国产大飞机的发展ppt课件
- 格式:ppt
- 大小:1.09 MB
- 文档页数:17

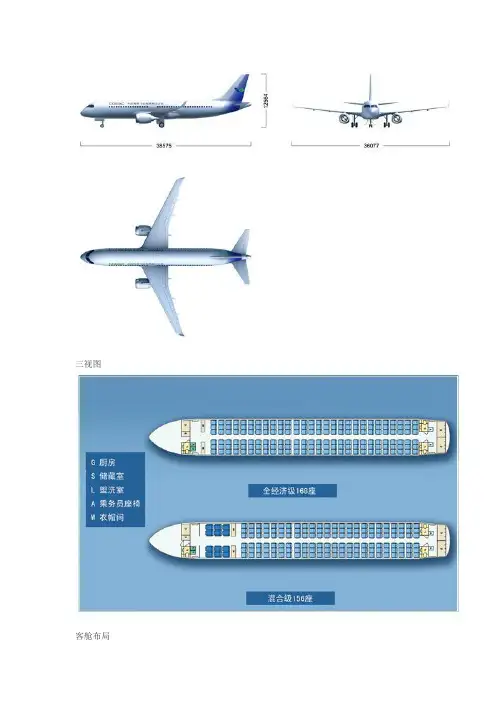
三视图客舱布局C919布局设计C919模型C919C919,是中国继运-10后自主设计的第二款国产大型客机。
C是China 的首字母,也是中国商用飞机有限责任公司英文缩写COMAC的首字母,同时还寓意,就是立志要跻身国际大型客机市场,要与Airbus(空中客车公司)和Boeing(波音)一道在国际大型客机制造业中形成ABC并立的格局。
第一个“9”的寓意是天长地久,“19”代表的是中国首型大型客机最大载客量为190座。
“C919”之后未来的型号可命名为“C929”,其中“29”代表这一机型的最大载客量为290座。
大型飞机重大专项是党中央、国务院建设创新型国家,提高我国自主创新能力和增强国家核心竞争力的重大战略决策,是《国家中长期科学与技术发展规划纲要(2006-2020)》确定的16个重大专项之一。
让中国的大飞机飞上蓝天,是国家的意志,人民的意志。
中国商飞公司是国家大型飞机重大科技专项的实施主体。
公司成立后,立即组建了一支来自全国47家单位,超过300人的大型客机联合工程队,举全国之力,聚全国之智,组织开展大型客机的技术经济可行性研究、总体技术方案论证和关键技术攻关,总体设计、系统规划、科学论证我国大型客机研制的总体蓝图。
C919的具体原则1. 坚持中国特色。
一切从我国的基本国情出发,充分发挥社会主义制度能够集中力量办大事的政治优势。
2. 体现技术进步。
要确保我们研制出来的大型客机在未来的同类产品中具有竞争性。
3. 深化战略合作。
要按照“主制造商-供应商”模式,深化国际国内合作,风险共担、利益共享,形成大型客机的国际国内供应商体系。
4. 创新体制机制。
要树立系统工程的理念和运用系统工程的方法,大力推进体制机制创新和管理创新。
5. 自主知识产权。
根据国内外市场需求,全面按照国际民航规章和适航标准,综合考虑安全、经济、舒适、环保的要求自主研发,拥有完全自主知识产权。
C919的基本原则1. 具有完全自主知识产权。

三、持续推进的中国大飞机发展目前中国大飞机的发展正在稳扎稳打地向前推进。
2017年5月5日,C919飞机完成了首飞。
2019年开始,C919的六架试飞机已经在上海、阎良、东营、南昌、锡林浩特、吐鲁番、敦煌等地进行密集的飞行试验。
2020年11月,C919获得了型号检查核准书,进入“局方审定试飞阶段”。
所谓“局方审定试飞”就是由国家民航局而非飞机制造商来审核C919的试飞性能,意味着C919已经要离开母厂,准备进入适航取证的环节了。
不过,从行业分析的角度说来:尽管目前国产大飞机正在稳步推进,但从供应链上来看,中国航空工业还有很多需要补齐的短板。
事实上,从大飞机五大系统的发展程度上,就能够大约感知到中国大飞机的发展水平了。
C919命名颇具深意“C”——中国商飞英文缩写“COMAC”的第一个字母,也代表“China”,也恰好与“空中客车(Airbus)”和“波音(Boeing)”的字头构成顺序排列。
“9”——代表“长久。
“19”——代表最大载客可达190座。
看完了C919名字的来历,下面我们来了解下他的基本参数:在《国家中长期科学和技术发展规划纲要(2006-2020年)》当中,C919被确定为16个重大科技专项之一。
这是因为,研发大型民航客机,不仅是提高国家自主创新能力、增强核心竞争力的重大战略举措,也是国家工业、科技水平和综合实力的集中体现。
