《白车身钢板材料的应用》
- 格式:ppt
- 大小:1.64 MB
- 文档页数:1
重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008重庆工学院_重庆汽车学院 11/17/2008。
10.16638/ki.1671-7988.2016.08.080乘用车白车身金属结构胶的应用吴强(安徽江淮汽车股份有限公司技术中心,安徽合肥230601)摘要:文章介绍了金属结构胶的特性,以及车身轻量化与静刚度的关系,并以某车型为例,其车型开发前期经CAE 分析部分目标值不满足要求,后期在车身上大量应用结构胶,在不明显增加车体重量的前提下提升车了身模态和刚度,满足设定目标。
关键词:结构胶;模态;扭转刚度;轻量化系数中图分类号:U465 文献标识码:A 文章编号:1671-7988(2016)08-237-03Application of white body metal structure adhesives for passenger carWu Qiang( Anhui Jianghuai Automobile co., LTD., Technical Center, Anhui Hefei 230601 )Abstract:This article describes the characteristics of the metal structural adhesive, and the relationship between body lightweight and static stiffness. In this article we take one model for example, which can't fulfil the target due to the CAE analysis at the beginning. After using a large number of structural adhesive, the body modality and stiffness have been enhanced while the body weight doesn't increase significantly.Keywords: structural adhesives; modality; torsional stiffness; light weight coefficientCLC NO.: U465 Document Code: A Article ID: 1671-7988(2016)08-237-031、金属结构胶简介车身金属结构胶主要分刚性结构胶与弹性结构胶:刚性结构胶用于白车身钢板和钢板粘接、钢板与其他金属粘接,弹性结构胶主要用于金属与塑料的连接。
白车身样件快速制造在样车试制中的应用奇瑞汽车股份有限公司田媛概述了快速制造在主机厂样车试制的过程应用,介绍了汽车覆盖件快速模具冲压工艺在样车试制中的应用,比较了快速模冲压件与量产全模件的制造工艺和项目应用,指出基于快速模具的冲压技术可以实现低成本、高效率小批量样车的快速试制。
1 前言在产品整车造型确定,白车身外覆盖件、关键件及结构件数据相对稳定后,主机厂将根据研发系统、试验及生产部门的需要对新车型进行小批量样车的试制。
如何在最短时间里提供与产品定义相吻合的样件、完成各种性能试验和工艺验证已成为至关重要的工作。
为此孕育而出的快速成型及快速模具制造业在汽车领域的运用得到了蓬勃的发展。
尤其是白车身覆盖件大都是空间曲面结构,形状复杂,在成形过程中变形规律不易掌握,导致了其制造周期长、资金投入巨大的特点。
在前期验证阶段、数据尚不成熟的情况下,如何以最短的时间提供样件,进行小批量工艺验证,规避因数据不稳定造成的量产模具设变量巨大,降低开发风险,实现信息反馈,改善设计,验证工艺已成为样车试制的关键。
本文以奇瑞汽车样车试制为例,结合快速成型,尤其是快速模具工艺实现样件的快速制造。
