贵州铝厂新型阳极焙烧炉节能探讨
- 格式:pdf
- 大小:152.94 KB
- 文档页数:4
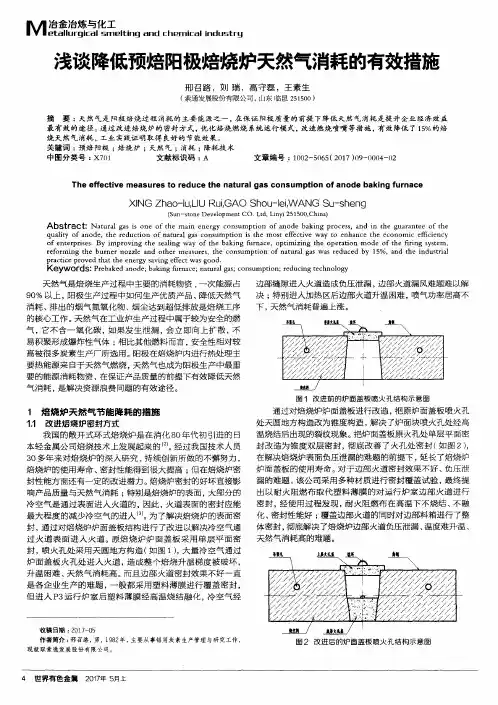
阳极焙烧炉节能降耗的对策唐林、高守磊(索通发展股份有限公司山东德州251500)摘要:焙烧炉经过4年以上运行后,炉室密封不好,漏风系数高,造成燃料利用效率低,能耗高,制品温度下降,影响了产品质量。
本文从改进焙烧工艺以及焙烧操作等方面采取相应的对策,改善焙烧炉保温措施,降低焙烧炉燃料消耗、提高焙烧产品质量。
关键词:焙烧炉;燃料利用效率;产品质量METHODS TO IMPROVE FUEL UTILIZATION FOR OPEN TOPANODE BAKING FURNACESLin Tang,Shoulei GaoSunstone Development Co.,Ltd,Shandong Dezhou251500Abstract t:As a baking furnace ages,cracks and openings develop in the furnace Abstracwhich allow outside air to enter.Unless proper corrective actions are implemented, gas consumption can increase,final baking temperatures can decrease,and baked anode properties can deteriorate.In this paper,methods are presented for improving the efficiency of fuel utilization for aging furnaces,and thereby lowering fuel consumption,while maintaining or improving anode finishing temperatures and anode properties.Keywords:Baking furnace,Fuel utilization,Products quality一、前言铝用预焙阳极生产过程中,焙烧是最后和最重要的工序之一[1]。

铝电解预焙阳极生产线节能技术可行研究报告一、引言二、能耗分析传统的铝电解预焙阳极生产线主要能耗集中在电力消耗和燃料消耗两个方面。
电力消耗主要是指电解槽所需的电能,燃料消耗主要是指铝电解过程中用于加热和熔化铝矾土的燃料。
三、节能技术1.电力节能技术:采用高效能源利用的电解槽技术,如采用陶瓷铝电解槽代替传统的石墨电解槽,可以大大提高电解槽的效率,减少能耗。
此外,在电解槽的绝缘和制冷方面也可以进行优化,减少能量的散失。
2.燃料节能技术:采用高效燃烧技术,如采用高效燃烧器和余热回收技术,可以提高燃料的利用效率,减少燃料的消耗。
同时,还可以为加热和熔化铝矾土的过程提供可再生能源,如太阳能和生物质能源。
3.设备优化技术:对传统的生产设备进行优化和更新,如减小传统石墨电解槽的规格,减少铝电解液和铝矾土的用量,减少能耗。
同时,还可以采用高效的过滤设备和循环冷却系统,减少水的消耗和能量的浪费。
4.原材料优化技术:优化和改良铝电解过程中的原材料,如开发高纯度和高活性的铝矾土,可以降低电解过程中的能耗和环境污染程度。
四、可行性评估1.技术可行性:上述节能技术已经在其他行业得到了广泛应用,并取得了一定的经济和环境效益。
由于铝电解预焙阳极生产线与其他行业的生产线相似,因此这些节能技术在铝电解预焙阳极生产线上也是可行的。
2.经济可行性:采用上述节能技术可以显著降低能耗和燃料消耗,提高生产效率,降低生产成本。
虽然在初期投资方面可能会增加一些费用,但随着节能效果的逐步显现,将能够获得良好的经济效益。
3.环境可行性:上述节能技术的应用可以减少能源的消耗和燃烧产生的大气污染物排放,降低对环境的影响。
同时,可再生能源的使用也有助于减少对传统能源的依赖,减少对环境资源的消耗。
五、结论铝电解预焙阳极生产线节能技术的引入对提高生产线的能源利用效率和环境友好程度具有重要意义。
上述节能技术在技术可行性、经济可行性和环境可行性方面都得到了验证,因此可行应用于实际生产中。

浅谈焙烧炉的节能途径张卿轩(中国铝业广西分公司,广西 平果 531400)摘 要:氢氧化铝焙烧是氧化铝生产的最后一道工序。
其能耗约占氧化铝生产工艺能耗的10%。
煅烧工艺的生产能力直接影响着氧化铝企业的整体生产能力。
