汽车装配工艺设计原则及方法..34页PPT
- 格式:ppt
- 大小:3.24 MB
- 文档页数:4


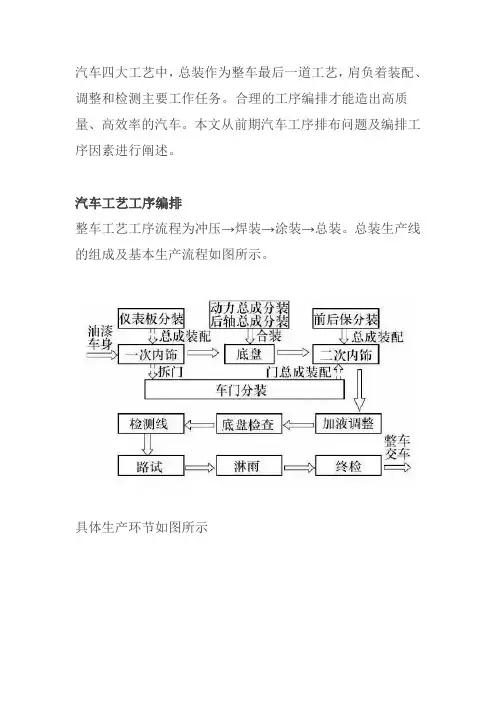
汽车四大工艺中,总装作为整车最后一道工艺,肩负着装配、调整和检测主要工作任务。
合理的工序编排才能造出高质量、高效率的汽车。
本文从前期汽车工序排布问题及编排工序因素进行阐述。
汽车工艺工序编排整车工艺工序流程为冲压→焊装→涂装→总装。
总装生产线的组成及基本生产流程如图所示。
具体生产环节如图所示前期工序排布在车型投产批量前期,规划部门对工序进行规划排布,新车型的工序初步排版主要是参考同类平台车型进行试制生产。
在后期生产过程中,出现如下问题:(1)人员装配物料量不均,工时节拍不平衡,导致员工抱怨大。
(2)人员左右跑动装配,装配过重件时无设备协助,劳动强度大。
(3)某些装配件被其他装配件覆盖,过程检验人员无法确认。
工序编排原则1. 装配先后顺序在编排过程中按照先后顺序,由内到外,进行逐层覆盖性装配。
在过程中,对于工段内装配覆盖件,必须要考虑过程检验员对覆盖件的检验方便程度,确保每个件能检查到位。
不会因为出现覆盖件查不到而放到后道工序,进而带来质量隐患。
在整个工序编排中,要做到装配顺序合理,不影响下道工序装配作业。
2. 同系统零件集中装配同系统的零件在同一组(生产线)装配,对整车物料分成几十个系统,例如安全带系统、标牌系统等,将系统零件安排在同一地点装配,在装配过程中不容易引起错漏装发生。
在新车型试制培训过程中,便于集中培训,减少培训时间。
在装配过程中便于质量要点控制,在检查过程中,方便检查系统的功能。
3. 同种零件集中紧固带复紧对于一个点螺栓的紧固、复紧工作,应放在同一工位进行,以便发现错误立即反馈给工人,避免总装错误。
4. 零部件分装模块化整车装配应尽力使用模块化进行装车,汽车可实现的模块有:仪表板模块、动力总成模块、后桥模块和四门分装模块。
模块尽可能将可在主生产线外装配总成剥离出工序,减少主生产线装配零件数量,增加主线员工装配的空间,降低主生产线作业工时和减少主线人员作业量。
5. 工位比例及工位工艺高度(1)合理分析装配零件数量,均衡工位设置的比例。

品的生产过程。
一、1. 分析产品图样,划分装配单元,确定装配方法。
2. 拟定装配顺序,划分装配工序。
3. 计算装配时间定额。
4. 确定各工序装配技术要求,质量检查方法和检查工具。
5. 确定装配时零部件的输送方与所需的设备和工具。
6. 选择和设计装配过程中所需的工具、夹具与专用设备。
1. 保证产品装配质量,力求提高质量,以延长产品的使用寿命。
2. 合理安排装配顺序和工序,尽量减少钳工手工劳动量,缩短装配周期,提高装配效率。
3. 尽量减少装配占地面积,提高单位面积生产量。
4. 尽量降低装配成本。
二、制定工艺规程的依据;1. 产品的装配图与验收技术标准。
2. 产品的生产纲领。
3. 现有的生产条件。
三、产品结构的装配工艺性1. 产品应能分成若干个独立装配的装配单元。
2. 要有正确的装配基准。
3. 应便于装配和拆卸。
4. 正确选择装配方法。
