钢结构各构件及其做法地现用图解(图文)
- 格式:doc
- 大小:1.66 MB
- 文档页数:40
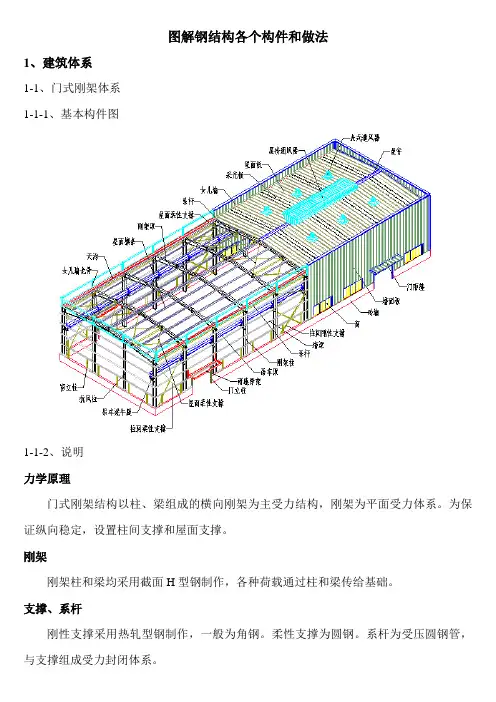
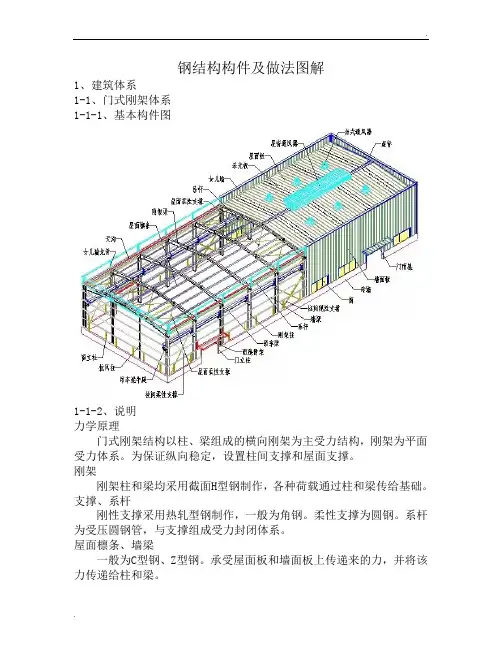
图解钢结构各个构件和做法1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点■局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式■ 吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点■柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆2-1、图示柱间柔性支撑柱间刚性支撑2-2、说明■支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须张紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
■系杆和支撑联合作用,形成封闭的受力体系。
在支撑端头有刚性构件和传递压力的情况■屋面水平支撑做法同柱间支撑。
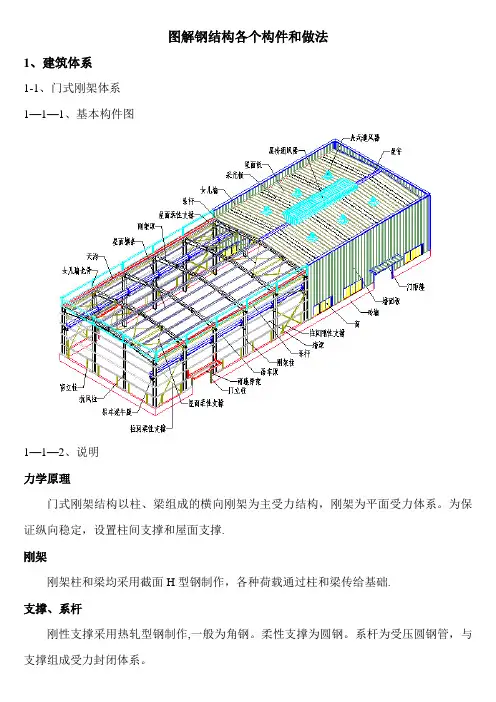
图解钢结构各个构件和做法1、建筑体系1-1、门式刚架体系1—1—1、基本构件图1—1—2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑.刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础.支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁.1—1—3、门式刚架的基本形式a。
典型门式刚架b.带吊车的门式刚架c。
带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点■局部二层节点参照多层框架体系.1-1—5、刚架衍生形式■ 吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1—2、多层框架体系1-2—1、框架图示1-2—2、说明力学模型a。
纯刚接框架:纵横两个方向均采用刚接的框架.b.刚接—支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c。
支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑.框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2—3、基本节点a。
柱脚节点■柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆2—1、图示柱间柔性支撑柱间刚性支撑2—2、说明■支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须张紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
■系杆和支撑联合作用,形成封闭的受力体系。
在支撑端头有刚性构件和传递压力的情况■屋面水平支撑做法同柱间支撑。