气体悬浮焙烧炉(G.S.C.)是当前最普遍应用的煅烧设备,如何充分发挥焙烧炉的性能,对于降低氧化铝生产能耗有着积极作用。
关键词:气态悬浮焙烧炉;节能技术改造;氧化铝生产中图分类号:TQ151 文献标识码:A 文章编号:11-5004(2018)05-0031-2氢氧化铝焙烧是氧化铝生产的最后一步。
其原理是通过高温焙烧去除氢氧化铝中的水和结晶水,转化生产合格的氧化铝以满足电解生产的要求的过程。
因此,氢氧化铝焙烧工艺是为铝电解生产提供冶金氧化铝材料的关键[1]。
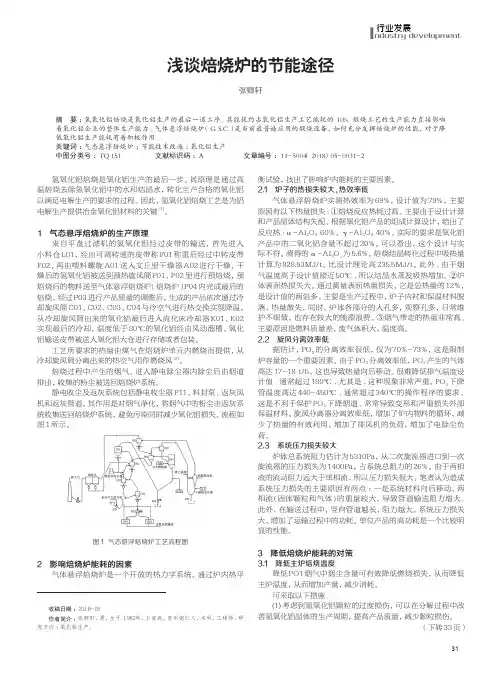
1 气态悬浮焙烧炉的生产原理来自平盘过滤机的氢氧化铝经过皮带的输送,首先进入小料仓L01,经由可调转速的皮带称F01称重后经过中转皮带F02、再由喂料螺旋A01送入文丘里干燥器A02进行干燥,干燥后的氢氧化铝被送到预热旋风筒P01、P02里进行预焙烧,预焙烧后的物料送至气体悬浮焙烧炉(焙烧炉)P04内完成最后的焙烧,经过P03进行产品质量的调整后,生成的产品依次通过冷却旋风筒C01、C02、C03、C04与冷空气进行热交换实现降温,从冷却旋风筒出来的氧化铝最后进入流化床冷却器K01、K02实现最后的冷却,温度低于80℃的氧化铝经由风动溜槽、氧化铝输送皮带被送入氧化铝大仓进行存储或者包装。
工艺所要求的热量由煤气在焙烧炉单元内燃烧而提供,从冷却旋风筒分离出来的热空气用作燃烧风[2]。
焙烧过程中产生的烟气,进入静电除尘器内除尘后由烟道排出,收集的粉尘被送回焙烧炉系统。
静电收尘及返灰系统包括静电收尘器P11、料封泵、返灰风机和返灰管道,其作用是对烟气净化,将烟气中的粉尘由返灰系统收集送回焙烧炉系统,避免污染同时减少氧化铝损失。
流程如图1所示。
阳极炭素焙烧炉节能降耗技术探讨秦庆福倪清宗月雄发布时间:2021-11-03T02:23:22.141Z 来源:基层建设2021年第23期作者:秦庆福倪清宗月雄[导读] 在环境问题和资源与能源问题迟迟得不到有效解决的情况下,环境保护与治理以及节能降耗成为整个社会的重要责任与义务,在工业领域中,铝生产企业的能源消耗是非常严重的,炭素阳极焙烧是铝生产过程中能源消耗最为严重的环节,因此下文就以炭素阳极焙烧节能降耗技术研究为核心内容,对自动回收蓄能技术引入、炭素阳极焙烧炉结构改进以及操作控制系统改进几个重要环节进行详细分析,并在文章的最后客观的探讨实验结果论证,旨在给予铝生产一些帮助和参考云南源鑫炭素有限公司云南红河 661100摘要:在环境问题和资源与能源问题迟迟得不到有效解决的情况下,环境保护与治理以及节能降耗成为整个社会的重要责任与义务,在工业领域中,铝生产企业的能源消耗是非常严重的,炭素阳极焙烧是铝生产过程中能源消耗最为严重的环节,因此下文就以炭素阳极焙烧节能降耗技术研究为核心内容,对自动回收蓄能技术引入、炭素阳极焙烧炉结构改进以及操作控制系统改进几个重要环节进行详细分析,并在文章的最后客观的探讨实验结果论证,旨在给予铝生产一些帮助和参考。
关键词:阳极炭素焙烧炉;节能降耗;技术分析引言铝生产行业在目前的工业领域中占据一定地位,在工业领域繁荣发展方面发挥了关键性的助推作用,但是铝生产企业炭素阳极焙烧环节的能源过度消耗也逐渐引起相关方面的高度重视,在能源与资源紧张问题日益严重的当前时刻,炭素阳极焙烧环节的节能降耗可以说是刻不容缓,而探寻阳极炭素焙烧炉节能降耗技术也成为铝生产企业的当务之急,炭素阳极焙烧过程中会产生大量烟气,如果任由烟气随意排放,不仅会带来环境污染问题,也会形成热量不必要浪费,自动回收蓄能技术的引入可避免以上问题的出现,而且合理改进焙烧炉结构和优化操作控制系统也是节能降耗的有效举措,铝生产企业很有必要对此进行研究探讨。


浅谈阳极焙烧炉炉体的设计优化谢锋;邹理【摘要】阐述了阳极焙烧炉炉体的设计优化,探讨了提高阳极焙烧炉技术水平,降低能耗的方法和措施.【期刊名称】《有色金属设计》【年(卷),期】2010(037)004【总页数】4页(P53-56)【关键词】阳极焙烧炉;设计优化;节能【作者】谢锋;邹理【作者单位】贵阳铝镁设计研究院,贵州,贵阳,550004;贵阳铝镁设计研究院,贵州,贵阳,550004【正文语种】中文【中图分类】TF063为了提高阳极焙烧炉设计水平,降低阳极焙烧炉能耗,必须从内、外两个大的因素入手。
外因是燃烧方式选择、焙烧温度确定、火焰移动周期确定、控制系统设计等方面[1],但是要从根本上解决问题,达到预期目的,就必须从内因考虑,即从提高阳极焙烧炉炉体自身的设计,提高阳极焙烧炉技术水平,降低阳极焙烧炉能耗。