5. 应尽量减少装配时的修配和机械加工。
1.选配法:将配合副中各零件仍按经济精度创造,然后选择合适的零件进行装配,以保证装配精度。
2.修配法:在零件上预留修配量,在装配过程中用手工锉、刮、研等方法修去该零件上的余量,以满足装配精度。
3.调整法:原则上与修配法相似,用一个可调整零件,在装配时调整它在机器中的位置或者增加一个定尺寸零件以达到装配精度。
4.互换法:实质上是控制零件加工误差来保证装配精度的一种方法;六、1、发动机的冷磨合冷磨合是将装配好等待磨合的发动机,安装固定在磨合试验台上,利用外来动力 (如电动机加变速器,或者磨合好的发动机),带动待磨合的发动机以不同的转速运转,在惯性负荷作用下实现磨合的方法,如图所示为发动机冷磨合试验台。
发动机冷磨合规X 与注意事项是:①冷磨合的发动机要加足机油,通常用20 号机械油作为发动机机油,机油要保持正常的机油压力,以便有利于散热和冲洗磨擦面。
②冷磨合时,普通不装火花塞(汽油机)或者喷油器(柴油机),燃油供给系也应住手供油,以减轻发动机运动部件的负荷,有利于发动机运动部件初始阶段的磨合。
「干货」汽车总装工艺的设计原则汽车总装工艺的布局首先应遵循前面所述的七大原则,然后结合各企业场地的具体实际进行合理规划。
目前常见的总装工艺布局型式主要有S形、T形及U形等三种,如图5-1、5-2、5-3所示。
神龙汽车公司、东风本田汽车公司的总装线采用的是S形布局,上海通用汽车公司的总装线采用的是T形布局,载货汽车及微型车总装线大多采用U形布局。
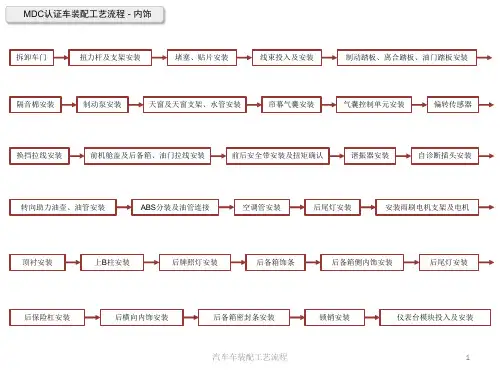
模块化生产为了便于汽车总装质量的控制与总装工艺的规范化管理,汽车总装工艺常将其分为若干个模块,如:内饰装配一线、内饰装配二线、底盘分装线、车门分装线、仪表台分装线、车轮分装、车身合装线、终装线、性能检测线等。
汽车总装工艺十分复杂,由数百个工位组成,图5-4是某汽车公司汽车总装工艺的主要工艺流程。
为了简化总装工艺、提高总装效率,汽车总装已普遍实现了模块化生产,即将多个总成部件按照其装配关系或功能的关联性组合成一个个的装配模块,如:将动力系统(包括发动机及整个传动系统)、车桥与悬架集成为一个底盘装配模块(见图5-5),将汽车全部仪表与空调机组组成一个模块(见图5-6),将车门及安装在车门上的全部附件组合成一个模块(见图5-7)等。
汽车总装生产方式汽车总装已普遍采用准时制拉动式生产方式JIT ,即以看板管理为手段,采用“取料制”,即最后一道工序依据市场需求进行生产,对本工序在制品短缺的量,从前道工序取相同的在制品量,从而形成全过程的拉动控制系统。
这种“拉动式”逆向控制方式,把由于企业划分所形成的、相对孤立的工序成产同步化地衔接起来,从容有效地制止了盲目过量生产,大幅度减少了在制品的数量,提高了生产效率和和生产系统的柔性。
为此需根据企业的经营方针和市场预测,制定年度计划、季度计划以及月度计划,然后据此制定出日生产计划。
但这些计划都是滚动调整的动态计划,对生产只起到预测指导和参考作用。
在生产实际中,通过产品订单拉动进行生产。
真正作为生产指令的最终投产顺序指令只下达到最后一道工序,即总装配线(混流生产线)。