2 汽车快速制造概述快速制造在样车试制过程中一般分为白车身冲压件的快速制造和内外饰样件的快速制造,都是基于快速成型技术和快速模具制造技术进行的快速样件制造。
2.1 快速成型技术(简称RP技术)RP技术是在现代CAD/CAM技术、激光技术、计算机数控技术、精密伺服驱动技术以及新材料技术的基础上集成发展起来的。
在无需准备任何模具、刀具和工装夹具的情况下,直接接受产品设计(CAD)数据,快速制造出新产品的样件、模具或模型。
因此,RP技术的推广应用可以大大缩短新产品开发周期,降低开发成本,提高开发质量。
2.2 快速模具制造快速模具制造分为冲压件快速模具制造和塑料件快速模具制造(如图1),是基于RP技术和新材料发展而产生的。
它依据快速成型制作的实体模型,采用拷贝方式(如金属喷涂、电镀、复合材料浇注、精铸等)快速制造模具的主要工作部件(凸、凹模),其制造周期一般为传统数控切削方法的1/5~1/10,而成本却仅为其1/3~1/5。
据的时候出现低级错误而引发一些施工的事故,导致质量降低。
4提高井下小修作业施工质量的方法4.1加大施工员工的培训力度,提高作业队伍的素质为了提高施工的质量,修井作业企业应该加强对施工员工的培训力度,通过提高作业队伍的素质,加强相关人员的质量意识,在进行作业操作培训之后,还需要定期或是不定期的对员工进行修井作业施工各要素的讲解,经过施工组织设计和工序的质量标准以及安全生产管理制度、技术等关键知识点的了解,让员工意识到油井质量保证的重要性,同时要加强相关的考核工作,以警醒相关的作业人员。
4.2加强施工作业人员的质量教育,提高作业人员质量意识为了提高施工作业人员的质量意识,我们需要不断加强对施工作业人员的质量教育,这不仅能够影响到修井企业的经济收入,更能够影响到整个企业的社会和经济效益,企业不仅仅要以自身作为出发点来加强施工作业人员的作业质量,也要对其他业主负责。
一个企业要想实现生存发展,首先就要保证企业的施工质量,所以修井单位需要严格的控制施工工序和相关的质量标准,通过培养人员的质量意识来加强施工队伍的质量建设,将拥有较强责任心的施工人员任命为班组长组织施工,提高队伍的施工技术,保证施工的质量。
4.3实行全面质量管理,提高质量控制管理水平在质量管理工作当中,最核心的问题就是质量保障,所以为了提高油井作业的质量控制和管理水平,就需要实行全面的质量管理,实现全员参加,以此来提高企业和业主的经济收益,以此来提高企业的竞争力。
通过全方位、全过程和全员参加的“三全管理”,来健全质量管理体系,保证井下作业施工的质量管理水平提高。
4.4加大下井工具管理力度油管企业一般都会对旧油管进行回收,但是在回收投入使用之前需要利用先进的设备和技术进行除垢处理,并且在处理之后对相关的参数进行检查,不合格的油管不能在油井作业地区投入使用。
油管在经过修复之后,需要将其与未修复的油管进行分开放置,并且建立相关的管理档案对油管进行科学的管理。
10.16638/ki.1671-7988.2019.21.046汽车白车身轻量化-铝板技术的应用曹晨华,才佳,张一闯(一汽-大众汽车有限公司天津分公司,天津301500)摘要:随着环境污染、能源消耗日益加剧等问题的出现,汽车制造业对汽车车身的轻量化提出了更高的要求。
铝板技术的应用在最大的程度上降低了轿车车身重量,对汽车轻量化做出了巨大的贡献。
文章介绍了铝板技术的优缺点,并结合所在单位铝板技术的应用,阐述了铝板材料的存储、冲压加工和铝板零件返修过程中的注意事项等问题。
