上海宇龙数控仿真系统数控铣操作说明
- 格式:ppt
- 大小:2.93 MB
- 文档页数:15
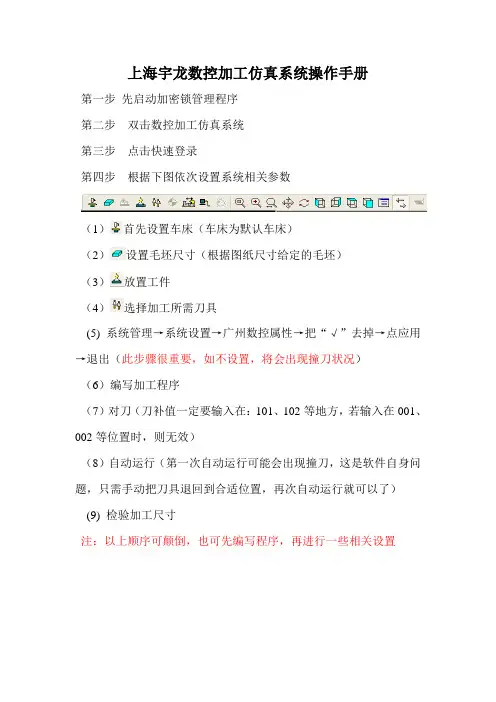
上海宇龙数控加工仿真系统操作手册
第一步先启动加密锁管理程序
第二步双击数控加工仿真系统
第三步点击快速登录
第四步根据下图依次设置系统相关参数
(1)首先设置车床(车床为默认车床)
(2)设置毛坯尺寸(根据图纸尺寸给定的毛坯)
(3)放置工件
(4)选择加工所需刀具
(5) 系统管理→系统设置→广州数控属性→把“√”去掉→点应用→退出(此步骤很重要,如不设置,将会出现撞刀状况)
(6)编写加工程序
(7)对刀(刀补值一定要输入在:101、102等地方,若输入在001、002等位置时,则无效)
(8)自动运行(第一次自动运行可能会出现撞刀,这是软件自身问题,只需手动把刀具退回到合适位置,再次自动运行就可以了)(9) 检验加工尺寸
注:以上顺序可颠倒,也可先编写程序,再进行一些相关设置。
宇龙数控加工仿真系统实验指导书主要内容⏹基于FANUC 0i数控加工仿真系统的基本操作方法⏹基于FANUC 0i数控车床的仿真加工操作⏹基于FANUC 0i数控铣床的仿真加工操作⏹ FANUC 0i数控加工仿真实验1 宇龙数控加工仿真系统基本操作方法1.1 界面及菜单介绍1.1.1 进入数控加工仿真系统进入宇龙数控加工仿真系统3.7版要分2步启动,首先启动加密锁管理程序,然后启动数控加工仿真系统,过程如下:鼠标左键点击“开始”按钮,找到“程序”文件夹中弹出的“数控加工仿真系统”应用程序文件夹,在接着弹出的下级子目录中,点击“加密锁管理程序”,如图1.1(a)所示。
(a) 启动加密锁管理程序(b) 启动数控加工仿真系统(c) 数控加工仿真系统登录界面图1.1 启动宇龙数控加工仿真系统3.7版加密锁程序启动后,屏幕右下方工具栏中出现的图表,此时重复上面的步骤,在二级子目录中点击数控加工仿真系统,如图1.1(b)所示,系统弹出“用户登录”界面,如图1.1(c)所示。
点击“快速登录”按钮或输入用户名和密码,再点击“登录”按钮,即可进入数控加工仿真系统。
1.1.2 机床台面菜单操作用户登录后的界面,如图1.2所示。
图示为FANUC 0i车床系统仿真界面,由四大部分构成,分别为:系统菜单或图标、LCD/MDI面板、机床操作面板、仿真加工工作区。
1 选择机床类型图1.2 宇龙数控加工仿真系统3.7版FANUC 0i 车床仿真加工系统界面 打开菜单“机床/选择机床…”,或单击机床图标菜单,如图1.3(a )鼠标箭头所示,单击弹出“选择机床”对话框,界面如图1.3(b )所示。
选择数控系统FANUC0i 和相应的机床,这里假设选择铣床,通常选择标准类型,按确定按钮,系统即可切换到铣床仿真加工界面,如图1.4所示。
(a) 选择机床菜单 (b) 选择机床及数控系统界面图1.3 选择机床及系统操作系统菜单或图标仿真加工工作区 LCD/MDI 面板机床操作面板图1.4 宇龙数控加工仿真系统3.7版FANUC 0i铣床仿真加工系统界面2 工件的使用(1)定义毛坯打开菜单“零件/定义毛坯”或在工具条上选择“”,如图1.5(a)箭头所示,系统弹出定义毛坯的对话框,有长方形和圆形两种毛坯可供选择,如图1.5(b)、(c)所示。
上海宇龙仿真操作2009.5一、软件开启。
双击桌面图标,或者右键单击图标打开,或点开始——程序——数控仿真系统。
二、选择机床。
(1)点左上角图标。
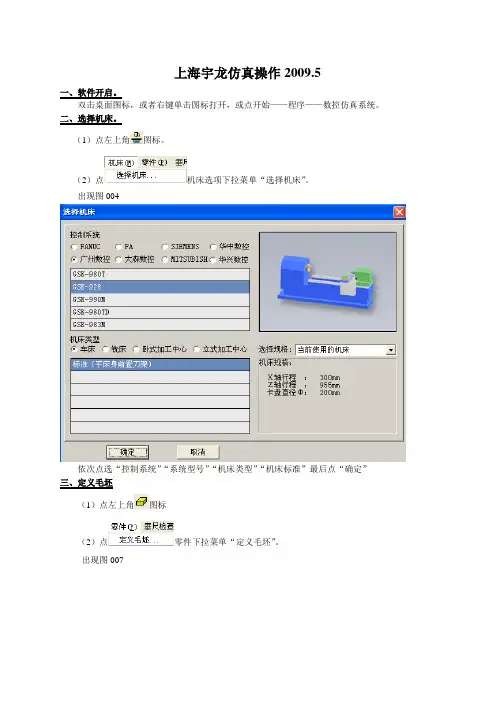
(2)点机床选项下拉菜单“选择机床”。
出现图004依次点选“控制系统”“系统型号”“机床类型”“机床标准”最后点“确定”三、定义毛坯(1)点左上角图标(2)点零件下拉菜单“定义毛坯”。
