磨料水射流加工技术共36页文档
- 格式:ppt
- 大小:3.70 MB
- 文档页数:36
前混合磨料水射流喷丸强化技术摘要:近年来,前混磨料射流得到了发展。
前混磨料射流是将磨料和水在高压水管路中均匀混合成磨料浆水,然后由磨料喷嘴喷出形成磨料射流,其速度比水射流高75%左右。
因此,预混磨料射流中的磨料动能高,从而达到高效、优质、无污染的喷丸效果。
关键词:喷丸强化技术。
水射流。
供料方式。
针对前混合磨料水射流喷丸强化技术的工作原理及其供料系统,比较出前混合磨料水射流与后混合磨料水射流喷丸技术之间的差异,从而确定了采用该技术的优越性。
一、前混合水射流强化技术的特点传统的喷丸强化工艺因其具有提高金属零构件抗疲劳断裂和抗应力腐蚀断裂能力而得到了广泛的应用,但是还存在以下不足:(1)由于零构件的凹槽部位和粒不能有效撞击,易产生喷丸死角,造成无法实施强化或喷丸强度不足;(2)喷丸强化表面粗糙度达不到要求;(3)气动高强度喷丸效率低,不能达到节省能源的目的;(4)不能达到环保的要求。
与传统喷丸强化工艺相比,高压水射流喷丸强化技术具有以下特点:1)能对存在狭窄部位、深凹槽部位的零件表面以及复杂结构零构件、微小零件表面等进行无死角喷丸强化;2)通过调整射流压力能对不同硬度的材料进行大面积喷丸强化,具有广谱性,尤其适用于超高硬度、超脆材料零构件的表面喷丸改性;3)喷丸表面粗糙度值变化很小,可减少应力集中现象,提高强化增益效果;4)对喷丸装置抗压性要求较低,有利于降低生产和维护成本;5)喷丸表面温度变化较小,不会改变材料的物理性质和化学性质;6)喷头体积小,移动方便,易于实现光控、数控及机械手控制,提高喷丸强化质量;7)整套工装体积不大,可以装在机动车上进行远距离操作和外场作业;8)强化过程中不会产生有害气体及粉尘,有利于环境保护和操作者的健康绿色喷丸强化。
二、前混合水射流强化机理前混合磨料水射流喷丸强化技术是将混合磨料技术引入到喷丸领域,以实现优质、高效、节能、安全、环保的湿式绿色喷丸强化新工艺。
高压水射流喷丸强化机理就是将携带巨大能量的高压水射流以某种特定的方式高速喷射到金属零构件表面上,使零构件表层材料在再结晶温度下产生塑性形变(冷作硬化层),呈现理想的组织结构(组织强化)和残余应力分布(应力强化),从而达到提高零构件周期疲劳强度的目的。
一、基础介绍高压水射流技术是近几十年来发展起来的一门新技术,其应用日趋广泛。
从原理上讲,它与我国煤矿中使用已久的水力采煤技术基本相同,都是把具有一定压力的水通过直径较小的喷嘴形成射流,将这股水射流作为工具进行切割、破碎和清洗物料。
所不同的只是高压水射流的水压更高、喷嘴直径更细而已。
水力采煤中使用的水压通常为5~15MPa,水枪出口直径为15~30mm;而高压水射的水压一般为30MPa以上,有的高达数百兆帕,喷嘴直径则在2mm以下,最小的可达0.1mm。
因此,高压水射流可以在很小的区域内集中极大的能量,例如1000MPa 的高压水射流的能量束密度可以与激光束相匹敌[1]。
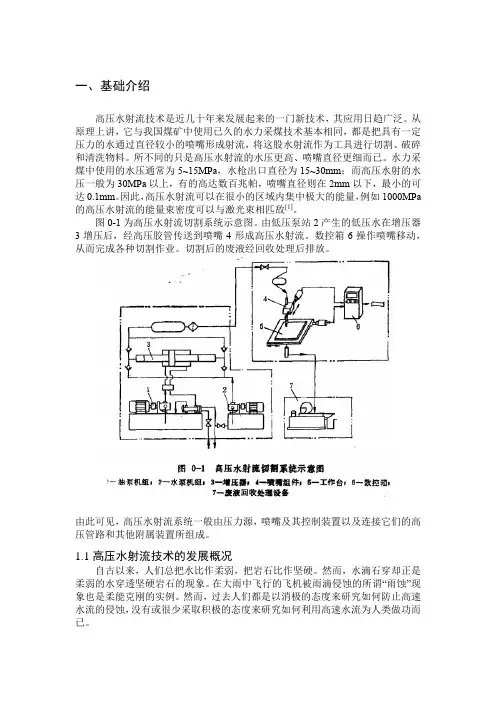
图0-1为高压水射流切割系统示意图。
由低压泵站2产生的低压水在增压器3增压后,经高压胶管传送到喷嘴4形成高压水射流。
数控箱6操作喷嘴移动,从而完成各种切割作业。
切割后的废液经回收处理后排放。