1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点■局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式■吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点■柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆 2-1、图示柱间柔性支撑柱间刚性支撑2-2、说明■支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须张紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
■系杆和支撑联合作用,形成封闭的受力体系。
钢结构构件及做法图解1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式吊车和局部二层可在衍生形式刚架中布置。
山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆2-1、图示柱间柔性支撑柱间刚性支撑2-2、说明支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
系杆和支撑联合作用,形成封闭的受力体系。

钢结构基本构件分类及其做法图解钢结构是由钢制材料组成的结构,是主要的建筑结构类型之一。
结构主要由型钢和钢板等制成的梁钢、钢柱、钢桁架等构件组成,并采用硅烷化、纯锰磷化、水洗烘干、镀锌等除锈防锈工艺。
各构件或部件之间通常采用焊缝、螺栓或铆钉连接。
因其自重较轻,且施工简便,广泛应用于大型厂房、场馆、超高层等领域。
1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点■局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式■吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点■柱脚节点同门式刚架体系。
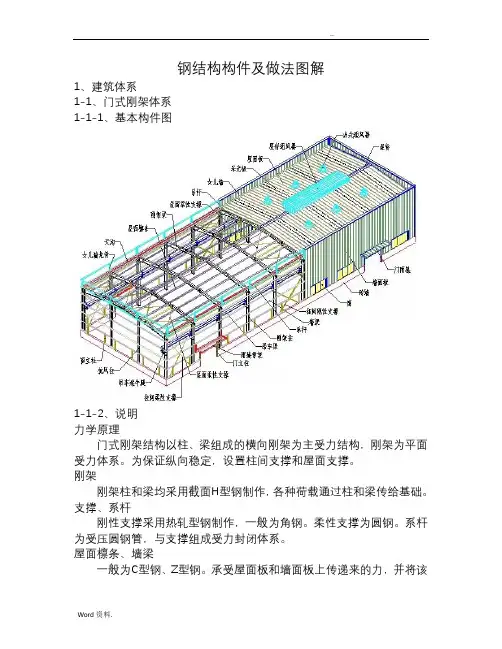
钢结构构件及做法图解1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式吊车和局部二层可在衍生形式刚架中布置。
山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆2-1、图示柱间柔性支撑柱间刚性支撑2-2、说明支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须张紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
系杆和支撑联合作用,形成封闭的受力体系。
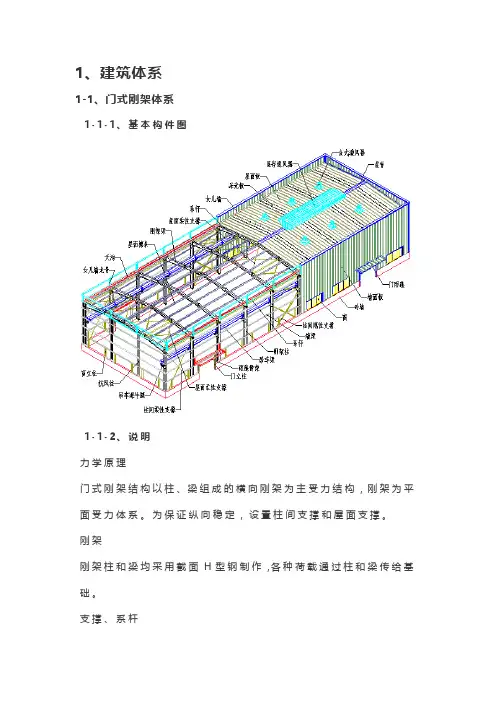
1、建筑体系
1-1、门式刚架体系
1-1-1、基本构件图
1-1-2、说明
力学原理
门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架
刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆
刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁
一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式
a.典型门式刚架
b.带吊车的门式刚架
c.带局部二层的门式刚架
1-1-4、基本节点
