SMT标准工时计算方法
- 格式:ppt
- 大小:365.00 KB
- 文档页数:8
SMT表面组装技术SMT贴片工时计算方式SMT(Surface Mount Technology)表面组装技术是一种现代电子生产制造的重要工艺,它通过将元件直接粘贴在印刷电路板表面,并通过焊接的方式连接,将电子产品的尺寸和重量减小到最小限度,提高了产品性能和生产效率。
在SMT贴片工艺中,贴片工时的计算是工艺设计的一个重要环节。
贴片工时的准确计算可以帮助企业进行生产计划安排和成本控制,从而提高生产效率和降低成本。
SMT贴片工时的计算方式可以分为两个方面:手工工时和设备工时。
手工工时是指在SMT贴片工艺中需要由人工操作进行的工作。
主要包括以下几个方面的工作:1.上料准备工时:包括从库房领取元件,准备元件、线材等,并将它们分类放置在贴片机的上料车上的工时。
2.贴片机上料工时:将准备好的元件逐个放入贴片机的上料仓内,并对其进行定位、调整和检查的工时。
3.机器操作工时:程序编程、参数设置和设备操作的工时。
4.资料整理工时:对每个贴片工艺的元件资料、程序、参数和标准进行整理和归档的工时。
设备工时是指SMT贴片设备进行加工的工时,主要包括以下几个方面的工作:1.设备调整工时:在进行SMT贴片加工之前,需要根据不同元件和PCB板的要求对设备进行调整和校准的工时。
2.贴片加工工时:将预先准备好的元件通过贴片机粘贴到印刷电路板表面,并进行焊接的工时。
3.设备故障维修工时:当设备发生故障时,需要进行维修和调试的工时。
以上就是SMT贴片工时的计算方式的主要内容。
在实际操作中,可以通过工艺工程师的工作经验和数据分析来估算贴片工时。
另外,随着工艺技术的发展和设备的更新换代,SMT贴片工时的计算方式也会有所变化。
因此,企业需要不断改进和优化工艺流程,提高贴片工时的准确性和效率。
SMT贴片工时计算方式一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018运算,0603-1206元件按每个点人民币0.015运算。
2、插件料1个脚为1个点;按照每个点为人民币0.015运算3、插座类4个脚为1个点;按照每个点为人民币0.015运算4、一般IC,4个脚为1点;按照每个点为人民币0.015运算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015运算6、BGA 2个脚为1个点;按照每个点为人民币0.02运算7、机贴大料按照元器件的体积翻倍来运算8、后加费用按照1小时为人民币20元运算9、此报价不包括测试费用目前SMT有两种工艺同时生产,分不为印刷工艺和点胶工艺。
印刷工艺由四种线体同时生产,分不为安必昂AX5线五条(S2、S3、S7、S11、S12),松下CM602线两条(S1、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD 主板线。
为了发挥最大的产能效率,所有线不的瓶颈时刻都应该在高速贴片机。
然而由于LCD下板点数不足350点,因此除了AX3线体的瓶颈时刻为印刷站以外,其它线体的瓶颈时刻都在高速贴片机站。
则瓶颈时刻的运算公式为:印刷线体瓶颈时刻=平均贴片时刻×总贴片点数AX3 瓶颈时刻=平均印刷连板时刻÷下板平均点数×下板点数由于SMT 线体在生产过程中由于机台的缘故会存在专门生产时刻,所有专门生产时刻中的切换时刻,小停止时刻①,设备故障时刻和程序调整时刻②为非人为因素引起,在运算标准工时的时候需将以上专门生产时刻从总生产时刻中扣除。