阳极焙烧炉加热炉室的数量由火焰移动周期的长短来决定。
火焰移动周期越短,则需要的加热炉室数就越少;火焰移动周期越长,则需要的加热炉室数就越多。
若火焰移动周期在24~32h之间,则采用3个炉室加热;若火焰移动周期在36~40h之间,则采用2个炉室加热。
火道墙是阳极焙烧炉的关键部分,燃料在火道内燃烧后,高温烟气通过火道侧壁向料箱中传送热量。
同时,料箱中产生的挥发份通过火道竖缝进入火道燃烧。
火道墙设计的重点是保证其温度的均匀和挥发份通道的畅通。
再者,火道墙又是焙烧炉最薄弱的环节,但其所用耐火材料量巨大,约占焙烧炉总耐火材料量的55%(按重量计),因此,如何才能延长火道墙的使用寿命,也是火道墙设计中的重点问题。
阳极焙烧炉火道的长度、高度、宽度尺寸是火道内温差最主要的决定因素之一。
火道结构如图1所示,高温烟气在负压的作用下,从火道的一端流向另一端。
由于高温烟气在流动过程中不停的向料箱传递热量,因此火道的前后、上下必然存在一定的温差。
这种温差的大小与火道的长度、高度尺寸成正比,跟火道的宽度成反比。
但火道宽度的加大相应的也要增大烟气量,增加废气带走的热量,因此火道的长度、高度、宽度尺寸设计应同时考虑这两方面的情况,取一个合理的数值。

影响阳极焙烧炉重油消耗的因素分析吴仕献张文生摘要:本文阐述了影响阳极焙烧炉热耗的主要因素,并从能耗的角度,对阳极在焙烧过程中影响重油消耗进行了详细和全面的分析。
关键词:焙烧炉;能耗;重油;挥发分;预热空气在现代铝用炭素工业中,用敞开式环式焙烧炉生产预焙阳极已十分普遍。
而采用的燃料一般为天然气、煤气、重油等,而如何降低能耗,提高热效率已成为其技术进步的关键。
国外敞开式阳极焙烧炉(PECHINEY)每吨阳极能耗已经降至2.0×106kJ/t水平, 目前国内大多采用此焙烧炉、用重油做燃料的,能耗普遍在(2.6~3.0)×106kJ/t (重油65~70 kg/t.c),最好水平达到(2.0~2.2)×106kJ/t(折合重油约50~55kg/t.c),我公司焙烧II系列2007年油耗平均在63 kg 左右,经过多年的摸索、实践,目前的油耗每t熟阳极油耗约在53.5kg 左右。
现就影响阳极焙烧炉重油消耗的主要因素进行如下探讨。
1 影响焙烧炉热耗的主要因素法国SATRUM公司曾对其在法国的某焙烧炉作过详细的热平衡计算:1.从整台炉来看,热收入源于重油燃烧(56%)、沥青挥发分燃烧(38%)和填充焦燃烧(6%)等三部分.热支出包括阳极和填充焦残留(30%)、排烟损失(27%)、炉面散热(27%)、炉壳散热(9%)及冷却阳极空气带走热量(7%)等。
其中,阳极和填充焦残留以及冷却阳极空气带走热量都与固体蓄热(包括阳极、填充焦、横墙和火道墙)的回收即一次空气的预热密切相关,大量漏风渗入造成的附加排烟量(数倍于理论排烟量)成为排烟损失的主体.影响焙烧炉重油消耗的因素基本可用以下四项来概括:重油是否充分燃烧、挥发分的量及充分燃烧与否、预热空气的充分利用、炉子漏风。
2、重油燃烧情况重油的点火温度温度一般在550℃—650℃,而影响重油是否充分燃烧的因素主要有:足够高的火道温度以利于重油的燃烧,合理的重油供给量,足够的燃烧时间和空间,重油在燃烧时所需要的足够氧气,因随着焙烧的循环使用,急剧升温、急剧降温,重油在火道内燃烧造成局部高温,导致焙烧炉产生不同程度的变形,甚至将火道堵塞,导致重油在火道不能得到充足的氧气和燃烧空间,从而导致重油在火道内得不到充分燃烧。
2018年 8月下 世界有色金属21绿色能源G reen energy铝厂新型炭素阳极焙烧节能降耗技术探讨晏得存,李 凯(黄河鑫业有限公司,青海 西宁 810000)摘 要:针对铝厂在焙烧过程中严重的能源消耗现象,提出铝厂新型炭素阳极焙烧节能降耗技术探讨。
通过引入自动回收蓄能技术,改进焙烧炉结构,使被烧过程中能够自动回收阳极蓄能,降低炉壁内的能源消耗,对焙烧炉的操作控制系统进行优化,随时保证炉壁内的热量守恒。
实验论证结果表明,新型炭素阳极焙烧节能降耗技术能够达到节能降耗的目的。