出现图007毛坯名字一般不用改;材料默认低碳钢,可以点右面的下拉箭头选择各种材料;圆柱形状即为上图所示为棒料,横向150为长度,纵向100为直径;U形形状下图008为带孔棒料,上面150为棒料长度,左面100为棒料直径,下面50为内孔深度,右面50为孔径,所有数字左键单击即可修改;所有选项点选完毕后,点“确定”即可完成“定义毛坯”四、放置毛坯(一)点击左上角图标。
(二)点击零件下拉菜单放置零件。
出现图011左键单击刚才所设的“毛坯1”内容变蓝,再单击“安装零件”即可安装,并进入“移动零件”状态。
五、移动零件(一)安装零件后的默认状态。
图012(二)点击零件下拉菜单,移动零件。
会出012图示。
“—”号为缩进,“+”号为伸出,中间旋转符号为“调头”六、选择刀具(一)点击图标(二)点击机床下拉菜单“选择刀具”出现图016刀具选择选项。
首先,1234号刀具选框选中会变黄,其次,选择刀片样式(16类),选中样式后会有刀片规格(角度刀长刀尖角),最后,选择刀柄(内外左右等),再选择刀柄规格(长度)。
总结为一把刀点五下。
所有刀具选择完毕后点“确定”。
以下为推荐选择。
1号刀“定制”“菱形刀片”“35度11刃长刀尖半径0”“右偏93度或90度”2号刀切槽刀3号螺纹刀七、视图选择(一)点击分别为左侧、右侧、前、俯,对应床头、床尾、平视床身、俯视床身。
(二)点击下拉菜单选择。
一般选择俯视,这样刀具和卡盘都可看的清。
八、机床调节(一)急停开关开关调节可点击互换。
(二)放大显示依次为复位、局部放大、放缩、移动。
宇龙数控加工仿真软件V4.8使用手册上海宇龙软件工程有限公司第一章安装与进入1.1 安装将“宇龙数控加工仿真软件V4.8”的安装光盘放入光驱在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“宇龙数控加工仿真软件V4.8”的文件夹。
选择了适当的文件夹后,点击打开。
在显示的文件名目录中双击,系统弹出如图所示的安装向导界面在系统接着弹出的“欢迎”界面中点击“下一个”按钮,如图所示进入“选择安装类型”界面,选择“教师机”或“学生机”,如图所示系统接着弹出的“软件许可证协议”界面中点击“是”按钮,如图所示系统弹出“选择目标位置”界面,在“目标文件夹”中点击“浏览”按钮,选择所需的目标文件夹,默认的是“C:\Programme files \宇龙数控加工仿真软件V4.8”。
目标文件夹选择完成后,点击“下一个”按钮。
系统进入“可以安装程序”界面,点击“安装”按钮此时弹出宇龙数控加工仿真软件V4.8的安装界面,如图所示安装完成后,系统弹出“问题”对话框,询问“是否在桌面上创建快捷方式?”创建完快捷方式后,完成仿真软件的安装,如图所示:1.2 进入1) 启动加密锁管理程序用鼠标左键依次点击“开始”----“程序”----“宇龙数控加工仿真软件V4.8”----“加密锁管理程序”,如下图所示:加密锁程序启动后,屏幕右下方的工具栏中将出现“”图标。
2) 运行宇龙数控加工仿真软件V4.8依次点击“开始”----“程序”----“宇龙数控加工仿真软件V4.8”----“宇龙数控加工仿真软件V4.8”,系统将弹出如下图所示的“用户登录”界面:此时,可以通过点击“快速登录”按钮进入宇龙数控加工仿真软件V4.8的操作界面或通过输入用户名和密码,再点击“登录”按钮,进入宇龙数控加工仿真软件V4.8。
注:在局域网内使用本软件时,必须按上述方法先在教师机上启动“加密锁管理程序”。
等到教师机屏幕右下方的工具栏中出现“”图标后。
宇龙仿真软件使用基本步骤第一部分数控车削一、用T0101建立坐标系对刀(对到棱上)1.选择机床机床-选择机床…(-FANUC-FANUC 0i-车床-标准(平床身前置刀架)-确定)。
2.选择刀具机床-选择刀具…。
3.定义毛坯零件-定义毛坯…-设置毛坯尺寸。
4.放置零件零件-放置零件…。
5.打开机床打开红色“急停”-点击“启动”。
