卡片模板
- 格式:doc
- 大小:621.50 KB
- 文档页数:19
1-20食物卡片模板(A4打印)
这是一份1-20食物卡片模板,适用于A4打印。
每张卡片上有
一个数字和对应的食物图片,旨在帮助研究者识别数字和食物,并
进行相应的联系。
使用说明
1.在打印之前,请确保您有安装了可以打开和编辑本模板的软件,比如___ Word或___。
2.下载并保存该模板到您的电脑上,以备后续编辑和打印使用。
3.双击打开模板文件,使用相应的软件进行编辑。
4.您可以根据自己的需要,对每个卡片上的食物图片和数字进
行修改、替换或调整大小。
5.调整完毕后,选择打印功能,设置打印参数,并选择纸张尺
寸为A4大小。
6.打印完成后,您可以将卡片剪切下来,用于研究或其他用途。
注意事项
在编辑和打印时,请确保您的打印机能够正确打印A4尺寸的纸张,并且墨盒或墨粉已经充足。
如果您想要增加或减少卡片的数量,您可以通过复制和粘贴来完成。
请确保调整好布局和页面设置。
本模板只提供食物卡片的样式和框架,食物图片和数字仅供示范,您可以根据自己的需求进行更换。
希望这份1-20食物卡片模板能够满足您的需求,祝您使用愉快和成功!。
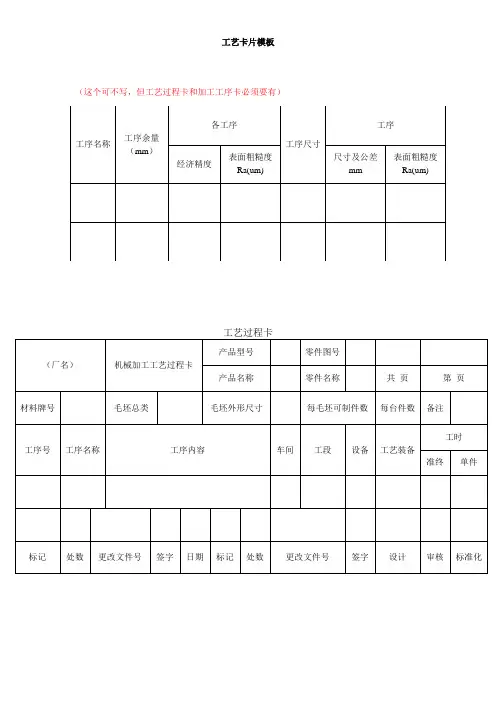
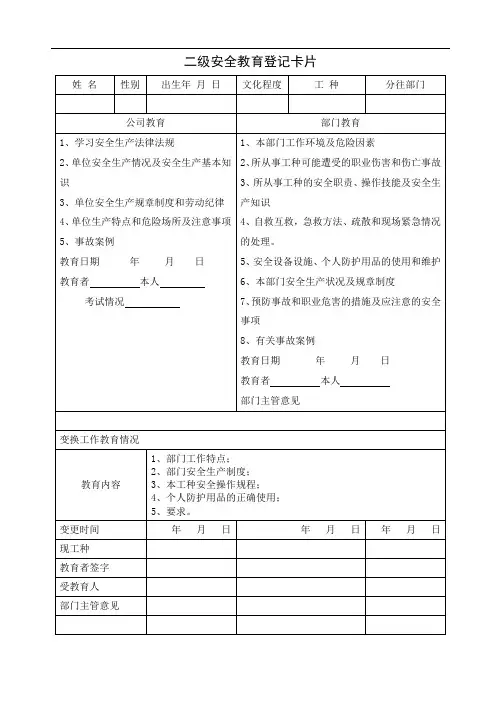
工艺卡片模板Mechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX:XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number SignatureDesigned (Date)DateReviewed (Date) Standardized (Date) Countersigned (Date) Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:XXX:XXX Model:Total Pages:n Name:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Standard Final Piece:XXX:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:Fixture Number:XXX:XXX:n:Bottom Drawing Number: XXX:Step Number:1Main Spindle Cutting Speed: m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:XXX:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)Reviewed (Date)SignedStandardized (Date)Countersigned (Date)Marking Change File NumberMechanical Processing Process CardProduct Model:Product Name:Part Drawing Number:Part Name:Workshop:Blank Type:XXX Name:XXX:Number of Pieces per XXX: XXX:XXX Name:XXX Name:Total Pages:n Name:Page Number:Material Brand:Number of Pieces per Machine: XXX Pieces:Cutting Fluid:n Time:XXX:XXX Model:Fixture Number:XXX:Standard Final Piece:XXX:XXX:n:Bottom Drawing Number:XXX:Step Number:1Main Spindle Cutting Speed:m/XXXXXX:mm/rCutting XXX:mmn Time:Auxiliary:Process XXX XXX:r/minNumber of Times:Maneuver:Signature Date Marking Change File Number Signature Designed (Date)DateReviewed (Date)Standardized (Date)Countersigned (Date)Marking Change File Number机械加工工序卡片产品型号:______ 产品名称:______ 零件图号:______ 零件名称:______车间:______ 毛坯种类:______ 设备名称:______ 设备型号:______共页:______ 工序号:______ 每毛坯可制作件数:______ 设备编号:______夹具名称:______ 工位器具名称:______ 材料牌:______每台件数:______ 同时加工件数:______ 切削液:______ 煤油:______工序工时:______ 夹具编号:______ 工位器具编号:______准终单件:______ 进给:______ 描图:______ 描校:______底图号:______ 装订号:______工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号工步号:1主轴切削速度:m/min 进给量:mm/r 切削深度:mm 转速:r/min工步工时:______ 辅助工步内容:______ 工艺装备:______机动设计(日期)审核(日期)签字日期标记处数更改文件号签字标准化(日期)会签(日期)日期标记处数更改文件号注:删除了明显有问题的段落,对每段话进行了小幅度的改写,使其更加清晰明了。
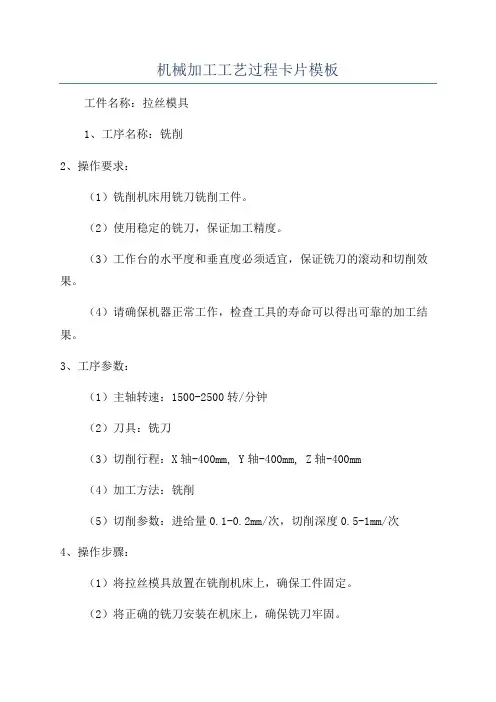
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。
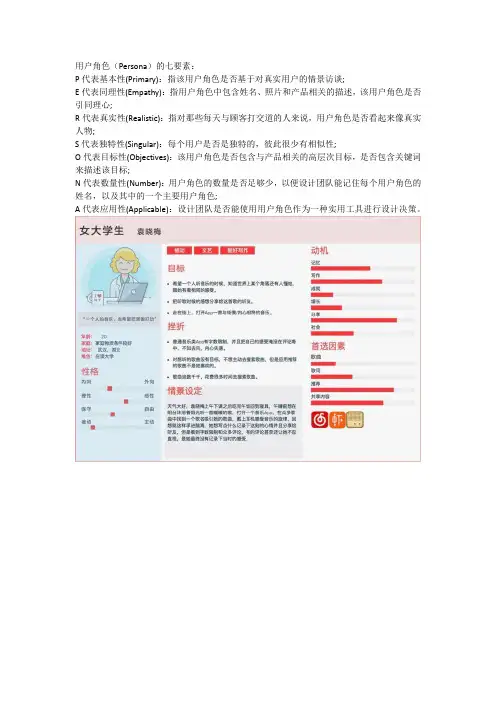
用户角色(Persona)的七要素:
P代表基本性(Primary):指该用户角色是否基于对真实用户的情景访谈;
E代表同理性(Empathy):指用户角色中包含姓名、照片和产品相关的描述,该用户角色是否引同理心;
R代表真实性(Realistic):指对那些每天与顾客打交道的人来说,用户角色是否看起来像真实人物;
S代表独特性(Singular):每个用户是否是独特的,彼此很少有相似性;
O代表目标性(Objectives):该用户角色是否包含与产品相关的高层次目标,是否包含关键词来描述该目标;
N代表数量性(Number):用户角色的数量是否足够少,以便设计团队能记住每个用户角色的姓名,以及其中的一个主要用户角色;
A代表应用性(Applicable):设计团队是否能使用用户角色作为一种实用工具进行设计决策。
员工介绍卡片模板
以下是一个简单的员工介绍卡片模板。
你可以根据需要进行修改和定制。
员工介绍卡片
姓名: [员工姓名]
职位: [员工职位]
入职日期: [员工入职日期]
联系电话: [员工电话号码]
电子邮件: [员工电子邮件地址]
教育背景:
[列出员工的学历和任何相关的专业资格]
工作经验:
[简要描述员工的工作经历,包括以前的公司和职位]
技能和特长:
[列出员工的技能和特长,如项目管理、团队合作、语言能力等]
工作风格:
[描述员工的工作风格,如积极主动、细致入微、善于沟通等]
个人特质:
[描述员工的个人特质,如耐心、热情、责任感等]。
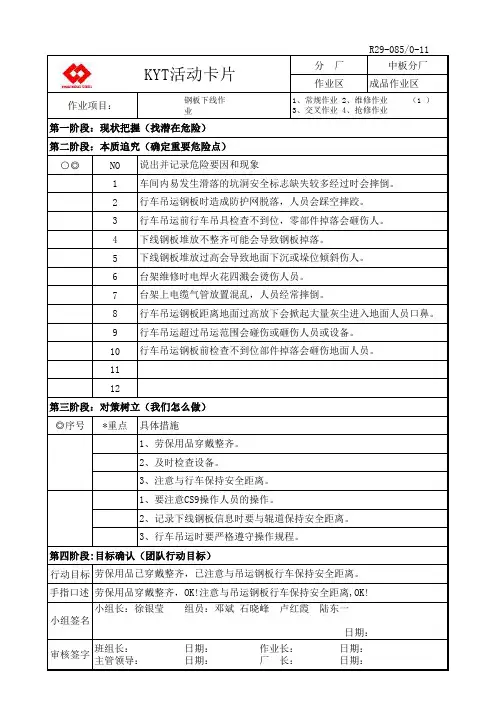
R29-085/0-11分 厂中板分厂作业区成品作业区 钢板下线作业○◎NO123456789101112◎序号*重点行动目标手指口述审核签字第一阶段:现状把握(找潜在危险)KYT活动卡片作业项目:1、常规作业 2、维修作业 (1 )3、交叉作业 4、抢修作业第二阶段:本质追究(确定重要危险点)下线钢板堆放过高会导致地面下沉或垛位倾斜伤人。
台架维修时电焊火花四溅会烫伤人员。
台架上电缆气管放置混乱,人员经常摔倒。
下线钢板堆放不整齐可能会导致钢板掉落。
说出并记录危险要因和现象行车吊运前行车吊具检查不到位,零部件掉落会砸伤人。
车间内易发生滑落的坑洞安全标志缺失较多经过时会摔倒。
行车吊运钢板时造成防护网脱落,人员会踩空摔跤。
行车吊运钢板距离地面过高放下会掀起大量灰尘进入地面人员口鼻。
行车吊运超过吊运范围会碰伤或砸伤人员或设备。
第三阶段:对策树立(我们怎么做)1、劳保用品穿戴整齐。
3、注意与行车保持安全距离。
2、及时检查设备。