由此可见,高压水射流系统一般由压力源,喷嘴及其控制装置以及连接它们的高压管路和其他附属装置所组成。
1.1高压水射流技术的发展概况自古以来,人们总把水比作柔弱,把岩石比作坚硬。
然而,水滴石穿却正是柔弱的水穿透坚硬岩石的现象。
在大雨中飞行的飞机被雨滴侵蚀的所谓“雨蚀”现象也是柔能克刚的实例。
然而,过去人们都是以消极的态度来研究如何防止高速水流的侵蚀,没有或很少采取积极的态度来研究如何利用高速水流为人类做功而已。
19世纪中叶,在北美洲第一次使用了高压水射流开采非固结的矿床。
在20世纪50年代,苏联和中国的水力采煤就是利用水射流的冲击和输送作用。
随着水力采煤技术的推广,人们开始对高压水射流技术产生了浓厚的兴趣,同时也认识到,提高水的压力适当减小喷嘴直径可以显著地提高水射流的落煤效果。
于是人们便开始研制较高压力的压力源(高压泵和增压器)及高压脉冲射流(俗称水炮)。
进入20世纪60年代大批高压柱塞泵和增压器的问世,大大推动了高压水射流的研究工作。
当时,部分学者片面认为好像高压水射流的压力越高越好。

复合材料 世界飞机复合材料磨料水射流加工用于复合材料修边的A W J工艺自20世纪80年代引入以来,取得了很大的进展,现在已成为一种飞机工业广泛接受的主流工艺,如今,几乎所有的飞机制造商都采用AWJ技术对复合材料进行修边。
但仍需提高夹具、AWJ工具切割头以及端部受动器技术,以满足更多零件外形和尺寸需求。
新软件和离线编程对于飞机工业接受AWJ系统也至关重要。
Machining Airframe Composite With Abrasive Waterjet碳纤维复合材料作为商用飞机的结构材料,其应用得到了引人瞩目的增长。
这种材料在波音787飞机的用量占飞机结构重量的50%,在空客350XWB飞机中的用量占飞机结构重量的52%。
由于技术、环境和成本的原因,磨料水射流(A W J)已成为碳纤维复合材料修边和切割的一项重要的技术。
AWJ的切割速度比传统的刨削快,同时采用A W J切割可获得良好的表面光洁度和高的整体性。
近年来,A W J在硬件、软件、工艺可靠性、机动性和生产率等方面取得了重要进展,已成为飞机制造商及其子公司承包商的主要工具。
本文简要介绍了A W J技术的硬件、软件和常规应用加工工艺(如碳纤维复合材料的修边和钻孔)。
复合材料系统飞机喷气式发动机和飞机机体组件上用的复合材料主要包括有机复合材料、金属基复合材料和陶瓷基复合材料。
例如,喷气式发动机的冷端部位可包含有机复合材料、金属基复合材料以及金属间化合物。
其中有机复合材料组件主要包括风扇结构、风扇叶片、进气口和出气口导向叶片、定子叶片以及控制罩。
Graphite-PMR-15结构部件在诸如GE F110、F104、PW-1120和1130发动机上应用。
热端部位(如燃烧室和涡轮排气)则需要一些金属间化合物、单晶超合金、陶瓷基复合材料或碳/碳复合材料,以满足高温性能的要求。
有机复合材料尤其是航空结构用碳纤维复合材料,最初仅在军用飞机上应用。
现在,碳纤维复合材料已广泛应用到商用飞机的部件中,如机翼部件(蒙皮、翼梁、前缘、副翼),机身部件(面板、长桁、机身梁、舱门),尾翼部件(垂尾/平尾、蒙皮、方向舵、副翼),龙骨梁,中央翼盒或腹部整流罩。
水射流加工姓名: 王劲雄 专业: 08级机械设计制造及其自动化1班摘要水射流加工技术是近三十年来迅速发展起来的一门新技术。