6.手动移动刀架点击手动按钮,分别移动X或Z轴到合适位置。
7.机床会参考点点击回原点按钮,分别按“X+”、“Z+”。
8.对刀分别手动或点动移动X、Z轴使刀具接近工件,把刀尖对在所加工圆柱右端棱上-按“OFFSET SETING”-“形状”-移动光标到所用刀号的行上“01”-按“操作”软键-分别输入“XD”-“测量”;(D为刀尖所在的外圆直径)输入“Z0”-“测量”。
(编程零点在工件右端面时)或输入“ZL”-“测量”。
(编程零点在工件左端距离右端面为L的位置时)9.移出刀具分别手动或点动移动X、Z轴使刀具离开工件到合适位置。
10.传程序(1)导入程序(在记事本上事先编好程序)传送:点击“机床”-“DNC传送…”-在弹出的对话框里选择位置和要传的程序,-“打开”;机床接收:点“编辑”-“PROG…”-“操作”-“◣”-输入程序名“O××××”-“READ”-“EXEC”。
(2)导出程序点“编辑“-”PROG”–“LIB” -在机床程序管理器中选中要导出程序-点“程式” -“操作”-“◣”-“PUNCH”-“另存为…”-选路径(存储位置),输入程序名“O××××”-“保存”。
11.选择程序-修改程序-点“自动运行”-点“循环启动”。
毛坯:50*150外圆车刀M03 S600;T0101;G00 X46 Z2;G01 Z-90 F0.2;G01 X52;G00 Z2;G00 X45;G01 Z-90;G01 X52;G00 Z2;G00 X41;G01 Z-40;G01 X47;G00 Z2;G00 X38;G01 Z-40;G01 X47;G00 X100 Z100;M05;M30;二、用T0101建立坐标系对刀(对到中心)1.选择机床机床-选择机床…。
数控加工仿真系统PA系统使用手册上海宇龙软件工程有限公司2004年04月目录第一章机床操作 (1)1.1手动方式 (1)1.2自动方式 (2)1.2.1 选择工件程序 (2)1.2.2 程序执行1 (3)1.2.3 程序执行2 (4)1.2.4 测试程序 (4)第二章数控程序处理 (5)2.1新建一个程序 (5)2.2保存程序 (6)2.3载入程序 (7)2.3.1 载入所有工件程序 (7)2.3.2 载入文件 (8)2.3.3 载入主程序及子程序 (8)2.3.4 传送成功 (9)2.4管理数据 (9)2.4.1 拷贝.................................................................................................. 错误!未定义书签。
2.4.2 删除.................................................................................................. 错误!未定义书签。
2.4.3 更名.................................................................................................. 错误!未定义书签。
2.4.4 删除所有工作程序............................................................................. 错误!未定义书签。
第三章参数设置 ......................................................... 错误!未定义书签。
3.1参数P....................................................................................................... 错误!未定义书签。
