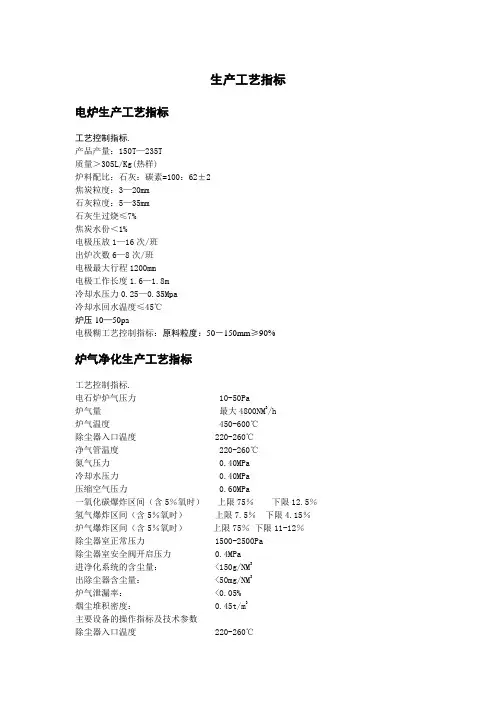
电石生产工艺及控制方案
- 格式:doc
- 大小:517.00 KB
- 文档页数:10
电石生产工艺及自控实施方案总结
电石是有机合成工业的重要基本原料。电石的分子式为CaC2,密度2.22g/cm3(18℃),熔点2300℃,在空气中能吸收水份,能导电,纯度越高,导电越易,在水中分解生成乙炔和氢氧化钙,并放出热量。以电石乙炔为原料可制取乙烯、氯丁橡胶、氰氨化钙、乙酸、三氯乙烯、醋酸和醋酐等数以千种的有机化合物,因此乙炔也被誉为“有机合成工业之母”。
1. 电石生产发展的现状
电石行业在我国的发展已有50多年的历史,取得了举世瞩目的成绩。尤其随着以乙炔为源头的工业,主要是PVC(聚氯乙烯)行业的迅速发展,电石的产能、产量也发展迅速,目前已跃居世界首位,并仍然呈高速上升趋势。统计数据显示2006年电石产能达到2000万t以上,产量突破1000万t;2007年产能突破2500万t,产量达到1700万t。并且今后的几年内仍将会以每年20%以上的速度增长。
在2003年之前国内电石厂的数量和规模都是比较小的。全国电石生产厂家一共有100余家,其中生产能力在5万t/a以上的只有20余家。而在2004年,仅仅一年的时间,在下游产品特别是聚氯乙烯拉动下国内电石产能大幅地增长。在2004年我国中型规模以上电石生产企业250多家。其中,产量达5万吨以上的有36家,超过10万吨的有5家。而到目前,全国已经有中型规模以上电石生产企业300多家,产量超过10万吨的有15家。生产厂家主要分布在发电能力比较集中的西部地区,如内蒙古、甘肃、宁夏、四川和云南。
在工艺方面,前几年还有很多对环境污染很大、资源消耗高、操作环境极其恶劣的开放式电石炉。而随着国家对电石行业进行调控,将准入的门槛提高,以及国内厂家对国外先进电石生产工艺及设备的研究和消化,在2005年之后新上的电石生产装置基本上都采用内燃式(或称半密闭式)和密闭式电石炉工艺。在能耗、安全、环保和自控水平等方面都较以前有很大的提高。
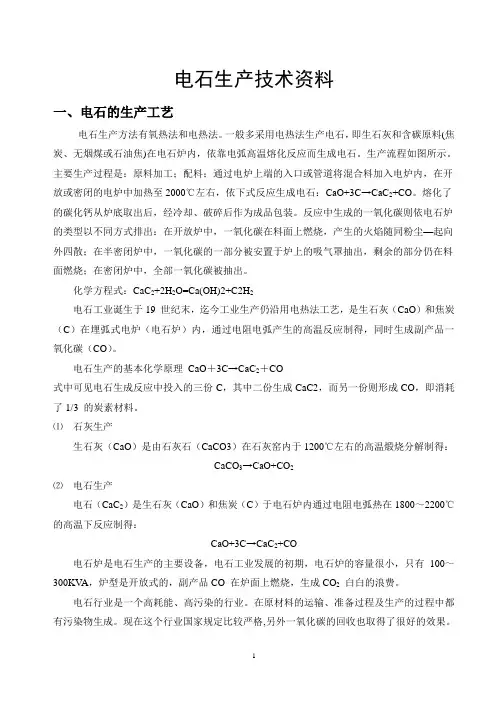
2. 电石生产的工艺
电石生产将分为原料贮运、炭素干燥及输送、电石生产、固态电石冷却、破碎、储存和除尘几个工序。
1)原料贮运
电石生产主要原料焦炭、石灰、电极糊运入厂区后,经地中衡计量后贮存。焦炭采用露天堆场和焦棚贮存,石灰采用地下料仓贮存。 焦炭干燥时由装载机送到受料斗中,经带式输送机及斗式提升机送到破碎筛分楼筛分,筛分粒度合格的焦炭通过带式输送机送至炭材干燥中间料仓。石灰需要经带式输送机送至石灰破碎筛分楼进行破碎筛分,破筛粒度合格的石灰则送至合格石灰贮斗。需要石灰时,通过振动给料机、石灰皮带、斗式提升机、犁式卸料器、炉顶皮带和卸料阀加入到电炉上面的石灰料仓中。