关键词:车身;轻量化;铝板;冲压中图分类号:U466 文献标识码:B 文章编号:1671-7988(2019)21-130-03Car Body Lightweight--Application of Aluminum Plate TechnologyCao Chenhua, Cai Jia, Zhang Yichuang(Series planning FAW-V olkswagen Automotive co. LTD. Tianjin Branch, Tianjin 301500)Abstract:With the emergence of problems such as environment pollution and energy consumption increasing, the car-manufacturing industry has put forward higher requirements for the lightweight of car-body. The application of aluminum plate technology has reduced the weight of car body to the greatest extent and made great contribution to the lightweight of car. This paper introduces the advantages and disadvantages of aluminum plate technology, and expounds the problems including material storage, stamping process and repairing process of aluminum plate parts combining with the application of aluminum plate technology in Faw-vw.Keywords: Car Body; Lightweight; Aluminium plate; StampingCLC NO.: U466 Document Code: B Article ID: 1671-7988(2019)21-130-03前言随着环境污染、能源消耗日益加剧等问题的出现,汽车制造业对汽车车身的轻量化提出了更高的要求。
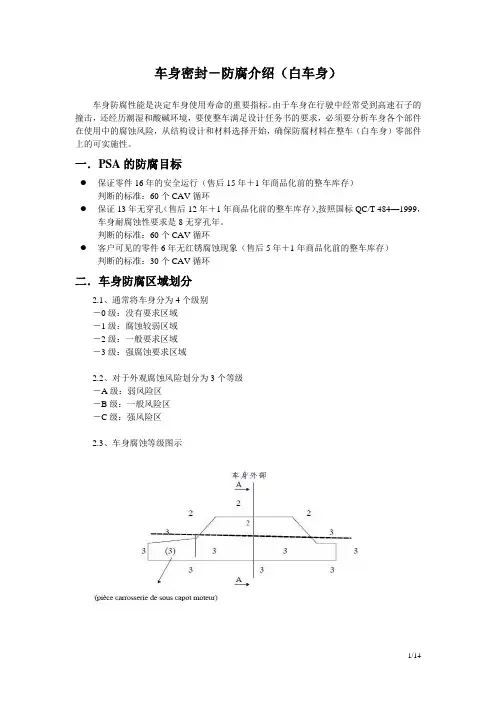
车身密封-防腐介绍(白车身)车身防腐性能是决定车身使用寿命的重要指标。
由于车身在行驶中经常受到高速石子的撞击,还经历潮湿和酸碱环境,要使整车满足设计任务书的要求,必须要分析车身各个部件在使用中的腐蚀风险,从结构设计和材料选择开始,确保防腐材料在整车(白车身)零部件上的可实施性。
一.PSA的防腐目标●保证零件16年的安全运行(售后15年+1年商品化前的整车库存)判断的标准:60个CAV循环●保证13年无穿孔(售后12年+1年商品化前的整车库存),按照国标QC/T 484—1999,车身耐腐蚀性要求是8无穿孔年。
判断的标准:60个CAV循环●客户可见的零件6年无红锈腐蚀现象(售后5年+1年商品化前的整车库存)判断的标准:30个CAV循环二.车身防腐区域划分2.1、通常将车身分为4个级别-0级:没有要求区域-1级:腐蚀较弱区域-2级:一般要求区域-3级:强腐蚀要求区域2.2、对于外观腐蚀风险划分为3个等级-A级:弱风险区-B级:一般风险区-C级:强风险区2.3、车身腐蚀等级图示部件说明要求等级涂层镀锌层电泳层抗石击Ⅰ-地板部件1-前地板总成:K2B-地板:-横梁:-外(前,前闭板)-侧围内部-通道/横梁加强板:侧围外部侧围内部-通道:333310/1010/100/010/100/010/101515/R8/R15/R8/R15OONONO/N2-后地板总成:K2C-地板:-横梁:-侧围内部-侧围外部-纵梁:-加强板:-外部-侧围内部3133310/100/010/1010/1010/100/01581515/R158NNNONNⅡ-风窗挡板:K3A-挡板: 3 10/10 10 NO:有抗石击要求N:无抗石击要求三.防腐密封定义3.1、通用涂层定义:防腐原理:以牺牲性材料保护钢板。
试验证明:10um/10um的双面镀锌钢板暴露在大气中,5年才出现红锈,而0.7的裸板暴露在大气中是3年穿孔。
根据镀锌工艺,镀锌分为热镀锌(G)和电镀锌(EZ),电镀锌成本高于热镀锌,通常G10/10的防腐效果等同于EZ7.5/7.5。