具体措施行车吊运钢板前检查不到位部件掉落会砸伤地面人员。
班组长: 日期: 作业长: 日期:主管领导: 日期: 厂 长: 日期:劳保用品已穿戴整齐,已注意与吊运钢板行车保持安全距离。
第四阶段:目标确认(团队行动目标)3、行车吊运时要严格遵守操作规程。
1、要注意CS9操作人员的操作。
2、记录下线钢板信息时要与辊道保持安全距离。
小组签名小组长:徐银莹 组员:邓斌 石晓峰 卢红霞 陆东一日期:劳保用品穿戴整齐,OK!注意与吊运钢板行车保持安全距离,OK!。
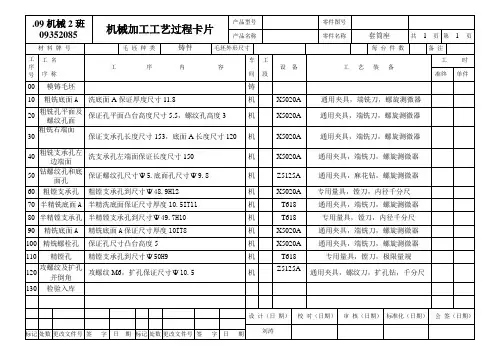
机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第(1 )页车间工序号工序名称材料牌号金工10 平端面打中心孔20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型才φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X60W 1夹具编号夹具名称冷却液铣端面夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 1 平端面专用铣夹具500 150 0.75 2 2 打中心孔60°中心钻 1 描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 2 )页车间工序号工序名称材料牌号金工20 钻孔攻丝20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数组合机床 1夹具编号夹具名称冷却液专用钻夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 2 在B端面钻孔扩孔φ17×53钻头625 85 0.75 8.5 1 扩孔φ21×12专用钻夹具650 100 1.5 2 1 描校攻丝M20—6H×40专用攻螺纹夹具85 35 0.75 1.5 1装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 3 )页车间工序号工序名称材料牌号金工30 钻孔攻丝20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数组合机床夹具编号夹具名称冷却液专用钻夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 3 反装在A端面钻孔φ5×75专用钻夹具650 85 0.75 6 1 扩孔φ16H7×44专用机床夹具650 100 1.5 5 1 描校攻丝M8左—6H专用攻螺纹夹具85 30 0.75 1 1装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 4 )页车间工序号工序名称材料牌号金工40 粗车外圆面20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数车床C6132 1夹具编号夹具名称冷却液专用车夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 4 粗车外圆面D,φ119.819h11换位车刀,专用车夹具800 85 2 4 3 粗车外圆面F,φ120d9换位车刀,专用车夹具800 85 2 4 3 描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 5 )页车间工序号工序名称材料牌号金工50 粗车外圆面20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数车床C6132 1夹具编号夹具名称冷却液专用车夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 5 粗车外圆面C,φ95m5 换位车刀,专用车夹具800 85 2 4 3 粗车外圆面G,φ80m6 换位车刀,专用车夹具800 85 2 4 3 描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 6 )页车间工序号工序名称材料牌号金工60 刻字20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图 