齿轮机械加工工序卡片
- 格式:docx
- 大小:332.36 KB
- 文档页数:13
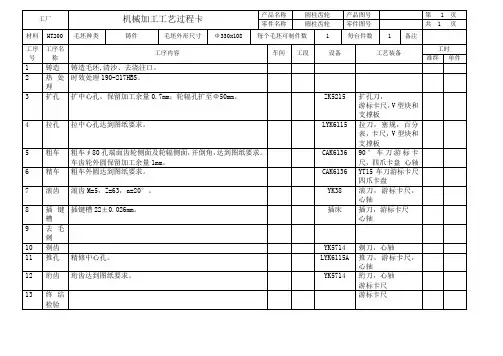
武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第1 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用两V形块定位,端部用卡盘夹紧产品型号零件名称零件号工序名称铣端面,打中心孔工序号 5 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号卧式铣钻床16B029 5028-080 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 同时铣两端面端面铣刀2 打中心孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第2 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车外圆、端面工序号10 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车外圆面、端面车刀2 精车外圆面、端面车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第3 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料两顶尖定位,左边端部用卡盘夹紧产品型号零件名称零件号工序名称车锥面工序号15 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号仿形车床车1720 卡盘同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗车圆锥面 1 车刀2 精车圆锥面 1 车刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第4 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料用三角卡盘定位夹紧产品型号零件名称零件号工序名称打油孔工序号20 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号摇臂钻床立式三爪卡盘1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 钻油孔通孔钻头武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第5 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,右半部分用夹具夹紧产品型号零件名称零件号工序名称铣圆柱面上的花键工序号25 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号花键铣床Y631K 卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 铣圆柱面上的花键滚齿铣刀091-0056武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第6 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称粗铣圆弧锥齿工序号30 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗铣圆弧锥齿铣齿刀5138661/小粗武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第7 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凹面齿工序号35 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凹面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料齿轮轴用卡盘定位夹紧产品型号零件名称零件号工序名称精切凸面齿工序号40 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号螺旋伞齿轮铣齿机格里森116卡箍同时加工件数工人等级准备/终结时间单件时间1工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 精切凸面齿铣齿刀武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第9 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料产品型号零件名称零件号工序名称热处理工序号45材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号同时加工件数工人等级准备/终结时间单件时间工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 加热2 渗碳3 淬火4 回火武汉大学动机学院机械系工艺实习记录卡片(二工厂名称洛阳第一拖拉机厂第10 页专业机械自动化机械加工工艺过程综合卡分厂或车间齿轮厂第页产品名称圆锥齿轮轴产品型号零件名称齿轮轴零件号材料顶尖定位,齿轮锥面用卡盘夹紧产品型号零件名称零件号工序名称磨外圆、端面工序号50 材料名称材料牌号机械性能40CrMnTi HB170-210机床夹具名称型号编号名称代号端面外圆磨床MBA1632卡盘同时加工件数工人等级准备/终结时间单件时间1 工步号工步内容走刀次数切削用量机动时间辅助时间工具名称工具代号切削深度进给量每分转数或双行程数切削速度1 粗磨外圆、端面砂轮2 精磨外圆、端面砂轮卡规。
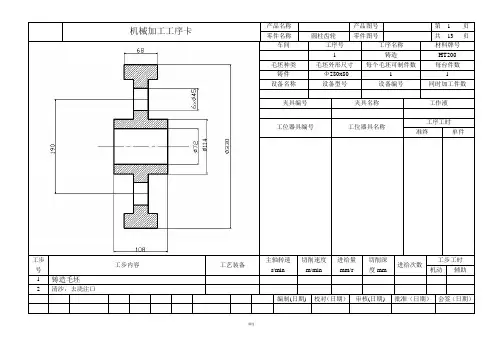
机械加工工序卡产品名称产品图号第 1 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号1 铸造HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 铸造毛坯2 清沙,去浇注口编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 3 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号3 扩孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215 1夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 轮辐孔扩至Φ30mm扩孔刀89 5.6 0.6 1 12 扩中心孔至Φ58mm扩孔刀97 6.3 0.8 1 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 4 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号4 拉孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数拉床L YK6115夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 拉中心孔至Φ60mm拉刀15 0.32 1标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 5 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号5 粗车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗车齿端侧面至60mm90°车刀250 70 0 10 12 