特种铸造及铸造新技术
- 格式:ppt
- 大小:3.63 MB
- 文档页数:70
特种铸造:铸型用砂较少或不用砂、采用特殊工艺装备进行铸造的方法,如熔模铸造、金属型铸造、压力铸造、低压铸造、离心铸造、陶瓷型铸造和实型铸造等。
特点:特种铸造具有铸件精度和表面质量高、铸件内在性能好、原材料消耗低、工作环境好等优点。
但铸件的结构、形状、尺寸、重量、材料种类往往受到一定限制。
一、熔模铸造(失蜡铸造)(一)熔模铸造的工艺过程1.制造蜡模蜡模材料常用50%石蜡和50%硬脂酸配制而成。
如图1-34a所示。
为提高生产率,常把数个蜡模熔焊在蜡棒上,成为蜡模组,如图1-34b所示。
2.制造型壳在蜡模组表面浸挂一层以水玻璃和石英粉配制的涂料,然后在上面撒一层较细的硅砂,并放入固化剂(如氯化铵水溶液等)中硬化。
使蜡模组外面形成由多层耐火材料组成的坚硬型壳(一般为4~10层),型壳的总厚度为5~7mm,如图1-34c所示。
3.熔化蜡模(脱蜡)通常将带有蜡模组的型壳放在80~90℃的热水中,使蜡料熔化后从浇注系统中流出。
4.型壳的焙烧把脱蜡后的型壳放入加热炉中,加热到800~950℃,保温0.5~2h,烧去型壳内的残蜡和水分,并使型壳强度进一步提高。
5.浇注将型壳从焙烧炉中取出后,周围堆放干砂,加固型壳,然后趁热(600~700℃)浇入合金液,并凝固冷却。
6.脱壳和清理用人工或机械方法去掉型壳、切除浇冒口,清理后即得铸件。
熔模铸造的工艺过程(二)熔摸铸造铸件的结构工艺性熔摸铸造铸件的结构,除应满足一般铸造工艺的要求外,还具有其特殊性:1.铸孔不能太小和太深否则涂料和砂粒很难进入腊模的空洞内,只有采用陶瓷芯或石英玻璃管芯,工艺复杂,清理困难。
一般铸孔应大于2mm.。
2.铸件壁厚不可太薄一般为2~8mm。
3.铸件的壁厚应尽量均匀熔摸铸造工艺一般不用冷铁,少用冒口,多用直浇口直接补缩,故不能有分散的热节。
(三)熔模铸造的特点和应用熔模铸造的特点是:(1)铸件精度高、表面质量好,是少、无切削加工工艺的重要方法之一,其尺寸精度可达IT11~IT14,表面粗糙度为Ra12.5~1.6μm。

五种常见的铸造工艺及其在铸造行业中的应用案例铸造工艺是一种常见的制造工艺,用于生产各种金属制品和零部件。
本文将介绍五种常见的铸造工艺,并通过应用案例来展示它们在铸造行业中的实际运用。
一、砂型铸造工艺砂型铸造是最常见和传统的铸造工艺之一。
它使用砂型作为铸型材料,将液态金属倒入模具中,待金属凝固后,砂型被破碎以得到铸件。
这种工艺广泛应用于生产大型铸件,如发动机缸盖和机床床身等。
案例一:汽车制造业中的缸体铸造在汽车制造业中,发动机的缸体通常是用砂型铸造工艺生产的。
砂型可以灵活地制作出各种复杂形状和内腔结构,满足汽车发动机缸体的要求。
二、金属型铸造工艺金属型铸造是一种使用金属模具的铸造工艺。
金属模具可以重复使用,提高了生产效率和产品质量。
这种工艺适用于生产高精度和大批量的铸件。
案例二:飞机引擎叶片的制造飞机引擎叶片是需要具备高精度和高强度的金属部件。
金属型铸造工艺可以制造出符合要求的叶片,有助于提高飞机引擎的性能。
三、压铸工艺压铸是一种将液态金属注入高压模具中,通过施加压力使金属充填模腔的铸造工艺。
压铸可用于生产精密度高、尺寸复杂的铸件。
案例三:手机外壳的生产手机外壳通常由铝合金或镁合金制成,具有精密的尺寸和复杂的结构。
压铸工艺能够满足手机外壳的质量和生产效率要求。
四、连续铸造工艺连续铸造是一种将液态金属连续倒入模具中,通过连续冷却和切割得到连续条状铸坯的工艺。