6 在B端面刻字“2.4×4”专用工具描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 7 )页车间工序号工序名称材料牌号金工70 精车外圆20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数车床C6132 1夹具编号夹具名称冷却液专用车夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图7 精车外圆面φ119.819h11换位车刀,专用车夹具850 150 0.75 0.75 倒角1×45°专用车具 1 描校精车外圆面φ95m5换位车刀,专用车夹具850 150 0.75 0.75 倒角1×45°,留退刀槽专用车具 1 装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 8 )页车间工序号工序名称材料牌号金工80 车斜面20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数车床C6132 1夹具编号夹具名称冷却液专用车夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图8 车外圆面D、E的过渡斜面,倾斜角φ70°专用车夹具650 85 1.5 2.5 3描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 9 )页车间工序号工序名称材料牌号金工90 精车外圆面20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数车床C6132 1夹具编号夹具名称冷却液专用车夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图9 精车外圆面φ80m6 专用车夹具850 150 0.75 0.5 1 倒角30°,留退刀槽专用车夹具850 150 1.5 3 1 描校精车外圆面φ120d9 专用车夹具850 150 0.75 0.5 1 倒角30°,留退刀槽专用车夹具850 150 1.5 0.5 1 装订号倒角4.5×45°专用车夹具,量具850 150 1.5 4.5 1设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 10 )页车间工序号工序名称材料牌号金工100 铣键槽20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数卧式铣床X60W 1夹具编号夹具名称冷却液专用铣夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图10 铣键槽,宽22N9,长160mm 专用铣夹具800 100 0.75 9 1φ22mm的铣刀描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 11 )页车间工序号工序名称材料牌号金工110 滚斜齿20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数滚齿机Y3150 1夹具编号夹具名称冷却液专用夹具工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图11 滚斜齿,Mn=4.5,Z=23,β=15°,αn=20°,左旋专用夹具800 100 0.75 12.668 1描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称过桥齿轮轴零(部)件名称过桥齿轮轴共( 15 )页第( 12 )页车间工序号工序名称材料牌号热处理车间120 表面渗碳20CrMnTi毛坯种类毛坯外型尺寸每毛坯可制件数每台件数型材φ140mm×685mm 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)切削深度/(mm)进给次数工序工时机动辅助描图12 表面渗碳热处理渗碳炉渗碳厚度:1.2—1.6描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。