术(FIR,SAE,Butterworth,Averaging等)和不同结果的计算等。
对任何分析而言,文档编制也是一个非常重要的环节。
eta/POST提供了对图形的直接、高质量的打印和绘图功能。
通过一条简单的复制命令可以将图形导出到其他程序中。
例如:可以轻松地将图片导出到常用的文字处理程序如MICROSOFT WORD、MICROSOFT POWERPOINT和ADOBE FRAMEMARKER等中,或是导出到电子表格、数据库、桌面印刷软件以及画图和插图程序中。
方便用户快捷地创建和发布完整的报告和演示文档。
另外,eta/POST支持导出AVI和GIF文件,可以在POWER POINT演示文档或WORD文档中包含动画演示。
支持导出E3D文件,此文件可在ETA公司开发的一款免费的三维CAE 分析结果播放器eta/3DPlayer中播放,同时也可直接导入eta/POST进行播放。
eta/POST 还支持TIFF和JPEG格式的图形文件,可以使用标准浏览器查看分析模型及结果。
简介简介欢迎使用eta/POST1.8.1应用手册。
eta/POST1.8.1的用户界面和操作方式在UNIX,Linux 和Windows系统平台下是统一的,因此本手册除了图片和界面风格稍微不同之外,适用于所有平台下的版本。
手册主要介绍冲压仿真分析结果在后处理中如何进行评定。
有限元建模和后处理的基本过程。
关于有限元仿真的技术细节和前处理的有限元建模及其它应用并不包含在本手册里,如果需要,用户可以参加eta/DYNAFORM高级培训来学习更多的技术细节。
本手册以翼子板为例,详细描述如何利用eta/POST指导冲压仿真评判分析。
翼子板属于汽车覆盖件的外表面零件,成形过程的主要缺陷包括拉裂、变薄、压边圈留下的滑移线、起皱及回弹等几方面,因此,我们在后处理中主要通过成形极限图(FLD)、减薄率(Thinning)分析图、材料流入量(Edge movement)分布图、主应变(Major strain)、副应变(Minor strain)、滑移线(Skid line)、回弹(Spring back)、表面反射线检查(Face Reflection)和缺陷检查(Stoning)来分析翼子板的成形性。
另外,在实际生产时,压边力和成形力的大小刚开始是未知的,我们可以在前处理的设置中通过合适的速度控制压边圈,通过模拟计算后,应用后处理的设备吨位预测(Tonnage Prediction)得到压边力的预测值,然后在此基础上给出一定的安全系数,用于选择冲压设备的参考。
对于成形力的预测,可以通过后处理的曲线图(Graph)读取相关的LS-DYNA 分析结果文件来得到成形力的预测值。
注意:本手册适用于所有平台下的eta/POST。
由于不同的操作系统的软硬件环境不一致,以及用户使用的软件版本的不同,所以手册中出现的图片和描述与具体的用户界面可能有细微的差别,手册中将忽略这些差别。
目录目录汽车翼子板 (1)读入结果文件d3plot到eta/POST (2)变形过程(Deformation) (3)成形极限分析(FLD) (5)减薄率分析(Thinning) (8)主应变(Major Strain) (11)次应变(Minor Strain) (12)材料流入量(Edge Movement) (13)滑移线(Skid Mark) (14)设备吨位预测(Tonnage Prediction) (16)回弹分析(Spring Back) (18)表面反射线检查(Face Reflection) (25)缺陷检查(Stoning) (26)曲线图(GRAPH) (28)输出模拟动画文件和图形文件 (30)输出A VI文件 (31)输出E3D文件 (32)输出图形文件 (34)总结 (35)分析汽车翼子板分析应用eta/POST进行后处理分析eta/POST能够读取和处理d3plot文件中所有可用的数据。
除了包含没有变形的模型数据,d3plot文件还包含有所有的由LS-DYNA生成的结果文件(应力,应变,时间历史曲线等)。
后处理能够绘制变形过程(deformation)、成形极限图(FLD)变化过程和减薄率变化过程(Thinning)以及坯料上的应变/应力等物理量的分布,并且能够录制这些变化过程为通用的A VI电影文件,以及E3d三维演示文件。
读入结果文件d3plot到eta/POST单击eta/DYNAFORM主菜单上的PostProcess菜单启动eta/POST。
eta/POST缺省的安装路径是C:\Program Files\Dynaform5.8。