宇龙数控加工仿真软件V4.8 使用手册上海宇龙软件工程有限公司第一章安装与进入1.1 安装将“宇龙数控加工仿真软件V4.8”的安装光盘放入光驱在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“宇龙数控加工仿真软件V4.8”的文件夹。
选择了适当的文件夹后,点击打开。
在显示的文件名目录中双击,系统弹出如图所示的安装向导界面在系统接着弹出的“欢迎”界面中点击“下一个”按钮,如图所示进入“选择安装类型”界面,选择“教师机”或“学生机”,如图所示系统接着弹出的“软件许可证协议”界面中点击“是”按钮,如图所示系统弹出“选择目标位置”界面,在“目标文件夹”中点击“浏览”按钮,选择所需的目标文件夹,默认的是“C:\Programme files \宇龙数控加工仿真软件V4.8”。
目标文件夹选择完成后,点击“下一个”按钮。
系统进入“可以安装程序”界面,点击“安装”按钮此时弹出宇龙数控加工仿真软件V4.8的安装界面,如图所示安装完成后,系统弹出“问题”对话框,询问“是否在桌面上创建快捷方式?”创建完快捷方式后,完成仿真软件的安装,如图所示:1.2 进入1) 启动加密锁管理程序用鼠标左键依次点击“开始”----“程序”----“宇龙数控加工仿真软件V4.8”----“加密锁管理程序”,如下图所示:加密锁程序启动后,屏幕右下方的工具栏中将出现“”图标。
2) 运行宇龙数控加工仿真软件V4.8依次点击“开始”----“程序”----“宇龙数控加工仿真软件V4.8”----“宇龙数控加工仿真软件V4.8”,系统将弹出如下图所示的“用户登录”界面:此时,可以通过点击“快速登录”按钮进入宇龙数控加工仿真软件V4.8的操作界面或通过输入用户名和密码,再点击“登录”按钮,进入宇龙数控加工仿真软件V4.8。
注:在局域网内使用本软件时,必须按上述方法先在教师机上启动“加密锁管理程序”。
等到教师机屏幕右下方的工具栏中出现“”图标后。
上海宇龙FANUC 0i 数控系统基本操作1.启动软件:启动“数控加工仿真系统”软件,单击进入主界面。
2.选择机床:选择【机床】菜单→执行【选择机床】命令或单击图标,在选择机床对话框中(如图1-1)选择→→(或车床)→→单击按钮。
如图1-2所示。
3.开机:按机床操作面板上的按钮,再松开 (急停)按钮。
4.机床回参考点操作:数控机床开机上电、或“急停”再重新启动伺服系统后,必须执行回参考点操作,以确认机床坐标系的原点,因为它是数控机床进行加工运动的基准参考点。
操作步骤如下: (1)检查机床操作面板上回参考点按钮上方的指示灯是否亮,若指示灯亮,则已进入回参考点模式(CRT 屏幕的左下方显示);若指示灯不亮,则按该按钮,机床进入回参考点模式。
(2)在回参考点模式下,先将Z 轴回参考点,按操作面板上的按钮(选择Z 轴),其上方的指示灯亮,按操作面板上的按钮,Z 轴开始回参考点,当“Z 原点灯”上方的指示灯亮时,表示Z 轴到达参考点位置,CRT 上的Z 坐标变为“0.000”。
同样方法使X 轴、Y 轴回参考点。
5.手动操作机床:(1)手动连续方式:1)按操作面板上的(手动)按钮,其上方指示灯亮,CRT 屏幕的左下方显示。
2)调节“进给倍率旋钮”(见图1-3,左击鼠标“旋钮”逆时针旋转;右击鼠标“旋钮”顺时针旋转),选择所需的速度。
3)按坐标轴选择按钮( 、、)选择运动轴。
4)按方向或 按钮并保持,则被选中的轴(如X 轴)按所需的方向运动。
如果同时按键能实现手动快速进给。
松开按钮,轴停止运动。
注意:“进给倍率旋钮”既可调节手动操作时坐标轴的运动速度,也可调节加工过程中的进给速度(NC 程序的F 指令速度),如程序指令中的进给速度为F1000,而“进给倍率旋钮”设定为50%,则加工时的实际进给速度为500mm/min 。