它适用于生产长条状铸件,如铁路轨道和钢板等。
案例四:钢铁工业中的连铸连铸广泛应用于钢铁工业,以生产各种规格和长度的钢坯。
通过连续铸造工艺,可以提高钢坯的质量和生产效率。
五、精密铸造工艺精密铸造是一种生产高精度和复杂形状铸件的工艺。
它通常结合了其他铸造工艺,如石膏型铸造和失蜡铸造等。
案例五:航空航天领域中的精密铸造在航空航天领域,精密铸造被广泛应用于生产航空发动机的复杂部件,如叶轮、涡轮等。
精密铸造工艺的使用可以确保零部件的高精度和性能要求。
总结:通过对五种常见铸造工艺的介绍和应用案例的展示,可以看出在铸造行业中这些工艺的重要性和广泛运用。

国外熔模铸造新材料和新工艺的发展概况一、熔模铸造技术概述熔模铸造是一种传统的金属铸造技术,它通过将金属加热到液态,然后倒入预先制作好的熔模中进行成型。
这种技术具有成型精度高、表面光洁度好等优点,广泛应用于汽车、航空航天、电子设备等领域。
二、国外熔模铸造新材料和新工艺的发展概况1. 新材料的应用在熔模铸造中,新材料的应用可以提高产品的性能和质量。
例如,在航空航天领域,采用高温合金材料可以提高部件的耐高温性能;在汽车领域,采用铝合金可以降低车身重量。
此外,还有一些新型材料如钛合金、镍基合金等也得到了广泛应用。
2. 新工艺的发展随着科技不断进步,新工艺也不断涌现。
其中最具代表性的是快速凝固技术和数控加工技术。
快速凝固技术是利用高速冷却来制备非晶态或细晶粒材料,提高材料的强度和硬度。
这种技术可以应用于熔模铸造中,制备出更加高性能的铸件。
数控加工技术则是通过计算机控制机床进行加工,可以实现高精度、高效率、低成本的生产方式。
这种技术可以应用于熔模铸造中,提高产品的加工精度和生产效率。
三、国外熔模铸造新材料和新工艺的应用案例1. 高温合金材料在航空领域的应用高温合金材料具有优异的耐腐蚀性和耐高温性能,在航空领域得到了广泛应用。
例如,美国通用电气公司采用了一种名为“单晶涡轮叶片”的部件,该部件采用了先进的熔模铸造技术,结合快速凝固技术制备出非晶态合金材料,从而实现了更好的性能。
2. 铝合金在汽车领域的应用铝合金具有轻质、强度高等特点,在汽车领域得到广泛应用。
例如,德国宝马公司采用了一种名为“i3”的电动车型,该车身采用了铝合金材料,从而实现了更轻量化的设计。
四、国外熔模铸造新材料和新工艺的未来发展趋势1. 绿色环保随着环保意识的不断提高,绿色环保已经成为了未来发展的重要趋势。
在熔模铸造中,采用可再生材料和节能减排技术将成为未来发展的方向。
2. 数字化制造数字化制造是将数字技术应用于制造业中,可以实现高效率、高精度、低成本的生产方式。

特种铸造的特点和应用特种铸造是指在普通铸造工艺的基础上,通过改变材料、工艺和设备等方面的参数,以满足特殊要求的铸造工艺。
特种铸造具有独特的特点和广泛的应用。
特种铸造的特点主要体现在以下几个方面:1. 材料选择多样化:特种铸造可以根据不同的要求选择不同的材料,如高温合金、耐腐蚀材料等,以满足特殊工作环境下的使用需求。
2. 工艺参数可调性强:特种铸造可以通过调整工艺参数,如温度、压力、速度等,来控制铸造过程中的凝固组织、缺陷和性能等,以获得符合要求的铸件。
3. 设备要求高:特种铸造通常需要使用特殊的设备和工具,如真空熔炼炉、真空铸造设备等,以保证铸造过程的精确控制和高质量的铸件。
4. 铸件质量高:特种铸造可以通过优化工艺参数和材料选择,使铸件具有优异的性能,如高强度、高耐热、高耐蚀等,以满足特殊工作条件下的使用要求。