在这个目录下,双击执行文件EtaPostProcessor.exe 也可以启动,或者从操作系统的开始菜单的eta/DYNAFORM5.8程序组启动。
如图1所示。
后处理界面如图2所示。
图1后处理菜单分析图2后处理界面1.在eta/Post中,选择菜单FileºOpen,打开如图3所示的对话框。
图3打开对话框2.从文件列表中选择LS-DYNA的结果文件,包含d3plot、d3drlf和dynain格式的文件。
其中d3plot是成形模拟的结果文件,包括拉延、压边、翻边等工序和回弹过程的模拟结果,d3drlf模拟重力作用的结果文件,dynain文件是板料变形结果文件,用于多工序中。
分析3.浏览到保存结果文件的目录,选择正确的文件格式,然后选择d3plot文件,单击Open按钮读入d3plot文件。
程序自动弹出后处理工具栏,如图4所示,用户可以进行计算结果的后处理操作。
图4后处理工具栏注意:如果打开的是多工步结果文件,则需要从文件类型列表中选择idx格式的多工步文件(ETA Multiple stage file)。
变形过程(Deformation)打开结果文件后缺省的模拟状态是变形过程(Deformation)。
单击Play按钮进行动画显示变形过程,如图5所示。
可以移动Frames/Second滑块,设置希望的动画速度。
点击Stop按钮停止动画显示。
有时,显示单帧的绘制结果要比全部的动画模拟要方便。
在帧(Frame)下拉菜单中,选择Single Frames然后在帧列表中,拾取单个帧查看单帧显示的结果。
或移动Frame Number下的滑块来选择单帧。
图5变形操作1.为了方便观察坯料变形,用户可以单击ApplicationºShow Blank Part Only只打开坯料层,或从工具栏中选择按钮。
2.在零件层操作对话框中,关闭所有的工具层,只保留坯料零件层,所有关闭的零件层的颜色变为白色,如图6所示。
单击Exit退出操作。
图6打开/关闭零件层窗口3.用户也可以用视图操作改变视图,视图操作与前处理相同,如图7所示。
这里选择俯视图(X-Y View),变形后的零件如图8所示。
图7视图操作工具图8变形图成形极限分析(FLD)成形极限图用于评价板料的可成形性。
1.在工具栏中,单击按钮。
2.在Current Component下拉菜单中缺省的是MIDDLE,表示显示的是中性层的成形极限图。
用户也可以根据具体的需要,选择上表面或下表面,如图9所示。
这里用的是缺省选项。
图9成形极限图操作窗口3.单击FLD Curve Option按钮设置FLD参数(n,t,r等),如图 10所示。
为了准确地得到拉伸结果的成形极限图(FLD),在显示之前,我们需要确定成形极限曲线(FLC)的位置和形状是否与实际相吻合。
成形极限曲线可以通过两种不同的方法获得:用户可以通过定义材料的力学性能如硬化指数n值、各项异性系数r值和板料厚度t值来决定,这些参数在进行前处理的过程中就已经设置好了,后处理会自动地从结果文件中得到这些参数;同时也可以通过直接导入曲线的方法来确定成形极限曲线。
这里用的是缺省的FLD方程采用的Keeler’s公式。
另外,用户可以通过鼠标点击曲线过滤器(Curve Filter)中任意一个颜色块,并在弹出的选择颜色对话框中对颜色进行编辑,如图 11所示。
图10 FLD设置窗口图 11编辑曲线过滤器颜色块4.选择Edit FLD Window按钮定义FLD绘制窗口的位置。
5.单击Play按钮进行动画显示FLD变化过程。
6.单击Stop按钮停止动画显示。
7.在单帧的状态下选择最后一帧,如图 12所示。
图 12翼子板成形极限图根据上图所示,可以直观地看到红圈标注的红色区域有破裂,边缘法兰区域有起皱,但起皱区域不在零件内部,不影响零件地使用,而零件大部分面积都在安全区域,这种情况表明此零件的成形性还是比较好的。
注意:eta/POST缺省的FLD方程采用的是Keeler公式,而Keeler公式是通过钢材而推导出来的,所以在拉深过程中如果板坯的材料为铝材或者别的材料的话,那么用户需要自己提供FLC曲线。
那样,用户就可以通过导入曲线的方法,输入FLC曲线。
导入FLC曲线的具体操作,请参考eta/POST用户手册中成形极限图一节。
减薄率分析(Thinning)减薄率分析图用于以厚度变化评价成形的质量。
1.在工具栏中,单击按钮。
2.在Current Component下拉菜单中选择THINNING。
3.单击Contour Setting按钮,设置Contour Level为10,Contour Rang的最小值为3,最大值为25。