(2)手动步进方式和手轮方式:这两种方式主要用于需精确移动机床坐标轴的情形(如对刀),可使选定的坐标轴以0.001mm 的最小步距精确移动。
数控加工仿真系统SIEMENS 系统系列使用手册上海宇龙软件工程有限公司2006 年 9 月目录第一章 安装与进入 (1)1.1 安装 (1)1.2 进入 (3)1.3 用户名与密码 (3)1.4 联系方式 (4)第二章 机床台面操作 (5)2.1 选择机床类型 (5)2.2 工件的使用 (5)2.2.1 定义毛坯 (5)2.2.2 导出零件模型 (6)2.2.3 导入零件模型 (7)2.2.4 使用夹具 (7)2.2.5 放置零件 (7)2.2.6 调整零件位置 (8)2.2.7 使用压板 (8)第三章 SIEMENS802D标准车床面板操作 (10)3.1 面板简介 (10)3.2 机床准备 (12)3.2.1 激活机床 (12)3.2.2 机床回参考点 (12)3.3 选择刀具 (12)3.4 对刀 (13)3.4.1 单把刀具对刀 (13)3.4.2 多把刀对刀 (15)3.5 设定参数 (16)3.5.1 设置运行程序时的控制参数 (16)3.5.2 刀具参数管理 (17)3.5.3 零偏数据功能 (18)3.5.4 编程设定数据 (19)3.5.5 R 参数 (20)3.6 自动加工 (20)3.6.1 自动/连续方式 (20)3.6.2 自动/单段方式 (21)3.7 机床操作的一些其他功能 (21)3.7.1 坐标系切换 (21)3.7.2 手轮 (21)3.7.3 MDA方式 (22)3.8 数控程序处理 (22)3.8.1 新建一个数控程序 (22)3.8.2 数控程序传送 (23)3.8.3 选择待执行的程序 (23)3.8.4 程序复制 (24)3.8.5 删除程序 (24)3.8.6 重命名程序 (24)3.8.7 程序编辑 (25)3.8.8 插入固定循环 (26)3.9 检查运行轨迹 (27)第四章 SIEMENS 802D 铣、加工中心机床面板操作 (28)4.1 面板简介 (28)4.2 机床准备 (29)4.2.1 激活机床 (29)4.2.2 机床回参考点 (30)4.3 选择刀具 (30)4.4 对刀 (31)4.4.1 X,Y 轴对刀 (31)4.4.2 Z轴对刀 (34)4.4.3 多把刀对刀 (35)4.5 设定参数 (36)4.5.1 设置运行程序时的控制参数 (36)4.5.2 刀具参数管理 (36)4.5.3 零偏数据功能 (38)4.5.4 编程设定数据 (39)4.5.5 R 参数 (40)4.6 自动加工 (40)4.6.1 自动/连续方式 (40)4.6.2 自动/单段方式 (40)4.7 机床操作的一些其他功能 (41)4.7.1 坐标系切换 (41)4.7.2 手轮 (41)4.7.3 MDA方式 (41)4.8 数控程序处理 (42)4.8.1 新建一个数控程序 (42)4.8.2 数控程序传送 (42)4.8.3 选择待执行的程序 (43)4.8.4 程序复制 (43)4.8.5 删除程序 (44)4.8.6 重命名程序 (44)4.8.7 程序编辑 (44)4.8.8 插入固定循环 (46)4.9 检查运行轨迹 (47)SIEMENS 802D 附录一 (48)CRT结构 (48)自动加工模式 (48)自动方式功能区 (48)手动加工功能区 (49)手动加工模式 (49)MDA模式 (49)程序管理 (51)SIEMENS 802D附录二 (52)SIEMENS 802D 数控指令格式 (52)G 指令 (52)支持的 M 代码 (56)其他指令 (56)第一章 安装与进入1.1 安装将“数控加工仿真系统”的安装光盘放入光驱在“资源管理器”中,点击“光盘”,在显示的文件夹目录中点击“数控加工仿真系统 4.0”的文 件夹。