传统白车身所用材料及制造工艺哎呀,说起来咱们中国汽车工业,那可真是几十年如一日的砥砺前行啊。
今天咱们就聊聊这传统白车身所用材料及制造工艺,那可是大有学问的。
咱们先说材料,早年间,白车身那可都是铁家伙,厚厚的钢板,结实得很。
那时候,汽车厂的师傅们,拿着焊枪,在车间里叮叮当当的,那叫一个热闹。
记得有一次,我跟着老李师傅学习焊工,他那手艺,那叫一个精准,焊缝焊得跟纸一样薄,可牢固了。
那时候,咱们国家的汽车工业,就是靠这些铁家伙,一步步走过来的。
后来呢,随着技术的发展,材料也越来越讲究。
比如说,现在有的汽车,白车身用的是铝合金,那轻便得很。
咱们以前那个铁家伙,重量大,油耗高,跟现在比,那可差远了。
我记得有一次,我坐朋友的新车,一上手,那感觉,轻快得很,就像腾云驾雾似的。
再说制造工艺,这可是白车身的灵魂。
以前,咱们都是手工制作,师傅们一个个都是行家里手,靠的就是那双巧手。
你看,那工字梁,那横竖都是直的,焊缝也是整齐划一,这得有多高的手艺啊!现在啊,这制造工艺也是日新月异。
自动化生产线,机器人焊接,那可都是高科技的产物。
记得有一次,我去参观一个汽车厂,那机器人焊接,速度那叫一个快,焊缝质量也是无可挑剔。
我就在想,这要是以前,师傅们得有多累啊,现在可好了,机器帮了大忙。
不过,说起来,咱们中国汽车工业的发展,这离不开那些默默奉献的师傅们。
他们手上磨出了老茧,但心里总是充满了自豪。
有时候,我看着他们,就会想起自己的父亲,那个也曾在车间里挥汗如雨的老焊工。
这白车身,说到底,就是汽车的心脏。
材料再好,工艺再先进,要是心脏不强,那汽车能跑得快吗?咱们中国汽车工业,就是在这白车身上一点点进步,一步步走向世界。
哎呀,说着说着,我都能想象到那些师傅们在车间里忙碌的身影了。
那股子对汽车工业的热爱,那股子对工艺的执着,真是让人感动。
咱们中国汽车,就是要这样,从白车身做起,一步步走向辉煌!。
白车身技术可行性分析概述白车身技术,即车身组装过程中使用未经喷涂的底漆以及车漆,是一种相对传统涂装工艺而言的创新型技术。
白车身技术的出现旨在解决传统涂装过程中产生的各种环境问题和成本压力。
本文将分析白车身技术的可行性,从环境、成本和质量等方面进行评估。
环境可行性白车身技术在环境可行性方面具有较大的优势。
其主要表现在以下几个方面:减少有害气体排放传统涂装工艺需要使用大量的溶剂和底漆,这些化学物质在施工过程中会产生有害气体排放,对环境造成污染。
而白车身技术不需要底漆和车漆,大大减少了有害气体的排放。
降低废弃物产生传统涂装过程中,由于喷涂不均匀或者其他原因,会产生一定量的废弃物。
而白车身技术可以避免这种情况的发生,因为它不需要进行喷涂操作。
这样就能够减少废弃物的产生,降低对环境的负荷。
节约能源白车身技术省去了烘干、烤漆等工序,使得整个车身制造过程中的能源消耗大幅降低。
通过节约能源,白车身技术有助于减少对非可再生能源的需求,进一步推动可持续发展。
成本可行性白车身技术在成本可行性方面具有一定的优势。
虽然初始投资较高,但储蓄的长期成本可以抵消这部分费用。
以下是其主要的成本优势:减少底漆和车漆的成本传统涂装过程中,底漆和车漆是占据较大比例的费用。
而白车身技术省去了这部分费用,因此可以节约一定的成本。
节省涂装设备维护成本涂装设备在传统涂装过程中需要定期维护和维修,这些费用也将成为企业的负担。
采用白车身技术后,可以省去一些与喷涂相关的设备维护成本。
提高生产效率传统涂装过程时间较长,包括烘干、烤漆等工序,从而导致生产效率较低。
而白车身技术无需这些耗时的工序,能够缩短生产周期,提高生产效率,降低生产成本。
质量可行性白车身技术在质量可行性方面需要注意一些潜在的问题,但通过合理的控制和管理可以得到优质的成品:防锈问题白车身技术未涂装部分需要受到防锈处理,以保障车身的使用寿命和质量。
因此,在白车身技术的应用过程中,需要加强对防锈措施的研发和改善。