2)炭素干燥及输送
合格粒度焦炭由胶带输送机分别送入湿焦炭仓,再由电机振动给料机把焦炭送入回转干燥机进行烘干。经过烘干后的物料由胶带输送机斗式提升机送往配料站,储存备用。
烘干炭素的热量由热风炉供给,达到400~600℃,炭材物料流入烘干机内,由回转干燥机转动,其内部栅格式扬板使物料均匀扬起,使热风与物料充分接触,热风把物料中水份带走,起到干燥物料作用。热风炉以煤为燃料。用过的热风低于160℃进入旋风除尘器、布袋除尘器净化排空,收集的炭材粉被送入炭材粉仓,再由汽车送至厂外。除尘后的废气达标经烟囱排空。各种炭素(焦炭和白煤)通过称重皮带按照配比,经过平皮带、斗式提升机、犁式卸料器、炉顶皮带和卸料阀加入到电炉上面的炭素料仓中。
3)电石生产
合格粒度的石灰、炭素在电炉上面的料仓中,通过振动给料机按照一定的重量配比加入到称重斗中。再通过称重斗的振动给料机按一定的重量配比,同时将炭素和石灰下料到混料仓中,再由下料阀和向下延伸到电炉内的料管靠重力进入炉中。
电石炉是将电能(电弧和电阻发生的热)来进行加热的装置。电能由变压器和导电系统经自焙电极输入炉内,石灰和炭素原料在电弧电阻产生的高温(2000~2200℃)下转变成电石。
在电石的生产中,电极本身也是要消耗的,因此每隔半小时到1小时的时间就需要对电极进行一次压放,每次压放50mm。同时,为了使电炉保持高温和生产的稳定性需要保持恒定的电流、或者功率、或者流压比。在正常情况下,稳定电流、或者功率、或者流压比是通过调节电极插入炉料的深度,即升降电极来实现的。
一般,每隔一小时左右从炉口出炉一次,出炉的即是冶炼好的电石了。出炉时采用烧穿装置,让熔融的电石从假炉门流入牵引小车上的电石锅内,由卷扬机将小车拉到冷破厂房进行冷却破碎。
4)冷却、破碎、储存
液态电石注入电石锅经卷扬机牵引小车送至冷却厂房。由吊钩桥式起重机将电石锅用吊具从小车上吊出,放置在“热锅预冷区”冷却。待液态电石凝固成砣后从锅内吊出放置在冷却区继续冷却(冷却时间约20—22h)。再由吊钩桥式起重机通过专用卡具将整砣电石从锅内吊出,送至破碎平台进入一次破碎机破碎(破碎后的块状电石粒度≤200mm)。再经带式输送机送至二次破碎机破碎(破碎后的块状电石粒度≤80mm)。然后再经带式大倾角输送机送至成品电石仓贮存。需要时经方形电动鄂式阀以汽车运出。
5)电炉尾气除尘
出于环保的考虑,电炉的尾气因含有大量的烟尘需要经过除尘才能排放到大气中。电炉尾气除尘的方式有电除尘方式和布袋除尘方式,而目前采用比较多的则是布袋除尘方式。采用布袋除尘的工艺是电炉的尾气先经过空气冷却器将温度降下来在送入一个个并联的布袋除尘器中。烟尘留在布袋的内侧,透过布袋的气体直接排放到大气中。布袋除尘器需要每隔一段时间进行一次清灰和卸灰,以保证它除尘的能力。
3. 电石装置自动实施方案