第九章FANUC 0i原则机床面板操作 .......................................................... 错误!未定义书签。
9.1 机床准备.................................................................................................... 错误!未定义书签。
9.1.1 激活机床......................................................................................... 错误!未定义书签。
9.1.2 机床回参照点................................................................................. 错误!未定义书签。
9.2 对刀............................................................................................................ 错误!未定义书签。
9.2.1 铣床及卧式加工中心对刀............................................................. 错误!未定义书签。
X,Y轴对刀.................................................................................... 错误!未定义书签。
刚性靠棒........................................................................................... 错误!未定义书签。
宇龙数控仿真软件中零件的编程操作加工实例FANUC 0i数车系统的应用作者:高洪辉上海宇龙数控加工仿真系统是国产软件中非常优秀的一个数控仿真软件,从本期开始,笔者将根据个人在宇龙仿真培训过程中的学习经历,对软件中三个主流数控系统(FANUC 0i、GSK980T和SIEMENS802S)的数控车削仿真做一个全面的应用实例介绍,希望借此能够对初学数控的朋友有所帮助。
本期先介绍下FANUC 0i数控车削系统的加工应用实例:一、工艺分析及程序编制以图1所示零件为例,毛坯尺寸:φ65×90mm。
图1 数车加工零件图1、设工件坐标系原点(编程原点)在工件的右端面与轴线交点处(工艺基准处)。
2、刀具选用1号刀采用主偏角为90°的硬质合金外圆车刀,2号刀采用刀宽为4mm的硬质合金材料割槽刀,3号刀采用硬质合金螺纹刀。
3、工件的材料为铝件。
4、切削用量的选择(1)外圆车刀:粗加工主轴转速为800r/min,进给速度为0.3mm/r,切削深度为2mm,精加工主轴转速为1200r/min,进给速度为0.15mm/r,精加工余量为0.2mm;(2)割槽刀:粗加工主轴转速400r/min,进给速度为0.2mm/r,精加工主轴转速为450r/min,进给速度为0.1mm/r,槽宽精加工余量为0.5mm,槽底精加工余量为0.2mm;(3)加工螺纹时,主轴转速为500r/min。
T0303; 换03号螺纹刀,设定03号刀偏,建立零点偏置M03 S500; 设定切螺纹转速G00 X35. Z4.; 快速定位G92 X29.2 Z-22. F1.5; 螺纹切削循环(第一刀切削)X28.6; 第二刀切削螺纹X28.2; 第三刀切削螺纹X28.04; 第四刀切削螺纹X28.04; 最后再光整精加工螺纹一刀G00 X100.; X向快速退刀Z100.; Z向快速退刀M05; 主轴停转M30; 程序结束好了,以上程序可以在记事本中编辑,编辑好后保存,本例保存文件名为“O0001.txt”。