车辆工程技术34 车辆技术汽车白车身轻量化-铝板技术的应用王 艳,田 野,杜媛媛(华晨雷诺金杯汽车有限公司,沈阳 110000)摘 要:随着环境污染、能源消耗日益加剧等问题的出现,汽车制造业对汽车车身的轻量化提出了更高的要求。
无论是整车厂还是零配件供应商都在尝试采用各种方式降低车身重量,如采用新材料、新的加工工艺等。
对于白车身的减重而言,目前常用的技术就是铝板技术的应用,不仅可以降低车身重量的同时,也保障和提高了车身的安全性能。
下面笔者就对此展开探讨。
关键词:汽车;轻量化;铝板技术1 铝板在汽车制造中的优缺点概述 奥迪公司是最早采用铝合金材料做车身材料的整车厂,其中AudiA8 全铝车身达到了创纪录的546kg铝件,质量减轻15%,耗油量降低5~8%。
秉承奥迪的造车理念,铝合金材料在一汽-大众的汽车制造中被广泛的应用在翼子板、门板、发动机罩和行李箱盖等重要零件上。
1.1 铝板存在一定的缺点 (1)成形性差。
钢板与铝板的成形极限曲线比较图见图1所示。
图1 钢板与铝板的成形极限曲线比较图 (2)延伸率低。
多数汽车用铝合金板总延伸率远低于冷轧钢板,甚至只能达到前者的一半。
(3)低熔点、低屈服强度、低厚向异性指数,不利于成形。
(4)机械强度低、抗凹性差。
除6XXX系部分铝合金的强度较高外,其他系列铝合金板的强度都明显低于钢板,并且抗凹性较差。
(5)焊接性能低、结合部位抗腐蚀性能差。
(6)成本高。
无论是铝板本身的单件价格还是模具制造费用、设备及生产的成本投入都比钢板的成本要高。
1.2 与钢板相比,铝合金材料有以下一些优点 (1)回收率高。
国外可达80%以上,60%以上的车用铝合金为再生铝,回收生产1t铝合金比重新生产1t铝合金少耗能95%。
(2)投资少、减重效果明显。
铝合金加工设备投资比钢铁少、车身减重效果显著(铝板的设计厚度要比钢板的厚,减重效果可以达到20%-50%)。
(3)防腐性能优异。
白车身钣金结构与涂装SE应用作者:黄金强王福才陈星星文章来源:奇瑞汽车股份有限公司点击数:206更新时间:本文以白车身钣金结构对涂装防腐性的影响为切入点,从理论上论述白车身钣金结构在涂装工艺实现时可能会存在的共性问题及其应对之策,并在此基础上探讨一下车身钣金的结构优化与涂装工艺实现之间的辨证与统一的关系。
随着国内、国际汽车市场竞争的加剧,客户对汽车产品的质量要求越来越高,汽车更新换代的周期也越来越短,汽车厂商必须更快更好地推出新产品以满足市场竞争的需要。
相对于传统的产品顺序研发模式,同步工程在研发周期的缩短上、在产品研发的费用降低上、在研发后产品的可制造性上都有异常优异的表现。
这也是同步工程在业界得到越来越广范应用的原因。
同步工程同步工程(SE),亦称工艺同步工程(PSE ),是对产品开发及其相关(制造和支持等)过程进行集成、并行的系统化工作模式。
它特指工艺审核与产品研发同步,协助产品设计部门优化产品制造工艺,改善并提高产品的可制造性,辅助产品更容易在制造阶段实现。
由于工艺及相关过程的提前介入,将原本要留到工艺实施或者其他相应阶段时才可能会暴露的问题提前至产品研发期暴露并予以解决,以期使产品研发和后期的工艺实施等尽量实现无缝对接,通过防止产品研发和生产实际脱节来缩短车型的研发周期、降低研发的成本投入同时整合并提高整车的车身质量。
钣金结构与涂装(SE)同步工程现代化的汽车造型、高标准的车身性能、多样化的车辆用途等无不导致现代车身结构越来越复杂。
复杂的车身结构对各大工艺及其实现不断提出越来越多的挑战,降低工艺操作性难度和提高工艺可实现性的需求也随之逐渐明晰起来。
不同的车型其车身结构千差万别,然而就产品与涂装工艺要求(底漆的厚度等)的符合度来讲,有一些结构是工艺操作和实施应该明确提出的共性结构。
这些共通的结构可以做为工艺对产品研发的前期输入,以实现研发周期再缩短并同时提高产品的可实现性。
1.前处理-电泳工艺实现对钣金结构的要求(1)钣金加强筋结构:由于前处理、电泳工艺区涉及到大量的槽体和浸喷工艺,这一工艺区的主要问题在于:工艺区内的进液和沥液会相应地使车身的浮力和重力发生变化,这些变化会使车身的受力情况随之发生不小的改变,这对生产线上设备的正常运行造成了相当大的压力。