关键词:铝厂;炭素阳极焙烧;节能降耗 中图分类号:G642 文献标识码:A 文章编号:1002-5065(2018)16-0021-2Discussion on energy saving and consumption reducing technologyof new carbon anode baking in aluminum plantYAN De-cun,LI Kai(The Yellow River Xinye Co., Ltd,Xining 810000,China)Abstract : In view of the serious energy consumption in the process of baking in aluminium plant, a new type of carbon anode baking technology for energy saving and consumption reduction was proposed. By introducing the automatic recovery and storage technology, the structure of the baking furnace is improved, so that the anode energy can be recovered automatically during the baking process, and the energy consumption in the furnace wall can be reduced. The operation and control system of the baking furnace is optimized to ensure the heat conservation in the furnace wall at any time. The experimental results show that the new carbon anode baking energy saving technology can achieve the purpose of energy saving and consumption reduction.Keywords: aluminum plant; carbon anode baking; energy saving and consumption reduction收稿时间:2018-07作者简介:晏得存,男,生于1985年,汉族,青海乐都人,本科,助理工程师,研究方向:铝电解炭素工艺。
基于降低预焙阳极焙烧炉天然气消耗措施的探讨宗月雄秦庆福倪清发布时间:2021-11-03T03:38:36.767Z 来源:基层建设2021年第23期作者:宗月雄秦庆福倪清[导读] 相关人士都知道,铝材生产中的预焙阳极焙烧环节离不开对天然气的使用,而且使用量非常庞大,在此过程中出现一定的能源浪费问题也是极难避免的,预焙阳极焙烧环节的能源消耗关系到铝生产企业经济效益,同时对铝生产企业的运营和发展也有重点关联,在各个行业都在以效益谋发展的现代社会中,如何减少预焙阳极焙烧炉天然气消耗,从而提高企业经济效益成为铝生产企业的研究重点,基于此,笔者就以基于降低预焙阳极焙烧炉天然气消耗措施的探讨本篇论题展开一系列分析云南源鑫炭素有限公司云南红河 661100摘要:相关人士都知道,铝材生产中的预焙阳极焙烧环节离不开对天然气的使用,而且使用量非常庞大,在此过程中出现一定的能源浪费问题也是极难避免的,预焙阳极焙烧环节的能源消耗关系到铝生产企业经济效益,同时对铝生产企业的运营和发展也有重点关联,在各个行业都在以效益谋发展的现代社会中,如何减少预焙阳极焙烧炉天然气消耗,从而提高企业经济效益成为铝生产企业的研究重点,基于此,笔者就以基于降低预焙阳极焙烧炉天然气消耗措施的探讨本篇论题展开一系列分析。
关键词:预焙阳极焙烧炉;天然气;降低消耗措施引言在铝生产企业运营中,节能降耗已经成为提高企业经济效益,提升企业综合竞争力的重要举措,天然气属于安全性相对较高的燃料,因此在预焙阳极焙烧过程中得到普遍应用,由于预焙阳极焙烧炉运行过程中,会产生庞大的天然气消耗量,这对于铝生产企业的经济效益会形成重大影响,在各个领域,各个行业都在提倡节能降耗,降本增效的大环境中,如何降低预焙阳极焙烧炉天然气消耗成了铝生产企业关注的核心重点,深入探讨降低预焙阳极焙烧炉天然气消耗的有效措施,对于铝生产企业的运营和发展都极为有利。
1降低能源消耗的途径为了提升预焙阳极焙烧炉所产生的经济效益,就需要首先从阳极焙烧炉所消耗的能源进行控制,或提高能源利用率,在对阳极焙烧的能源消耗原理进行分析后可以得知,阳极焙烧的能源消耗水平受到了阳极焙烧炉的密封性影响,密封性较强的阳极焙烧炉能够有效的阻止冷空气进入,这使得阳极焙烧炉内部的能源消耗质量得到了较大的提升,有效的节约了能源消耗的同时还能够提升通过阳极焙烧炉所生产的产品质量。
95工 艺 与 装 备在铝用预焙阳极焙烧过程中,焙烧炉与燃烧控制技术极为关键。