电石生产装置的控制点数不算多,公用部分670个测点,每台电炉380个点。但是它的自控方案是比较复杂的,联锁和顺序控制很多,而普通的回路控制几乎没有。联锁程序主要包括:干燥尾气温度联锁、输送系统联锁、除尘器联锁、大除尘输送联锁、电炉尾气温度和压力联锁、压放设备联锁、液压系统联锁、液压系统卸荷联锁。顺控程序包括:碳素和石灰的输送控制、电炉配料和加料控制、电极压放控制、电极上拔控制、大除尘清灰卸灰控制。另外,电极的升降也是复杂控制。
1) 干燥尾气温度联锁
干燥尾气温度联锁是为了保护给干燥尾气除尘的布袋除尘器的。当尾气温度高时需要开启混风阀,将冷的空气混入尾气中再进入布袋;而当温度达到高高限报警时,则需要关闭尾气进除尘器的阀门,将尾气直接放空,以避免烧坏布袋。
2) 输送系统联锁
输送系统联锁程序是在输送过程中,当后面的设备出现故障时联锁前面的设备也停止,以防止堆料、卡料而损坏设备。联锁的顺序是:炉顶皮带 → 滚动筛 → 挡边皮带机 →
输送平皮带 → 碳素称重皮带或石灰振动给料机
3) 除尘器联锁
除尘器联锁是在卸灰过程中,如果卸灰阀出现故障(阀门开关反馈没到位或者电机不转)要联锁停止灰仓振荡器并关闭正吹和反吹阀门,同时将该布袋除尘器切除到离线状态。
4) 大除尘输送联锁 在大除尘布袋除尘器卸灰过程中,如果后面的设备出现故障时联锁前面的设备也停止,以防止堆料、卡料而造成设备的损坏。联锁的顺序是:大倾角皮带 → 埋刮扳机C → 埋刮扳机A和B。
5) 电炉尾气温度和压力联锁
当干燥尾气的温度超高时,为了保证后面大除尘的布袋除尘器不被烧坏,将采取一系列的措施。措施包括:立刻开启已投入联锁的、尾气温度最高的电炉的混风阀;待30秒后,如果温度仍没有恢复到正常值,则开启已投入联锁的、尾气温度第二高的电炉的混风阀;待60秒过后,如果温度仍没有恢复到正常值,则开启尾气最后一个电炉(已投入联锁的)的混风阀;待90秒过后,如果温度仍没有恢复到正常值,则将投入联锁的电炉的放散阀全部开启。而采取了措施后,温度恢复到正常值时,则将以开启的混风阀和放散阀全部关闭,恢复到联锁之前的正常状态。
当干燥尾气的压力超高时,为了保证后面大除尘的布袋除尘器不被冲破,将联锁将已投入联锁的电炉的放散阀全部开启。
6) 压放设备联锁
在电炉的电极已送电的情况下,电极下滑脱落到炉底将酿成重大事故,所以必须保证上磨擦环和下磨擦环是不能同时松开的。因此,当上磨擦环松开时,联锁关闭下磨擦环;而当下磨擦环松开时,联锁关闭上磨擦环。
当在电炉的电极已送电的情况下,是不允许进行上拔操作的。即有变压器合闸反馈信号时,联锁电极上拔不能启动。
当把持器没有半送、下磨擦环没有松的情况下,是不能进行压放的;当把持器没有全送、下磨擦环没有松的情况下,也是不能上拔的
7) 液压系统联锁