粗车外圆至Φ277mm90°车刀300 80 0.5 2 23 粗车轮辐版侧面至15mm,并倒R8圆角90°车刀300 80 0.5 2 24 粗车中心孔端面至100mm,并倒C2直角90°车刀300 80 0.5 2 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第 6 页零件名称圆柱齿轮零件图号共13页车间工序号工序名称材料牌号6 半精车HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数锻件Φ280x80 1 1设备名称设备型号设备编号同时加工件数车床CAK6136夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 半精车外圆至Φ276mm,并倒角YT15车刀600 150 0.3 0.2 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第7 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号7 滚齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数齿轮滚床 YK38夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 滚齿m=3mm,z=90,α=20°滚齿刀50 2.5 1.5 1 3编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第8 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号8 插HT200 毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数插床夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 插键槽18+0.020插刀100 10 1 1 5编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第12 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号12 倒角HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数珩齿机YK5714夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm进给次数机动辅助1 珩齿至图纸要求珩刀300 10 0.2 0.05 2编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第11 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号11 磨孔HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数钻床ZK5215夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件号工步内容工艺装备r/min m/min mm/r 度mm 次数机动辅助1 推中心孔至精度要求推刀600 0.01 1 1 1编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡产品名称产品图号第10 页零件名称圆柱齿轮零件图号共11 页车间工序号工序名称材料牌号10 磨齿HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ2800x80 1 1设备名称设备型号设备编号同时加工件数剃齿机YW A4332夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件机械加工工序卡产品名称产品图号第13 页零件名称圆柱齿轮零件图号共13 页车间工序号工序名称材料牌号13 检验HT200毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数铸件Φ280x80 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称工作液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 按图样检查各部分精度专用量具编制(日期) 校对(日期)审核(日期) 批准(日期)会签(日期)。
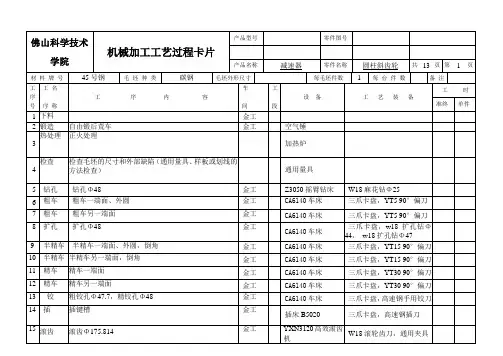
16 剃齿剃齿Φ175.814 金工YA4232剃齿机W18剃齿刀,通用夹具17 钻孔钻4个Φ15孔金工Z3050摇臂钻床W18麻花钻Φ15,三爪卡盘18 清洗倒角,去毛刺清洗槽锉刀19 油封入库(用黄油涂抹整个零件表面,用油蜡纸包装,入库)。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称齿轮共13 页第 2 页车间工序号工序名称材料牌号金工车间Ⅴ钻孔45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床CA6140车床车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔∅25mm Z3050摇臂钻床191 15.7 0.45 12.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 3 页车间工序号工序名称材料牌号金工Ⅵ粗车金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面CA6140车床204 123.24 1.0 2.0 22 粗车外圆CA6140车床220 129.11 1.0 1.4 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 4 页车间工序号工序名称材料牌号金工车间Ⅶ45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车另一端面CA6140车床210 123.24 1.0 2.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号Ⅷ扩孔金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔∅44mm CA6140车床50 6.91 1.2 9.52 扩孔∅47mm CA6140车床50 7.22 1.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅸ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车端面CA6140车床275 127.90 0.3 1.3 12 半精车外圆CA6140车床250 144.53 0.30 0.575 13 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅹ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车另一端面CA6140车床275 127.90 0.3 1.3 12 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅺ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅻ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车另一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第10 页车间工序号工序名称材料牌号ⅩⅢ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铰CA6140车床100 