可以说,焙烧炉与燃烧控制技术直接决定着铝用预焙阳极产品的质量和焙烧能耗。
在今天严峻的资源环境形势下,需要通过优化焙烧炉结构、改进燃烧自动控制技术,提高铝用预焙阳极焙烧炉节能低排放的效果。
1 铝用预焙阳极的工作原理铝用预焙阳极简称为预焙阳极,有着“铝电解槽的心脏”之称。
铝用预焙阳极是铝电解工艺的核心所在,是确保铝电解槽稳定工作的基本条件。
铝用预焙阳极一般都安装于电解槽的上端,强大的直流电流经过阳极导入电解液。
在正常的铝电解过程中,铝用预焙阳极一般会产生消耗导致电压下降,而阳极反应一般发生在铝用预焙阳极与熔融电解液接触的部位。
由于有碳的加入,所以阳极反应的最终产物为CO和CO2。
铝用预焙阳极的主要作用在于铝电解过程中导入直流电,并参加电化学反应。
目前,国内外生产一吨电解铝,大约消耗半吨的预焙阳极。
铝电解就是发挥预焙阳极直流电导入并发生电解反应,同时在氧化性与高温熔盐中产生持续性消耗。
所以,电解铝生产需要数量庞大的预焙阳极作为材料。
同时,预焙阳极的质量好坏,直接关系电解槽能否正常生产以及能否达到工艺标准。
2 铝用预焙阳极焙烧的重要性焙烧是在空气隔离的条件下将填充料放入已经成型的生坯中进行高温加热处理,具有搭桥和加固的作用。
铝用预焙阳极焙烧是阳极生产非常重要的一道工序,关系到铝用预焙阳极的产品质量。
所以,要控制好铝用预焙阳极焙烧过程,优化焙烧炉结构,采用先进的工艺技术,以提高铝用预焙阳极产品质量。
铝用预焙阳极焙烧技术使用的目的主要有五点:一是通过热处理来清除粘结剂中的挥发物;二是通过焙烧来将不同粒度的骨料进行粘结结焦,进而形成一定形状的预焙阳极;三是通过焦炭网格能够确保预焙阳极的几何形状,同时使制品硬化,增加产品的机械强度;四是通过煤沥青聚合和分解反应降低产品的电阻率,使产品成为电流的良导体;五是通过焙烧后产品的抗热性、抗氧化性、导热性以及导电性等功能得到全面优化,进而能够满足电解槽生产要求。
焙烧炉热平衡分析与节能措施讨论李鹏;孙毅【摘要】焙烧炉是铝用阳极生产过程中耗能较大的设备,通过对其热平衡进行计算与分析,找到其耗能大的影响因素;通过系统的理论分析,给出焙烧炉节能措施;结合实际应用效果,表明本文所述节能措施在实际生产中取得了较好效果.【期刊名称】《有色设备》【年(卷),期】2018(000)003【总页数】4页(P38-41)【关键词】焙烧炉;热平衡;节能【作者】李鹏;孙毅【作者单位】沈阳铝镁设计研究院有限公司,辽宁沈阳110001;沈阳铝镁设计研究院有限公司,辽宁沈阳110001【正文语种】中文【中图分类】TF806.10 前言铝电解工业是国家的支柱产业,近两年随着500 kA、600 kA等大容量预焙电解槽的成功研发和应用,我国电解铝工业的技术装备水平逐渐接近世界先进水平。
但是,作为电解铝生产的“心脏”——预焙阳极的生产技术,发展却十分缓慢,存在能耗高、产品质量差、单位生产能力低、环境污染严重等问题[1]。
阳极焙烧工艺十分复杂,伴随着焦油不均匀溢出燃烧、非线性升温控制、间接耦合加热等过程,无法从单一手段入手,一次性完全解决以上问题。
目前,制约阳极焙烧发展的一个瓶颈问题是阳极焙烧过程能耗过高,大多数阳极企业焙烧过程每吨阳极平均能耗[2]为4.2 GJ,是国外同类炉型的1.55~2.57倍。
对于如此大的能源消耗,如何寻求一种科学、有效的方法,降低吨阳极能耗,是近年来阳极研究的主要方向。
本文通过对敞开式阳极焙烧炉进行热平衡分析,找到其节能潜力所在,指明今后阳极焙烧炉生产和设计过程中的节能方向。
1 热平衡计算与结果分析1.1 敞开式阳极焙烧炉热平衡概述长期以来,人们一直在为提高各种用能设备的效率而努力。
随着人类社会的现代化,能源的消费量越来越大,供求矛盾十分尖锐。
从目前国内情况来看,持续多年能源紧张,对工农业生产和人民生活都带来了很大影响。
我国能源利用率较低,管理水平和工艺设备较落后,节能技术的研究落后于生产实践的需要等,都说明节能工作的长期性和艰巨性。
从炉子热平衡来看新型阳极焙烧炉的节能特点曹广和,于国友(沈阳铝镁设计研究院,辽宁沈阳110001)摘要:用老式阳极焙烧炉的热平衡与新型阳极焙烧炉的热平衡对比的方法,详细的分析了新型焙烧炉的节能特点,对阳极焙烧炉的进一步研制开发有一定的指导意义。
关键词:阳极焙烧炉;热平衡;燃烧控制系统中图分类号:TF806.1 文献标识码:B 文章编号:10021752(2004)10006003改革开放以来,我国电解铝工业快速发展,自 八五以来,我国电解铝产量以年平均16%的速度增加,到2003年底,全国电解铝生产企业130多家,生产量540多万t。