a.柱脚节点
b.梁、柱节点
■局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式
■吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系
1-2-1、框架图示
1-2-2、说明
力学模型
a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱
框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁
框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑
支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点
a.柱脚节点
■柱脚节点同门式刚架体系。
b.柱、梁节点
2、支撑、系杆
2-1、图示
柱间柔性支撑柱间刚性支撑
2-2、说明
■支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
■系杆和支撑联合作用,形成封闭的受力体系。
在支撑端头有刚性构件和传递压力的情况下,不需设置系杆。
■屋面水平支撑做法同柱间支撑。
■根据需要,支撑还有人字形、八字形、K形、V型、门形、L形、Y形、单斜杆等形式。
3、隅撑
3-1、图示
3-2、说明
■隅撑的设置在于梁或柱受压翼缘的平面外计算长度。
隅撑可用角钢制作或扁钢压制成型。
■在多层框架体系中,梁柱刚接的位置常设置水平隅撑。
4、吊车梁
4-1、图示
吊车梁中间跨构造
标准吊车梁图
4-2、说明
■吊车梁为吊车荷载的承载构件,由钢板焊接成型。
■变形缝位置处理参照边跨构造。
■吊车吨位大时设置制动桁架或制动梁来抵抗横向水平荷载。
5、雨蓬
蓬用压型钢板采用H V-197T D-788板和H V-205T D-820板。
6、檩条、墙梁
6-1、C型冷弯薄壁型钢6-1-1、型钢截面特性
6-1-2、安装节点图
6-2、Z型冷弯薄壁型钢6-2-1、型钢截面特性
6-2-2、安装节点图
7、屋面、墙面压型钢板
7-1、HV-203KL-406板
7-1-1、板型图
7-1-2、连接节点图
7-2、HV-380SF-760 7-2-1、板型图
7-2-2、连接节点图
7-3、HV-475SF-475板7-3-1、板型图
7-3-2、连接节点图
7-4、HV-197TD-788板7-4-1、板型图
7-4-2、连接节点
说明:
■防水空腔可以阻止因毛细现象而造成的渗水。
■该板型可用于屋面板和墙面板,采用自攻螺钉和屋面檩条或墙梁连接。
■用作屋面板时,螺钉穿过波峰与屋面檩条固定;用作墙面板时,螺钉在靠近波峰的波谷平直段与墙梁固定。
7-5、HV-205TD-820板
7-5-1、板型图
7-5-2、连接节点图
说明:
■防水空腔可以阻止因毛细现象而造成的渗水。
■该板型可用于屋面板和墙面板,采用自攻螺钉和屋面檩条或墙梁连接。
■用作屋面板时,螺钉穿过波峰与屋面檩条固定;用作墙面板时,螺钉在靠近波峰的波谷平直段与墙梁固定。
7-6、HV-225TD-900板
7-6-1、板型图
7-6-2、连接节点图
说明:
■防水空腔可以阻止因毛细现象而造成的渗水。
■该板型用于墙面板,采用自攻螺钉和屋面檩条或墙梁连接;螺钉在靠近波峰的波谷平直段与墙梁固定。
7-7、HV-360YC-360板
7-7-1、板型图
7-7-2、连接节点图
说明:
■自攻螺钉穿过板直接与墙梁连接。
7-8、HV-300YC-300板
7-8-1、板型图
7-8-2、连接节点图