需求管理体系为大飞机作保在研制之初,C919就将竞争国际市场作为目标,为国产大型客机“飞出国门”铺路。
因此,它是中国首款按照最新国际标准研制的干线民用飞机。
目前,国际上重要的标准之一,便是ARP4754A《民用飞机与系统研制指南》。
什么是“ARP 4754A”这一文件由美国自动工程协会(SAE)根据美国联邦航空局(FAA)的要求于2010年编写发布,用以证明高度综合与复杂航电系统对适航规章的符合性,是关于飞机系统研制的顶层规范。
可以说,从顶层设计开始就严格按照ARP 4754A规定的方法和流程研制民航客机,是获得美国与欧洲适航许可的重要基础,也是飞机走向市场的重要保证。


近日中国商飞表示将携C919样机亮相即将举行的珠海航展,媒体猜测这款国产大飞机的首批订单也将公布。
中国曾两度研制大飞机失败,而C919却进展顺利。
这其中最重要的原因就是中国转变了“自主研制”的思路。
这里我们将就中国大飞机发展思路的变迁进行一次全面回顾。
等待上运10进行参观的人群,就国产化来说运10可以说很成功,在当时也具有很大的影响。
不过因为经济型的原因,运10不可能进行批量生产。
在国产大飞机C919研制前,中国首先启动的是ARJ-21翔凤客机项目。
ARJ-21翔凤客机项目自2002年启动后,在媒体、网络上出现了很多为已经下马近20年的运-10飞机鸣不平的声音,诸如“中国自主研制的第一种大型飞机”、“只差三千万经费即可研制成功”、“民航总局崇洋媚外导致运10夭折”等等。
但实际情况又是如何呢?不考虑经济性的领导人专机根据公开资料,运-10飞机项目于1970年启动,1973年6月国务院、中央军委正式批准在上海研制大型客机,1980年9月26日首飞成功,1986年研制计划终止,共飞行了130多个起落、170多个飞行小时。
运-10是中国第一个独立自主研制的大型飞机,除发动机以外,其主要部件都是国内自主研制,其整体设计更是完全由国内技术力量独立完成,其国产化程度远远高于现在的ARJ-21和C-919客机,也高于当时仿制苏联产品的运-8和轰-6飞机。
如果以国产化程度而论,那么运-10无疑是非常成功的,但是在其高国产化比例的背后,我们又付出了什么样的代价呢?运-10飞机从一开始就是作为领导人专机研制的,其研制要求一共有三项:航程超过一万公里;能直飞阿尔巴尼亚首都地拉那;不考虑经济性。
之所以如此要求,是因为70年代初中国同时与华约和北约集团敌对,在国际社会上缺乏友好国家,只有同样被华约集团排斥的“欧洲社会主义的明灯”阿尔巴尼亚支持我们。
为了让领导人能直飞地拉那,同时展示中国的技术实力,因此就有了运-10的航程要求;不考虑经济性这一条则是因为运-10从一开始就作为领导人专机设计,类似现代的豪华奢侈品,当然不会考虑经济性如何。


真实的中国大飞机艰辛研制之路(一)明白客机的制造流程作为开篇,我想先讲述一款机型是如何制造出来了,为什么要这样造,要经历哪些阶段。
所以第一篇就是《明白客机的制造流程》。
概念性设计飞机的概念性设计其实就是调研,当飞机制造公司有想法制造一款新客机时,都会先进行这一步。
问问航空公司的需求,问问供应商的技术能否支持,同时也会将自己的一些构想推销给航空公司,看看大家的反映。
这个阶段大家都可以天马行空,也可以自以为是。
但是随着项目深入,大家会很仔细地研究未来需求,然后分析可行性,把飞机的大概轮廓确定下来,比如说是一架多少座级的飞机,要飞多远,用多少个引擎等。