特种铸造的应用范围广泛,涉及到多个行业和领域,以下是一些常见的应用领域:1. 航空航天工业:特种铸造在航空航天工业中得到广泛应用,如用于制造发动机叶片、涡轮盘、航空航天结构件等,以满足高温、高压、高速等复杂工作环境下的使用要求。
2. 能源工业:特种铸造在能源工业中的应用很多,如用于制造核电设备的反应堆压力容器、核燃料包壳等,以满足高温、高压、辐射等特殊条件下的使用要求。
3. 化工工业:特种铸造在化工工业中的应用主要是制造耐腐蚀材料的设备和部件,如耐酸泵、耐腐蚀阀门等,以满足复杂的介质和工作环境下的使用要求。
4. 汽车工业:特种铸造在汽车工业中广泛应用于发动机、变速器、悬挂系统等关键部件的制造,以提高汽车的性能和可靠性。
5. 铁路工业:特种铸造在铁路工业中主要应用于制造高速列车的车轮、车架等关键部件,以满足高速、高荷载等特殊工况下的使用要求。
特种铸造的发展对于提高工业生产的技术水平和产品质量具有重要意义。
通过不断改进特种铸造工艺和材料,可以满足各行各业对于高性能、高可靠性铸件的需求,推动相关行业的发展和进步。
第五节特种铸造特种铸造是指与砂型铸造不同的其它铸造方法。
可列入特种铸造的方法有近二十种,常用的有金属型铸造、压力铸造、低压铸造、熔模铸造、离心铸造、陶瓷型铸造、消失模铸造等。
特种铸造在提高铸件精度和表面质量、提高生产率、改善劳动条件等方面具有独特的优点。
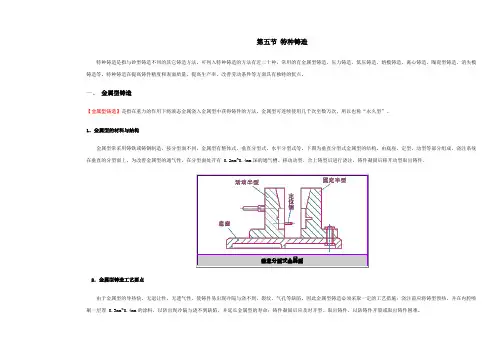
一、金属型铸造【金属型铸造】是指在重力的作用下将液态金属浇入金属型中获得铸件的方法。
金属型可连续使用几千次至数万次,所以也称“永久型”。
1.金属型的材料与结构金属型常采用铸铁或铸钢制造,按分型面不同,金属型有整体式、垂直分型式、水平分型式等。
下图为垂直分型式金属型的结构。
由底座、定型、动型等部分组成,浇注系统在垂直的分型面上,为改善金属型的通气性,在分型面处开有 0.2mm~0.4mm深的通气槽。
移动动型、合上铸型后进行浇注,铸件凝固后移开动型取出铸件。
2.金属型铸造工艺要点由于金属型的导热快、无退让性、无透气性,使铸件易出现冷隔与浇不到、裂纹、气孔等缺陷。
因此金属型铸造必须采取一定的工艺措施:浇注前应将铸型预热,并在内腔喷刷一层厚 0.3mm~0.4mm的涂料,以防出现冷隔与浇不到缺陷,并延长金属型的寿命;铸件凝固后应及时开型、取出铸件,以防铸件开裂或取出铸件困难。
3.金属型铸造的特点及应用范围金属型使用寿命长,可“一型多铸”,提高生产率;铸件的晶粒细小、组织致密,力学性能比砂型铸件高约25%;铸件的尺寸精度高、表面质量好;铸造车间无粉尘和有害气体的污染,劳动条件改善。
金属型铸造的不足之处是金属型制造周期长、成本高、工艺要求高,且不能生产形状复杂的薄壁铸件,否则易出现浇不足和冷隔等缺陷;受铸型材料的限制,浇注高熔点的铸钢件和铸铁件时,金属型的寿命低。
目前金属型铸造主要用于大批量生产形状简单的铝、铜、镁等非铁金属及合金铸件。
如铝合金活塞、油泵壳体,铜合金轴瓦、轴套等。
二、压力铸造【压力铸造】是指熔融金属在高压下快速压入铸型中,并在压力下凝固的铸造方法,简称“压铸”。
特种铸造技术的研究及发展趋势作者:马清杰来源:《城市建设理论研究》2013年第18期摘要:本文主要讨论了四种特种铸造工艺及各自所具有的特点,从铸件的批量、材质、大小、结构等方面的比较,探讨了不同零件所适合的铸造方法。
最后,分析了铸造技术发展的趋势。
关键词:铸造工艺;特点;趋势中图分类号:TU74 文献标识码:A 文章编号:一、特种铸造概述铸造是一种液态金属成型的方法。
在各种铸造方法中,用得最普遍的是砂型铸造。