水射流切割工作原理是首先通过转能装置(泵或增压器),将发动机(电机或内燃机)的机械能转变成低速水的高压能;接着通过喷嘴小孔喷出高速射流,将压力能转换成高速水射流的动能;最后当高速水射流冲击加工工件时,动能又重新变成作用于材料表面的压力能,当该压力能超过材料的断裂强度时材料就被切割。
水射流切割有以下一些优点:切割中无粉尘与烟雾污染;不会产生热变型;不需刃磨刀具,不需调整更换刀具;容易实现自动化;可加工热切削无法加工的材料,且不受材料厚度的限制;切缝小,切割质量好,成本低等。
由于水射流切割技术有如上所述的优点,所以受到工程技术界广泛重视。
在工业中推广应用,它与激光束、电子束和等离子切割,合称现代工业切割的四大高新技术。
水射流除用于切割之外,还可用于除锈、清洗等方面,涉及到医学、国防、机械、城建等许多领域。
本文重点讨论水射流加工的设备组成及应用方向,发展趋势,以及对水射流相关工艺参数的分析讨论等。
关键词 水射流加工 优点点 加工应用 工艺参数第一章 工作原理及其基本机构1.1工作原理水喷射加工的基本原理是利用液体增压原理, 通过特定的装置 (增压器或高压泵) , 将动力源 (电动机)的机械能转换成压力能, 具有巨大压力能的水再通过小孔喷嘴将压力能转变成动能, 从而形成高速射流, 喷射到工件表面, 达到去除材料的加工目的。
如图1.1所示, 贮存在水箱中的水经过滤器 1 处理后, 由水泵抽出送至由液压机构驱动的增压器增压, 水压增高。
然后高压水通过蓄能器, 使脉动水流平滑化。
高压水与磨料在混合腔内混合后, 由具有精细小孔的喷嘴 (一般由蓝宝石制成) 喷射到由工作台固定的工件表面上, 射流速度可达300-900m/s (约为音速的1-3 倍) , 可产生如头发丝细的射流, 从而对工件进行切割、 打孔等。
磨料射流一、磨料射流及射流设备磨料射流是指磨料在某种外动力的作用下被加速后,高速运动的磨料所形成的射流。
磨料流是指高速运动的磨料射流在空中所形成的轨迹的集合。
磨料射流可以有载体如喷砂机和高压水清理机中的压缩空气和压力水,也可以无载体,如抛丸机中的机械磨料射流。
根据射流动力的不同,磨料射流可以分为空气磨料射流、液体磨料射流、气液磨料射流和机械磨料射流四种。
我们把四种磨料射流的特点归纳如下。
射流种类磨料射流的特点空气磨料射流磨料自始至终是在压缩空气的作用下运动,压缩空气是磨料运动的载体,磨料流为两相流。
液体磨料射流磨料自始至终是在水的作用下运动,水是磨料运动的载体,磨料流为两相流。
气液磨料射流磨料是在压缩空气和水的共同作用下运动,这时,压缩空气和水共为磨料运动的载体,磨料流为三相流。
机械磨料射流磨料是在离心抛轮的作用下运动,磨料流中只有磨料颗粒,而无其它任何载体,磨料流为单相流。
四种射流动力体现在三类射流设备中,即喷砂机、高压水清理机和抛丸机。
因此,除以上的分类外,目前各生产厂家还以产品即射流设备进行分类,一般按照喷砂机、高压水清理机和抛丸机三种产品进行分类。
二、磨料射流功能及用途磨料射流是靠高速运动的磨粒来完成加工的,因为,磨料射流具有微刃切削加工、微量切削加工和无余量加工的能力和特点,因此,磨料射流具有以下的一般加工功能。