本世纪以来,我国电解铝工业的技术进步和产业升级明显;短短三四年时间,我国电解铝工业的主体槽型由落后的自焙槽变为世界最先进的大型预焙槽。
电解铝厂年需预焙阳极200多万t。
1 焙烧的目的及能量消耗焙烧是炭素制品生产过程中主要的热处理工序之一。
焙烧是使压型后的生制品,在焙烧炉内于隔绝空气的条件下,按一定升温速度进行热处理的过程。
加热时间的长短,根据产品品种、规格及所采用的升温曲线不同,一般需7~22天。
最高焙烧温度为1000~1250!。
生制品在这一过程中,使粘结剂焦化,在骨料颗粒间形成焦炭网络,把所有不同尺寸的骨料颗粒牢固地连结在一起,使产品具有一定的固体形状,一定机械强度,耐热、耐腐蚀、导电、导热等性能的成品或半成品。
敞开式阳极焙烧炉是生产铝用预焙阳极的主要设备。
上个世纪70年代我国引入和开发了敞开式阳极焙烧炉技术,此技术广泛应用于贵州、青海、郑州、包头、平果等各大铝厂。
据统计资料显示此时的热耗一般为5.8~ 6.6GJ/t阳极。
上个世纪90年代国外的阳极焙烧技术向着炉箱大、自动化程度高、能耗低的方向发展。
此时世界先进的热耗指标约为2 5~ 3.5GJ/t阳极。
基于90年代后期沈阳铝镁设计研究院总结了以前的焙烧炉设计经验设计开发了出了新型的阳极焙烧炉。
从2002年1月开始已陆续在国内多家铝业公司应用,节能效果明显,据统计热耗一般为2 5GJ/t阳极。
浅谈阳极焙烧的节能降耗随着时间的推移,我公司的预焙阳极生产也有以前的”煤制气”改为现在使用纯天然气焙烧阳极炭块。
顾名思义,焙烧就是把生坯块装入焙烧炉中,由低温慢慢升至1050°c时进行保温的整个控制过程,中间发生一系列物理化学变化和很多能量消耗。
如何节能,如何降耗,已是首要工作。
焙烧车间在2月份的气耗管理上,狠下功夫,采取很多方法和措施,通过努力,气耗有明显下降。
一、重视焙烧炉相关设备设施的保养、维修并严格装炉质量。
在装炉前各车间都把炉子的火道墙、端墙连接缝隙用耐火泥密封一遍,看是否有漏风漏气现象。
并随时掌握相关设备设施运行情况,减少由于设备设施故障或者密封不严而导致天然气浪费。
对生坯装炉时,要最大程度砸碗、捣实,焦粒中不应有焦面儿掺入,以免造成热传递不及时,同时炉室密封口用专用盖子,减少热量损失。
二、优化焙烧工艺,控制合理参数。
阳极焙烧是由低温升起,根据炉子情况,设置焙烧升温曲线。
技术的关键就是如何让阳极块挥发分在炉内充分燃烧,并对燃烧时间和位置充分优化。
挥发分排出时,火道温度也达到燃点,充分燃烧完毕。
在这个过程中,各车间合理控制升温曲线,加强热电偶座及喷嘴座的密封,改善喷嘴与火道墙体温度测试点,保证天然气的利用率和测试温度真实、准确。
三、利用冷却炉室热量,提高天然气燃烧的利用率。
车间适时调整助燃风机,增加预热空气的供应量,提高炉室天然气的充分燃烧。
适当增加负压,防止冷空气大量进入,延长了产品在1050°c的保温时间。
四、提高产品出炉产量,也是节能降耗的最有效方法。
当焙烧炉子保温到一定时间,必须出炉,否则能耗大,成本高,严重影响产品质量和公司经济效益。
2月份,焙烧各车间增加了出炉数量,提高了产量,节约能源,降低成本,为公司的发展打下良好的基础。
文章编号:1001-8948(2002)04-0045-04贵州铝厂新型阳极焙烧炉节能探讨彭 勇(贵阳铝镁设计研究院,贵阳 550004)摘要:针对贵州铝厂三期引进的新型阳极焙烧炉节能效果显著、阳极质量好等原因进行分析与探讨。
这对以后焙烧炉的设计和改造具有一定的参考价值。
关键词:阳极;焙烧炉;节能;热效率;热源;蓄热体中图分类号: T Q127.1+1 文献标识码: ARESEARCH INTO SAVE ENERGY OF NEW ANODE BAKING FURNACE IN GUIZHOU ALUMINIUM FACTORYPENG Yong(Guizhou Aluminium M ag nesium Desig n Research Institute,GuiYang550004,China)Abstract:T he new anode w hich in accordance with the Guizhou Alum inium factory im ported thr id periode that the reaso ns such as new anode baking fur nace sav e energ y effect is notable and the anode quality is go od etc.analyzed and ex plo red into.T his to later on design and the impr ovement of baking fur nace fix ed reference value.Key words:an anode;the baking furnace;save energy;thermal efficiency;the heat source;heat storage body1 前言从70年代中期开始,世界就着手解决能源的利用问题。