汽车白车身冷冲压用材料方法研究!汽车白车身冷冲压用材料数据库已经广泛应用于一汽轿车现生产和待投产车型中,该材料数据库的应用,为新项目和现生产车型调试提供了可靠的技术支持,解决了应用老数据库时模拟分析不能还原现场成形状态,无法给予现在调试提供可靠的整改方案,增大了调试难度,而新的材料数据库的应用,彻底解决了以前的老大难问题,降低了供应商的工作难度。
一、引言一汽轿车公司冲压件常用材料涉及到牌号127种(同一牌号不同钢厂的材料计为不同钢种) 、材料规格600余种;而目前轿车公司已有的材料数据库较为陈旧, 应用旧材料数据库进行CAE模拟分析时, 模拟预判风险项与实际调试问题产生偏差, 如下页图1所示, 就给产品初期评审、供应商工艺审核、现场问题调试的技术支持带来了很大的麻烦, 可以看出陈旧的材料数据库已经影响甚至阻碍了有限元模拟在指导产品设计和工二、数据库技术内容一个准确的材料数据库的建立一般包括三方面的工作:材料数据的收集整理、材料性能参数实验、材料卡片制作。
(1)材料数据库整理目前轿车公司应用的钢种较多, 同一种钢种又存在不同批次, 由于钢厂供应用于生产的钢板每批次性能参数会存在一个浮动, 无法保证性能参数的稳定性, 因此采用哪个批次的钢板作为实验对象就是一大难题,为解决这个问题对公司去年一整年的板材进货进行了统计, 通过对屈服强度的观察, 找出频率最高的板材作为实验试样。
如下页图2。
应用这种统计方法针对轿车公司车型应用的127种(同一牌号不同钢厂的材料计为不同钢种) 钢种进行梳理, 每种钢种取3种料厚, 从而确定试样所用钢板。
(2)实验参数测试在应用CAE技术模拟分析时, 评判成形性的几个重要指标主要有:开裂、起皱、减薄、失效、滑移线等, 而这些评价结果主要是由材料的n值、r值、成形时的摩擦系数所决定的, 在评价成形性时, 多结合成形极限曲线 (FLC曲线) 对结果进行评价, FLC曲线是由材料的主次应变拟合而成的一条可以反应金属成形性的曲线, 通常FLC曲线以上均为开裂。
乘用车白车身金属结构胶的应用吴强【摘要】This article describes the characteristics of the metal structural adhesive, and the relationship between body lightweight and static stiffness. In this article we take one model for example, which can't fulfil the target due to the CAE analysis at the beginning. After using a large number of structural adhesive, the body modality and stiffness have been enhanced while the body weight doesn't increase significantly.%文章介绍了金属结构胶的特性,以及车身轻量化与静刚度的关系,并以某车型为例,其车型开发前期经 CAE分析部分目标值不满足要求,后期在车身上大量应用结构胶,在不明显增加车体重量的前提下提升车了身模态和刚度,满足设定目标。
【期刊名称】《汽车实用技术》【年(卷),期】2016(000)008【总页数】3页(P237-239)【关键词】结构胶;模态;扭转刚度;轻量化系数【作者】吴强【作者单位】安徽江淮汽车股份有限公司技术中心,安徽合肥 230601【正文语种】中文【中图分类】U46510.16638/ki.1671-7988.2016.08.080CLC NO.: U465 Document Code: A Article ID: 1671-7988(2016)08-237-03车身金属结构胶主要分刚性结构胶与弹性结构胶:刚性结构胶用于白车身钢板和钢板粘接、钢板与其他金属粘接,弹性结构胶主要用于金属与塑料的连接。