功能用途1 .工件表面的清理热处理后的氧化皮、残盐、残油等;黑(有)色铸造件的氧化皮、型砂等;无余量加工精密铸件的氧化皮、型砂等;机械加工件的残留物、微毛刺等;焊接件的氧化皮、焊渣等;冷、热轧钢板(型钢)的氧化皮、锈蚀层等;各种模具型腔的脱模剂、沉积物等;陶瓷元件表面的烧结残留物;塑料成型件的飞边;物体表面的放射性元素;桥梁、水电站闸板、船舶、建筑物;机场跑道的橡胶附着层;火车车厢;各种管道和容器罐;旧机件的油污、附着物等;集装箱的残漆、锈蚀层和附着物等;瓷器上错误的烧结层;装饰表面的划伤......2 .工件表面涂覆前的前处理喷漆、烤漆前;喷塑前;金属喷涂前;镀锌、铬、镍前;氧化处理前;探伤前……3 .改变工件的物理机械性能提高或降低表面粗糙度;变表面拉应力为压应力;提高表面的润滑状态;降低偶件的运动噪音;提高表面的摩擦系数……4 .工件表面的光饰加工金属外装饰表面的抛光;获得亚光或漫反射表面;木器制品表面的抛光……。


磨料水射流切割是20世纪80年代迅速发展起来的新型水射流切割技术,是在高压水射流中加人磨料形成的。
目前国内磨料水射流水下结构物切割技术,多数处于研究阶段。
而国外一批海洋工程公司已经将该技术大量用于海洋石油等领域。
磨料水射流技术可以分为以下种类:1、前、后混合磨料射流根据加入磨料方式的不同,将磨料射流分为前混合磨料射流和后混合磨料射流。
1)前混合磨料射流前混合磨料射流的磨料与高压水在磨料罐中初步混合,处于拟流体状态,通过高压软管送到喷嘴。
前混合磨料射流改善了磨料与水介质的混合机理,工作压力较低。
2)后混合磨料射流后混合磨料射流切割系统,其磨料混合在喷嘴内部完成。
因为磨料是在射流形成之后加入的,所以磨料与高速水很难充分混合,为了获得高速度的冲击磨粒,需要提高系统工作压力。
前混合磨料射流的磨料是通过高压软管与水一起输送,长距离应用时存在严重的管路磨损和堵塞问题,通常用于浅水。
后混合磨料射流的磨料采用独立的软管进行输送,不存在高压水管堵塞问题,也不存在高压水管管路磨损严重的问题,适合钢结构水下切割尤其是深海切割的作业方式。
2、外切割和内切割按作业环境内有无固体壁面的限制来分,水射流可外切割和内切割。
1)外切割以管型结构的切割为例,外切割(从管型结构外部进行切割)是自由水射流。
2)内切割管型结构等构件内切割时,作业环境受到固体壁面限制,是非自由水射流,而且是具有代表性的管中射流。
一般,海洋石油平台桩基、导管、套管管串等管型结构优先采用内切割,因为内切割不需要潜水员下水作业,因而通常成为业主的优先选择方式。
但内切割常常因为土壤的作用而使得视觉监视困难,需要采用其它技术监测切割过程。
izaksjw 不锈钢电解抛光液。
收稿日期:2018-01-05基金项目:国家自然科学基金项目(51275210)作者简介:赵漫漫(1982 -),女,陕西延安人,讲师,硕士,主要从事机电一体化科研和教学工作。
磨料水射流铣削加工表面质量的研究Research on surface quality of abrasive water jet milling赵漫漫1,3,黄涛涛2,3,何雪明2,3ZHAO Man-man 1,3, HUANG Tao-tao 2,3, HE Xue-ming 2,3(1.无锡机电高等职业技术学校,无锡 214028;2.江苏省食品先进制造装备技术重点实验室,无锡 214122;3.江南大学 机械工程学院,无锡 214122)摘 要:以磨料水射流铣削加工质量为核心,通过对45#材料进行铣削加工实验,采用单因素分析法,分析磨料水射流铣削加工时主要加工参数靶距S、喷嘴移动速度v、射流压力p、横向进给量L、铣削次数n对铣削加工质量的影响,得到了加工参数对表面质量的影响规律,为磨料水射流铣削加工其他材料提供了参考。