14.76 1.72 0.3 12 精铰CA6140车床100 14.82 1.46 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第11 页车间工序号工序名称材料牌号ⅩⅣ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 插键槽插床B50200.14 0.23 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第12 页车间工序号工序名称材料牌号ⅩⅤ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 滚齿Y3150E滚齿机110 24.34 1.6 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第13 页车间工序号工序名称材料牌号ⅩⅥ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 剃齿YA4232剃齿机1100 17.99 0.06 0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
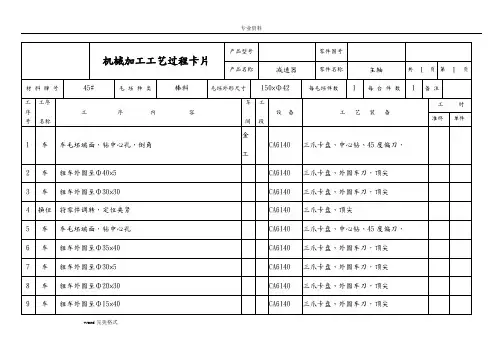
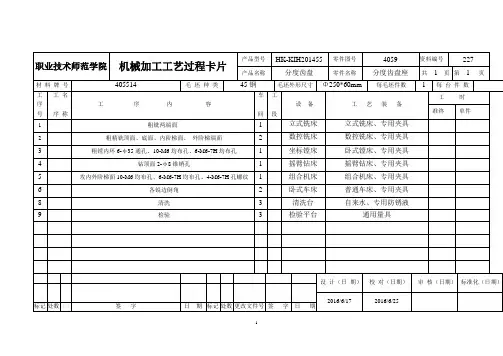
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1 粗铣两端面 1 立式铣床立式铣床、专用夹具2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具6 各锐边倒角 2 卧式车床普通车床、专用夹具8 清洗 3 清洗台自来水、专用防锈液9 检验 3 检验平台通用量具设计(日期)校对(日期)审核(日期)标准化(日期)2016/6/17 2016/6/25标记处数签字日期标记处数更改文件号签字日期职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号1 01 粗铣毛坯上下端面45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1设备名称设备型号设备编号同时加工件数立式铣床 1夹具编号夹具名称切削液普通夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.22 粗铣底面立式铣床、游标卡尺710 186 13 1 0.7 0.2 3设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 2 页车间工序号工序名称材料牌号202粗精铣顶面、底面、内阶梯面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*59mm 1 1设备名称设备型号设备编号同时加工件数数控铣床CA6145 1 夹具编号夹具名称切削液气动自动定心卡盘无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 33 1 0.7 0.22 半精铣上端面外阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.23 粗铣内阶梯面数控铣床、12mm铣刀,游标卡尺560 132 0.3 45 1 0.7 0.24 半精铣内阶梯面数控铣床、12mm铣刀,游标卡尺710 186 0.15 0.7 1 0.7 0.25 精铣底面φ42内孔数控铣床、12mm铣刀,游标卡尺810 210 0.05 45 1 0.7 0.26 粗铣下阶梯端面数控铣床、12mm铣刀,游标卡尺710 132 0.15 12 1 0.7 0.27 半精铣下阶梯端面数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.7 1 0.7 0.28 半精铣φ48内孔数控铣床、12mm铣刀,游标卡尺810 186 0.05 0.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 3 页车间工序号工序名称材料牌号203粗镗内环各通孔,螺纹孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式镗床 1 夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精镗6-φ35环孔坐标镗床,专用夹具450 180 0.5 152 半精镗10-M6深12均布孔坐标镗床,专用夹具450 180 0.5 123 半精镗6-M6深12均布孔坐标镗床,专用夹具450 180 0.5 124 半精镗4-M6-7H深16均布孔坐标镗床,专用夹具450 180 0.5 165 半精镗2-φ8锥销孔坐标镗床,专用夹具450 180 0.5 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 04 钻2-φ8锥销孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻顶面2-φ8锥销孔摇臂钻床,麻花钻400 118 1 5 1 0.6 0.3 2345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 4 页车间工序号工序名称材料牌号2 1 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*57mm 1 1设备名称设备型号设备编号同时加工件数摇臂钻床 1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 5 页车间工序号工序名称材料牌号2 05 粗镗内环6-φ35通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢 1设备名称同时加工件数1夹具编号夹具名称切削液专业夹具专业切削液工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 10-M6均布孔攻螺纹摇臂钻床,麻花钻400 118 1 10 1 0.6 0.32 6-M6-7H均布孔攻螺纹摇臂钻床,麻花钻400 118 1 通孔3 4-M6-7H孔攻螺纹摇臂钻床,麻花钻400 118 1 1245设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第 6 页车间工序号工序名称材料牌号2 06 各锐边倒角HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数卧式车床 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车各锐边卧式车床,专业夹具500 150 0.1 0.3 1 0.6 0.32 半精车φ42、φ48内孔锐边卧式车床,专业夹具500 180 0.2 1 1345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)职业技术师范学院机械加工工序卡片产品型号零件图号4059产品名称分度齿盘零件名称分度齿盘座共 1 页第7 页车间工序号工序名称材料牌号2 07 清洗及检查零件HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ248*57mm 1 1设备名称设备型号设备编号同时加工件数钳工工作台 1夹具编号夹具名称切削液专业夹具无工位器具编号工位器具名称工序工时(分) 准终单件125*0.02游标卡尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 清洗台专业清洗液2 钳工工作台游标卡尺,千分尺,各种仪表345设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)11。