这个阶段的费用都由飞机制造商自己承担,和昂贵的开发费用比起来这个阶段的费用是九牛一毛。
但是调研阶段却非常考眼光,选错了市场,这个飞机日后的日子就不好过了。
就如空客当时想着超大型飞机市场至少有500架,但是显然除了中东油霸,能支撑A380的航线太少了。
调研时间可以持续几年时间,毕竟这个是为未来准备的。
当然飞机制造商那些自以为是的方案都不少,以为航空公司会喜欢结果被批得掉渣,波音就有两个现成的。
在空客开发了A340系列后,麦道又搞MD11,波音本想搞767X,也就是日后的777项目,但是大家是否想过最早的777就是一款3发加长版767?航空公司肯定不买帐。
三发版777模型波音又觉得航空公司肯定喜欢飞得快的飞机,于是又推销音速巡航者,但是航空公司关心的是省油而不是快那么1、2小时到达目的地。
这个项目当然也没有立项,不过一些成果对日后的787还是有帮助的。
音速巡航者模型,该机被设想能以0.98马赫的速度巡航每次看到航空迷说以后应该有多快的客机出来,应该可以实现。
是的,也许以后技术不存在问题,但是市场不会接受,协和、2707、音速巡航者已经很好反映这个事实。
毕竟主流出行人群还是在意价格的。
A380原来也有2个A340机身拼在一起的构型,发起人正是A340的总师。
但是这个方案缺陷多多,当然不可能被通过。
从C919看国产“大飞机”的产业前景除已投用的8万吨大压机外,中国的10万吨及16万吨超级大压机也已在研。
其一旦投用,即意味着中国重工业尤其是航空制造能力,将从“领先”进入“逆天”的境界。
从这个意义上讲,中国的“大飞机”之路显然后劲更强———尽管目前还只是个“偏科生”。
11月2日,国产“大飞机”C919正式下线。
不过,从新机的子系统供应商名录来看,当前整机国产化率还不太高,仅约50%左右,主要大件为机身和机翼。
在一般人看来,难免会觉得“国产大飞机”的成色不足,至少是“国产”的成色不足———敢情不就是一“壳子”两“翅膀”吗?不过事实果真如此么?我们且来看看造这一“壳子”两“翅膀”,更确切地讲是设计整机空气动力学外形,以及制造高技术指标的机身大梁和框架,又需要一套什么档次的产研体系。
众所周知,大飞机的研制要涉及气动、材料、制造、飞控等诸多产研学科。
如从气动和飞控设计来讲,就需要大量的风洞数据支持。
不过得益于冷战时期的国防建设需要,中国在风洞这一块长期以来都是不弱的。
弱项主要在于材料和工业制造水平的低下———以首架国产大型喷气式客机“运十”为例,该机于1980年9月26日首飞成功,但仅试飞170小时即被停飞,很大程度上与当时国内没有加工大型构件所必需的大型模锻压机有关。
当时仅有的万吨级水压机不具备大件整体锻压成型的能力,故“运十”的大梁等承力大件只能通过分锻小件组合拼装,最终造成结构超重和机体疲劳寿命缩短。
尽管该机的国产化率据说超过96%(仅发动机为进口的普惠JT3D),但由于连起码的产业门槛都没有跨越,所以整机性能和可靠性都较低。
商用则安全和经营风险太大,军用又解决不了配套发动机(军机用发动机进口受限),故最终只得“下马”。
从工业制造的角度来说,现代大型客机中有大量的铝、钛合金部件需要以超大型模锻液压机进行锻压,所以大压机的数量和工况指标,也是一国重工业、尤其是航空制造业水平的标志性门槛。
截止至2012年,全球(不含中国)拥有四万吨级以上的超大型模锻液压机,仅美国(两台4.5万吨),法国(6万吨及4万吨各一台),俄罗斯(前苏留下的两台7.5万吨)以及瑞典(8万吨一台)等五个国家,总共七台。