强化节能意识、推广节能技术应用已成为全球工业降低生产成本、提高经济效益的重要手段。
贵州铝厂三期焙烧炉是新型敞开式阳极焙烧炉。
自投产以来,它以节能效果显著、阳极质量好、环境污染小等优点受到国内各大铝厂青睐。
贵州铝厂三期焙烧炉为34室阳极焙烧炉:两个火焰系统;每个炉室有6个料箱7条火道;燃料采用重油;火焰焙烧曲线为168h(火焰周期为28h),冷却曲线为196h;年产量为78840块焙烧阳极。
新型敞开式阳极焙烧炉与以往敞开式阳极焙烧炉相比;能耗由502×104~756×104KJ/t焙烧品降至270×104KJ/t焙烧品;填充料烧损由原平均35kg/t焙烧品降至15kg/t焙烧品;阳极产品合格率>98%;阳极在电解槽上使用期较以往延长一天达到27天;出炉烟气量<47000Nm3/h,而国内同产能的焙烧炉的烟气量80000Nm3/h。
收稿日期:2002-05-09作者简介:彭勇(1972-),男,工程师,1994年毕业于昆明理工大学冶金系热能工程专业,现工作于贵阳铝镁设计研究院。
・45・ 2002年第4期 总第112期 炭 素CAR BO N2 敞开式阳极焙烧炉的结构及工作原理 敞开式阳极焙烧炉的主要任务是为铝厂电解铝焙烧阳极。
将用石油焦骨料和煤沥青粘结剂经混捏,震动成型制成的生阳极装在敞开式阳极焙烧炉的装料箱内,用填充料作为保护,隔绝空气和传热的介质,按规定的升温制度间接加热焙烧。
达到某一温度时,生阳极内的粘结剂进行分解、聚合、焦化反应,在炭粒、粉之间形成焦炭网络,使整块阳极成为具有一定机械强度和一系列物理性能的工程结构的焦炭整体——熟阳极。
焙烧炉的装料箱端壁是由实心耐火砖砌成,侧壁是由空心耐火砖火道所组成。
燃烧在火道内进行,并通过耐火砖墙将热量传递给临近料箱内的阳极。
阳极在焙烧中产生的挥发成分被吸入火道内一同进行燃烧。
炉面设备(包括燃烧装置、排气管、测温测压架、零压架、鼓风架、冷却架)都是可以移动的,这样可使火焰系统沿炉子纵向(即气流方向)移动。
这种环式炉的焙烧由两个不同的传热带所组成:1.预热和加热炉室,在此处将阳极温度提高到设计规定的焙烧温度;2.冷却室,阳极在此冷却后从料箱中卸出。
敞开式阳极焙烧炉如同一个大量气体流动的热交换器。
气流进入系统时是室温,出来时则在200℃~400℃。
从进入到出来的过程中,气体从刚焙烧完毕的阳极冷却以及炉子的不同热源吸收热量。
在燃料燃烧处,气流(助燃空气)被加热到1000℃~1100℃,而燃烧后又把热量释放给正处于焙烧过程的生阳极。
敞开式阳极焙烧炉的运行示意图如下:图 敞开式阳极焙烧炉运行示意图3 新型敞开式阳极焙烧炉技术节能分析3.1 能源构成和应用谈到节能,首先要从能源方面着手。
敞开式阳极焙烧炉的能源由热源和蓄热体组成。
热源主要包括:引入焙烧炉的燃料、在火道内燃烧的大部分沥青挥发成分及填充焦的烧损。
阳极焙烧炉炉体热平衡显示,进入焙烧炉的可利用热能的约56%是由燃料提供的,由沥青挥发成分提供的热能约占38%,另有6%的热能来自填充焦的烧损。
(a )燃料对能耗的影响提到焙烧能耗很容易让人联想到燃料问题。
在国内,敞开式阳极焙烧炉基本上使用三种燃料:重油、天然气、发生炉煤气。
90年代中期以前所建的敞开式阳极焙烧炉多采用发生炉煤气作燃料。
90年代后期则多采用重油或天然气作燃料。
贵州铝厂三期焙烧炉采用重油作燃料。
在其它条件不变的情况下,我们以重油为基准进行换算。
两类燃料之间的换算关系与燃料的热值、燃烧效率、燃料的热量利用率、燃料及燃烧所需空气量是否预热等条件有关。
