螺栓标准扭矩及预紧力速查
- 格式:doc
- 大小:98.00 KB
- 文档页数:2

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
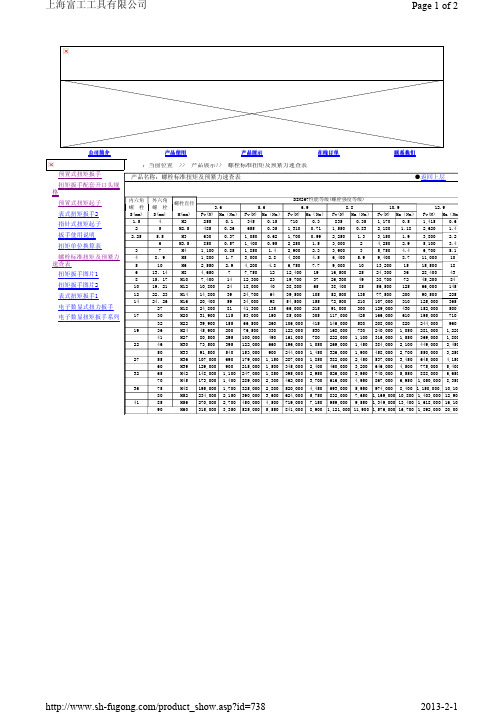
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。

1、引言家用电器厂在生产某型产品时,经常出现批头、电批套筒或风批套筒被打断的现象。
原因是一些重要零部件如发热管、R型弹簧等的固定都需要用很大的扭力矩来旋紧螺钉,而批头、电批套筒或风批套筒的极限扭力矩不能达到螺钉拧紧的拧紧力矩要求,致使其超过能够承受的最大拧紧力矩而折断。
但是,螺钉的拧紧力矩到底需要多大?目前尚没有一个确切的或者令人信服的标准来衡量。
那么,有没有办法给定螺钉比较准确的标准值呢?答案是肯定的。
下面以某产品弹性元件固定螺钉PM5×10为例,来计算它的拧紧力矩。
2、螺纹联接的拧紧力矩我们知道,在螺栓联接中,只有适当的预紧力才能保证螺栓可靠联接。
而预紧力则是通过控制施加于螺钉的拧紧力矩或转角来间接实现的。
但是,螺栓轴力与拧紧力矩之间的对应关系严重地受到摩擦条件的影响。
摩擦一方面是螺纹自锁防松的必要条件,另一方面摩擦消耗大量拧紧力矩(能量)从而影响螺栓轴力。
拧紧时,扳手或电批(风批)力矩T用于克服螺纹副的螺纹阻力矩T1及螺母与被联接件(或垫圈)支承面间的端面摩擦力矩T2。
即T= T1+ T2=KF0 d (N·mm)d——螺纹公称直径(mm)F0——预紧力(N)K——拧紧力矩系数(无量纲)其中,K值与螺纹中径、螺纹升角、螺纹当量摩擦系数、螺母与被联接件支承面间的摩擦系数有关。
而这些参数的取值都比较复杂。
要准确地计算出K 值,就要通过针对性的试验,同时测得预紧力和紧固扭矩才能间接获得拧紧力矩系数K值。
一般情况下,在各种条件下的K值,可参考下表中的数据。
盘铝合金基材上,铝合金的硬度较低,摩擦力较大。
故按干燥加工表面无润滑取值,则K值的取值范围是0.26~0.30,取最小值K=0.26。
螺纹联接的预紧力螺纹联接预紧力的大小,要根据螺钉组受力和联接的工作要求决定。
设计时首先要保证所需的预紧力,又不应使联接的结构尺寸过大。
一般规定拧紧后螺纹联接件的预紧力不得大于其材料屈服强度σs的80%。

螺母标准扭矩及预紧力速查表
以下是一份螺母标准扭矩及预紧力的速查表,可以帮助您在需要时准确选择适当的扭矩值和预紧力。
螺纹规格
请注意,以上数值仅供参考,具体扭矩和预紧力应根据具体要求和使用的螺纹材料而定。
在使用时,请始终遵循相关制造商的指南和规定。
使用方法
使用此速查表时,请按照以下步骤操作:
1. 确定您要使用的螺纹规格。
2. 查找适当的扭矩范围和预紧力范围。
3. 根据实际情况选择最合适的数值。
4. 在进行扭紧或预紧操作时,确保使用正确的工具和装置,并遵循安全操作规程。
5. 完成扭矩或预紧操作后,进行检查以确保正确的紧固。
注意事项
在使用此速查表时,请注意以下事项:
- 如果您的特定应用需要更高的扭矩或预紧力,请咨询专业人员或相关制造商。
- 扭矩和预紧力的准确性对于螺纹连接的安全至关重要,因此请务必根据实际需求进行正确的选择。
- 在使用时,请确保螺母和螺栓之间没有脏污、油脂或其他影响紧固性能的物质。
- 在零部件进行松动和紧固检查时,根据需要进行定期维护和保养。
这个螺母标准扭矩及预紧力速查表可作为参考依据,以帮助您更好地进行螺纹连接的扭紧和预紧操作。
请根据实际需求进行具体选择,并在使用时严格遵守相关安全规定和指南。

螺栓规范扭矩及预紧力速查表
背景
在机械加工和维修过程中,螺栓紧固要用到扭矩和预紧力的计算。
为了避免使用不恰当的扭矩和预紧力而导致机器故障,我们需要参考相关的规范和速查表。
相关规范
在国内,螺栓的扭矩和预紧力计算需参考以下规范:
- GB/T 3098.1-2010 机械性能的机械测试第1部分:试验机、测力机和冲击试验机术语、通用要求和试验方法
- GB/T 3098.8-2010 机械性能的机械试验螺栓的拉伸试验方法- JG/T 163-2013 十六类压力和钢制材料承插焊管压前螺栓连接技术条件
- HG/T -2009 压力管道用螺栓连接
速查表
下表展示了一些常用的螺栓对应的扭矩和预紧力值:
以上仅供参考,具体扭矩和预紧力值需参考相关规范和螺栓厂家提供的数据。
结论
在机械加工和维修中,使用正确的扭矩和预紧力可以确保机器的稳定性和安全性。
我们应该参考相关规范和速查表,选择合适的螺栓型号和对应的扭矩和预紧力值。