当液压系统压力低的时候自动启动一台油泵,当压力达到高限设定值时,油泵自动停止,但是如果油泵启动后在规定的时间内压力没有达到高限设定值,则自动将另一台油泵启动,然后将先启动的油泵关闭,并发出报警。
8) 液压系统卸荷联锁
液压系统卸荷是将油泵关闭,将油路上的卸荷阀打开,将油压卸掉。此时,大力缸、小力缸、把持器的进油路和回油路上的电磁阀必须出于关闭状态,否则,因为没有油压,电极将会下落,从而造成安全事故。
液压系统的卸荷通常是在设备出现故障的时候使用。例如,通过电极升降调节电流时,连续6次向同一方向的动作仍无法使电流恢复到正常状态时,说明大力缸或许出现了问题,操作员可能就会对液压系统进行卸荷。
9) 碳素和石灰的输送控制
碳素的输送控制包括各种碳素进行配比加料和输送两部分。电石生产中加的碳素包括焦炭和白煤(俗称无烟煤),通常是两种以上进行配比。动态配比加料对于比例和配料的均匀性要求很高,因此可以采取以一种碳素为基准,其他几种碳素根据他进行随动调节。
碳素和石灰的输送过程是相似的,输送的设备也基本相同。输送程序控制的难点是实现自动控制,即什么时候启动输送,向哪个料仓加,什么时候停止称重皮带或者振动给料机。启动输送程序的条件是:当一个电炉的料仓出现低低位报警,或者没有低低位报警时,某一个电炉出现低位报警的料仓数目达到设定值,就启动输送程序。优先加低低位的料仓,如果没有低低位的料仓,则按照位置顺序依次加。每启动一次输送程序则将所加电炉的所有料仓全部填满。
10) 电炉配料和加料控制
现场的操作人员根据电炉的各个电极周围物料的消耗情况决定是否启动一次加料过程。加料之前要先将碳素和石灰按照设定的比例加到各自的计量料斗里,当下料阀和混合给料机(有的电炉电极是有的,有的是没有的)开启后,将两个计量料斗下面的振动给料机按照一定的频率开启,则开始加料过程。
在加料过程中,碳素和石灰也要按照设定的比例进行加入。方法是将石灰的振动给料机的频率固定,碳素振动给料机的频率根据实时的配比独断的调整大小。
11) 电极压放控制
电极在电石生产中是要消耗的,因此隔段时间就需要对电极压放一次。压放是一个严格的顺控程序,动作的顺序和条件判断,以及各动作间的延迟时间都必须严格遵守,否则将可能出现重大的安全事故。
其逻辑框图如下所示: Start小力缸行程低于L松开上磨擦环NOYES上磨擦环全松反馈为ONYES把持器半松把持器半松反馈为ONYES小立缸升到达L位置位置反馈为ONYES小立缸停上磨擦环抱紧上磨擦环抱紧反馈为ON延时3秒松开下磨擦环下磨擦环全松反馈为ONYES小立缸降行程到达最低点最低点位置反馈为ONYES小立缸停下磨擦环抱紧NONONONONONO下磨擦环抱紧反馈为ONNOYES把持器抱紧把持器抱紧反馈为ONNOEND高度大于L松开上磨擦环上磨擦环全松反馈为ONNOYES小立缸降到达L位置位置反馈为ONYES小立缸停上磨擦环抱紧NO上磨擦环抱紧反馈为ONNOYESYESNO置入下放行程L