说明:
■自攻螺钉穿过板直接与墙梁连接。
7-9、HV-1000HP-1000板
7-9-1、板型图
7-9-2、连接节点图
8、屋面采光板
8-1、CV-203-406板
说明:
■该采光板板型配合H V-203K L-406板使用。
8-2、CV-380-760板
说明:
■该采光板板型配合H V-380S F-760板使用。
8-3、CV-475-475板
说明:
■该采光板板型配合H V-475S F-475板使用。
8-4、CV--788板
说明:
■该采光板板型配合H V-197T D-788板使用。
8-5、CV-205-820板
说明:
■该采光板板型配合H V-205T D-820板使用。
8-6、CV-225-900板
说明:
■该采光板板型配合H V-225T D-900板使用。
8-7、连接节点图
8-7-1、C V-475-475板连接节点
8-7-2、其它板型连接节点
说明:
■上图为C V-203-406板连接节点图;自攻螺钉穿透采光板(和压型钢板)与檩条连接。
■除C V-475-475外,其它采光板参照上图处理。
9、楼承板
9-1、HG-344-688板
中构新材H G-344-688板9-2、HG-240-720板
中构新材H G-240-720板9-3、连接图
连接节点
说明:
■中构新材H G-240-720板连接参照H G-344-688楼承板连接图。
■抗剪栓钉与框架梁间采用专用工具焊接。
10、天沟
10-1、彩板外天沟
W T G-1型W T G-2型
10-2、钢板天沟
10-2-1、断面图
说明:
■天沟为钢板折制成型;根据钢板选用的材质和涂层情况,可分为普通钢板天沟、镀锌钢板天沟、不锈钢板天沟三类。
11、通风器
11-1、屋脊自然通风器
说明:
■通风器根据喉宽W m分为1m、1.5m、2m、2.5m四种规格,长度依据要求换气量和房屋长度确定。
■顶部压型钢板根据需要可采用采光板代替。
■骨架每 1.5m设置一个,通过下部连接孔与屋面檩条或专设横梁连接。
11-2、点式通风器
11-2-1、Φ500无动力通风器
■可提供其它型号的通风器,但需要足够的供货时间。
说明:
■通风器与屋面压型钢板之间的防水处理还可以采用得泰盖片处理。
11-2-2、有动力通风器
说明:
■有动力风机由电机带动涡轮旋转来完成通风。
说明:
■有动力风机由于重量较大,下部必须设置支承龙骨来承担风机荷载。
12、门
12-1、彩板推拉门
说明:
■彩板推拉门根据需要可做成单层彩板、双层彩板、夹芯板三种形式。
12-2、彩板双开门
说明:
■彩板双开门根据需要可做成单层彩板、双层彩板、夹芯板三种形式。
12-3、中空金属门
说明:
■中空金属门用于民用建筑和工业建筑的办公室等房间。
13、窗
说明:
■立面上,可选择独立窗或通长条窗。
■窗扇可以是固定窗扇和推拉窗扇。
■型材可选择铝型材或塑
14、泛水板、饰边板
14-1、砖墙与压型钢板墙结合处
说明:
■W1因墙压型钢板不同而取值不同;W2根据砖墙、墙梁的差异而取不同的数值。
14-2、砖墙与压型钢板墙结合处
说明:
■W1、W2尺寸根据压型钢板板型而变化。
14-3、墙顶处
说明:
■W值根据墙梁、压型钢板的不同而变化。
14-4、山墙与屋面交接处
14-4-1、墙面凸出屋面
说明:
■W1、W2尺寸根据屋面外层压型钢板不同而变化。
14-4-2、墙面平于屋面
说明:
■W1、W2尺寸根据屋面外层压型钢板不同而变化。
14-5、屋脊处
说明:
■W1、W2尺寸根据屋面压型钢板不同而变化。
14-6、墙面开洞
说明:
■W1、W2、W3、W4、W5尺寸根据墙面压型钢板和墙梁的不同而变化。