关键词:磨料水射流;铣削;加工参数;表面质量 中图分类号:TP69 文献标识码:A 文章编号:1009-0134(2018)08-0075-040 引言在现代工业生产活动中,金属材料和制品一直占据着重要的地位,但是传统的金属材料加工方法,容易产生热变形、刀具磨损以及能量损失过大等问题。
磨料水射流技术[1]作为一种新兴冷态加工技术,与传统加工方法相比,不存在热影响区、热变形、接触应力,具有加工材料广泛、稳定性好、质量高、柔性高、无刀具磨损以及绿色环保等优点,逐渐在各行各业得到广泛应用。
本文通过对45#进行铣削加工实验,探究磨料水射流加工参数对铣削表面质量的影响,为磨料水射流铣削加工其他材料提供参考。
在磨料水射流铣削加工方面,国内外研究较少。
周大鹏等[2]研究了各种材料应用水射流加工的可加工性。
彭家强等[3]对磨料水射流铣削对金属材料的去除力和去除模型进行了研究,为金属的铣削加工和切削去除分析提供了理论借鉴。
水射流加工技术及其应用水射流加工(Water Jet Machining )又称为液力加工、水喷射加工或液体喷射加工,俗称“水刀”,主要靠液流能和机械能实现材料加工。
水射流加工是20世纪70年代发展起来的一门高新技术,开始时只是用在大理石、玻璃等非金属材料的加工,现在已发展成为切割复杂三维形状的工艺方法,在国内外得到了广泛的应用。
目前在机械、建筑、国防、轻工、纺织等领域,正发挥着日益重要的作用。
1. 加工原理及其特点(1)加工原理水射流加工是利用高速水流对工件的冲击来侵蚀材料的,如图1所示。
储存在水箱中的水或加入添加剂的水液体,经过过滤器处理后,由水泵抽出送至蓄能器中,使高压液体流动平稳。
液压机构驱动增压器,使水压增高到70~400MPa 。
高压水经控制器、阀门和喷嘴喷射到工件上的加工部分,进行切割。
切割工程中产生的切屑和水混合在一起,排入水槽。
(2)主要特点水射流加工使用水作为工作介质,是一种冷态切割新工艺,属于“绿色”加工范畴,它可以加工各种金属、非金属材料,各种硬、脆、韧件材料,无法且具图1 水射流加工装置示意图工件有其他工艺方法比拟的技术优势:①切割时工件材料不会受热变形,切边质量较好:切口平整,无毛刺、切缝窄、宽度为0.075~0.40mm。
材料利用率高,使用水量也不多(液体可循环使用),降低了成本。
②加工过程中,作为“刀具”的高速水流不会变“钝”,各个方向都有切削作用,因而切削过程稳定。
③切割加工过程中,温度较低,无热变形、烟尘、渣土等,加工产物随液体排出,故可以用来切割加工木材、纸张、弹药等易燃、易爆材料及制品,这是其它加工方法无法取代的。
④由于切割加工温度低,不会造成火灾。
“切屑”混在水中一起流出,加工过程中不会产生粉尘污染,因而有利于满足安全和环保的要求。
⑤加工材料范围广,既可以用来加工非金属材料,也可以用来加工金属材料,而且更适宜于加工切割薄的和软的材料。
⑥加工开始时不需要退刀槽、孔,工件上的任何位置都可以作为加工开始和结束的位置,与数控加工系统相结合,可以进行复杂形状的自动加工。