不同类别、不同发热量的两类燃料,其消耗量之间的换算关系如下式:B 2B 1=(Q d +q w )1 y 1(Q d +q w )2 y 2(1)式中 B 1、B 2—燃料1及燃料2的消耗量N m 3(kg )/h;q w —单位燃料及单位空气量预热后带入的物理热,q w =c r t r +c k t k L a KJ/Nm 3(kg );L a —实际空气消耗量,L a = L 0 Nm 3/Nm 3(kg );对于煤气Q d =5230~5650KJ /Nm 3kg 时,L 0=0.21000Qd ;对于天然气Q d =34500~41870KJ/Nm 3(kg )时,L 0=0.2641000Q d +0.02;对于液体燃料Q d =37680~41870KJ/Nm 3(kg )时,L 0=0.21000Q d +2;y1, y2—燃料1及燃料2的热量利用率,y =Q d +q w -(Q y +Q hj )Q dQ y -离炉烟气带走的热量,Q y =V a c y t y KJ /Nm 3(kg );V a -燃料的单位燃烧生成气量Nm 3/Nm 3(kg );对于煤气Q d =5230~5650KJ /N m 3(kg )时,・46・炭 素2002年V a= L0+0.98-0.03 1000Q d;对于天然气Q d=34500~41870KJ/Nm3(kg)时,V a= L0+0.38-0.018 1000Q d;对于液体燃料Q d=37680~41870KJ/Nm3(kg)时,V a=0.271000Q d+ -1)L0;c y-离炉烟气的比热容KJ/Nm3℃或KJ/(kg)℃;Q h j-单位燃料的化学及机械不完全燃烧热损失;对于煤气,天然气:Q hj=(0~0.01)Q d;对于燃料油:Q hj=(0.01~0.03)Q d;通过计算,各种燃料的比较见下表(以重油消耗量1kg/h)计。
表燃料名称低位发热值空气预热温度单位燃料生成气量V aNm3/Nm3(kg)离炉烟气为350℃时的Q y值离炉烟气为350℃时的 y值物理热KJ/Nm3(k g)燃料消耗Bk gNm3(总热值KJ)燃料消耗总热值的比例关系100#重油39774KJ/(k g)1000℃11.7346630 1.235167671(39774)1天然气37681KJ/Nm31000℃12.0236794 1.265167891.013(38171)0.96发生炉煤气4234KJ/Nm31000℃ 1.9751116 1.073142611.50(48691)1.224 注:1.空气系数:煤气、天然气、重油均取 =1.12.化学及机械不完全燃料热损失:煤气、天然气Q hj=0;重油Q hj=0.02Q d 根据以上比较得出结论:从技术角度看,敞开式阳极焙烧炉使用天然气是最佳选择,重油次之,但与天然气差别不大,煤气最差。
当然各铝厂燃料的具体利用还得考虑当地的燃料资源情况,因地制宜。
(b)在烟道燃烧的大部分沥青挥发成分对能耗的影响焙烧阳极时,沥青挥发物中的焦油、甲烷和氢的热值都是热能的重要来源。
有关的研究资料指出,在焙烧过程中,大约有430大卡/公斤生阳极的热量用于熔融和热解沥青,挥发焦油和生成焦炭聚集体,并将沉积的焦结炭温度提高到最终的焙烧温度。
而沥青挥发时可提供的总热量约为675大卡/公斤生阳极[3]。
可见,在焙烧过程中,挥发物的发热量比焙烧阳极所需吸收的热量还多245大卡/公斤生阳极。
显然这些热量是很重要的。
因此,控制合理的升温曲线,使沥青挥发成分在火道内正常燃烧是改善焙烧阳极热能利用率的关键所在。
合理的升温曲线既要满足阳极生产的需要(生产合格的预焙阳极),又要满足焙烧炉运行工艺的要求(使挥发成分在火道内充分燃烧)。
合理的升温曲线还表现在其采用较高的排烟温度(200℃~400℃)。
虽然较高的排烟温度会增加排烟热损失,但是由于排烟温度较高,当阳极中的沥青挥发成分排出时,火道内的温度已达到了挥发成分的燃烧温度。
因而,在有空气的情况下沥青挥发成分将得到充分的燃烧。
新型阳极焙烧炉采用的升温曲线为168h(即每28h火焰移动一个炉室,六个炉室预、加热),与以往的升温曲线192h~216h(即每32h~36h火焰移动一个炉室,六个炉室预、加热)相比较,减少加热时间24h~48h。
即在其它情况不变的状况下炉子产能将提高14%~29%。
沥青挥发成分的充分燃烧除了提高焙烧阳极热能利用率、降低能耗外,极大地减轻了废烟气对环境的污染。
3.2 蓄热体对能耗的影响系统中的任何物料组成部分,如果其起始温度低于其终温,就会起到蓄热体的作用。
因此,流过不同炉室的烟气,耐火砖砌成的烟道壁,隔热的基础、料箱,填充焦,阳极等都可被视为蓄热体。
所谓“终温”,可以认为是某一指定炉室不再与炉子装置有任何联系,并开始单独冷却下来(自然或强制冷却)的瞬时温度。
为了能将热量充分传递给阳极,贵州铝厂三期焙烧炉在减少蓄热体的数量和利用蓄热体将热量尽量回收利用方面作出了相当大的改进。