这是因为砂型铸造对铸件形状、尺寸、重量、合金种类、生产批量等几乎没有限制。
为适应这些要求,铸造工作者发明了许多新的铸造方法,这些方法统称为特种铸造方法,即特种铸造。
常用的特种铸造方法有熔模精密铸造、石膏型精密铸造、陶瓷型精密铸造、消失模铸造、金属型铸造、压力铸造、低压铸造、差压铸造、真空吸铸、挤压铸造、离心铸造、连续铸造、半连续铸造、壳型铸造、石墨型铸造、电渣熔铸等。
常用的特种铸造工艺包括:熔模铸造、金属模铸造、消失模铸造…压力铸造等。
二、特种铸造方法及特点1、熔模铸造熔模精密铸造是在古代失蜡铸造基础上发展起来的。
具体的做法是:用易熔材料制成与零件相同的模型,在模型上涂挂由耐火材料(石英、刚玉等)及高强度黏结剂(硅酸乙酯或水玻璃)组成的涂料,或者用石膏浇注形成一定厚度的型壳,然后加热熔失模型,模壳经高温焙烧后再浇注获得铸件的过程。
熔模铸造方法最大的优点是铸件有着很高的尺寸精度(CT4~6)和表面光洁度(Ra1.6~3.2 μm),只是在零件上要求较高的部位留少许加工余量即可,所以可减少机械加工工作;甚至某些铸件只留打磨、抛光余量,不必机械加工即可使用。
由此可见,采用熔模铸造可大量节省机床设备和加工工时,大幅度节约金属材料。
熔模铸造的另一个优点是,它可以铸造各种合金的复杂的铸件,特别可以铸造高温合金铸件,如:喷气式发动机的叶片,其流线型外廓与冷却用内腔,用机械加工工艺几乎无法形成。
用熔模铸造工艺不仅可以做到批量生产,保证了铸件的一致性,而且避免了机械加工后残留刀纹的应力集中。
常用的特种铸造方法常用的特种铸造方法有很多种,以下是其中几种比较常见和广泛应用的特种铸造方法。
1. 砂模铸造:砂模铸造是最常见和传统的铸造方法之一。
它利用砂模作为铸型,通过将熔融金属浇铸到砂模中,待金属凝固后取出,最终得到所需的铸件。
砂模铸造方法简单、成本低,并且适用于各种金属和合金的铸造,因此广泛应用于铸造行业。
2. 熔模铸造:熔模铸造是一种高精度的铸造方法,用于生产复杂形状和高品质的铸件。
它使用可熔的模具材料制作出铸型,将熔融金属浇铸到模型中,待金属凝固后融化模型材料,最终得到形状精确的铸件。
熔模铸造方法适用于生产涡轮叶片、发动机缸体等高温、高压零件。
3. 高压铸造:高压铸造也被称为压力铸造或压铸,是一种常用的特种铸造方法。
它利用高压将熔融金属迫使进入金属模具中,待金属凝固后取出铸件。
高压铸造方法适用于生产复杂形状和高精度的铸件,广泛应用于汽车制造、航空航天和电子产品等行业。
4. 重力铸造:重力铸造也称为重铸,是一种主要利用重力作用的铸造方法,通过重力迫使熔融金属填充铸型。
重力铸造方法简单、成本低,适用于生产大型铸件和毛坯,广泛应用于机械制造和钢铁工业。
5. 低压铸造:低压铸造是一种将熔融金属浇注到真空状态下的铸造方法。
它通过在铸型上施加一定的正压力,使熔融金属进入铸型,并且在凝固期间保持压力。
低压铸造方法适用于生产中小型铸件和高品质铸件,广泛应用于航空航天和汽车制造等高端领域。
6. 氩气铸造:氩气铸造是一种利用惰性气体氩气防止熔融金属中气孔形成的铸造方法。
在铸造过程中,通过在熔融金属中通入氩气,它会与金属中的氧、氢等杂质反应,从而防止气孔形成。
氩气铸造方法能够提高铸件的密度和强度,广泛应用于汽车零部件铸造。
总之,以上是常用的一些特种铸造方法,每种方法在不同的情况下有其特定的优势和适用范围。
铸造技术作为一项传统且重要的制造工艺,在各个工业领域中扮演着重要的角色。
随着科技的不断发展,特种铸造方法也在不断创新和改进,以满足越来越高的工艺要求和产品质量需求。