则得出以下瓶颈时刻的运算公式:安必昂AX5线平均每点贴片时刻为0.0379秒,专门率为17.57%③:安必昂线(AX5 )瓶颈时刻=总贴片点数(N)×平均每点贴片时刻÷(1-专门率)=N×0.0460松下CM602线平均每点贴片时刻为0.0515秒,专门率为22.48%④:松下线(CM602)瓶颈时刻=总贴片点数(N)×平均每点贴片时刻÷(1-专门率)=N×0.0664松下MSH3线平均每点贴片时刻为0.1235秒,专门率为20.75%⑤:松下线(MSH3)瓶颈时刻=总贴片点数(N)×平均每点贴片时刻÷(1-专门率)=N×0.1558AX3线平均印刷连板时刻为16秒,下板连板平均点数80点,专门率为11.04%⑥:AX3 瓶颈时刻=下板点数(F)×平均印刷连板时刻÷下板连板平均点数÷(1-专门率)=F×0.22482. 点胶工艺有两种线体生产,分不为安必昂AX3线6条(S16、S17、S18、S19、S21、S22),松下CM602线6条(S31、S32、S33、S35、S36、S37),生产LCD POWER板。
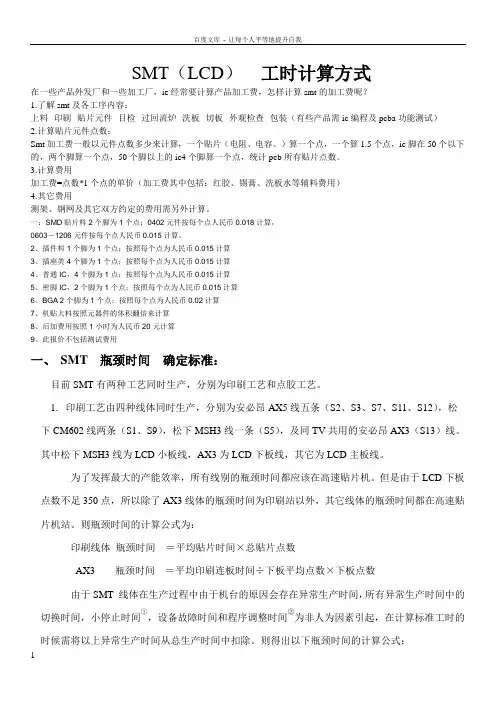
SMT(LCD)工时计算方式在一些产品外发厂和一些加工厂,ie常常要计算产品加工费,如何计算smt的加工费呢?1.了解smt及各工序内容:上料--印刷--贴片元件--目检--过回流炉--洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试)2.计算贴片元件点数:Smt加工费一般以元件点数多少来计算,一个贴片(电阻、电容、)算一个点,一个算1.5个点,ic脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。
3.计算费用加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用)4.其它费用测架、钢网及其它双方约定的费用需另外计算。
一:SMD贴片料2个脚为1个点;0402元件按每一个点人民币0.018计算,0603-1206元件按每个点人民币0.015计算。
2、插件料1个脚为1个点;按照每个点为人民币0.015计算3、插座类4个脚为1个点;按照每个点为人民币0.015计算4、普通IC,4个脚为1点;按照每个点为人民币0.015计算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015计算6、BGA 2个脚为1个点;按照每个点为人民币0.02计算7、机贴大料按照元器件的体积翻倍来计算8、后加费用按照1小时为人民币20元计算9、此报价不包括测试费用一、 SMT 瓶颈时刻确信标准:目前SMT有两种工艺同时生产,别离为印刷工艺和点胶工艺。
1.印刷工艺由四种线体同时生产,别离为安必昂AX5线五条(S二、S3、S7、S1一、S12),松下CM602线两条(S一、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD主板线。
为了发挥最大的产能效率,所有线别的瓶颈时刻都应该在高速贴片机。
可是由于LCD下板点数不足350点,因此除AX3线体的瓶颈时刻为印刷站之外,其它线体的瓶颈时刻都在高速贴片机站。
标准工时计算公式举例
标准工时的计算方法:
标准工时=正常工时X(1+宽放率);
宽放率=(标准工时-实测工时)/实测工时*100%=管理宽放率+生理宽放率+疲劳宽放率;
正常工时是人工操作单元工时(经过速度评比)+机器自动作业工时(不可作速度评比)的总和;
宽放率主要是如下几个方面的总和:
1.生理宽放一般取2%~5%。
2.疲劳宽放一般取5%~20%;
3.管理宽放一般取3%~10%
4.特殊宽放
电子制造业使用的宽放率一般取10%
法律依据:
《劳动法》第三十六条
国家实行劳动者每日工作时间不超过八小时、平均每周工作时间不超过四十四小时的工时制度。
第三十七条
对实行计件工作的劳动者,用人单位应当根据本法第三十六条的工时制度合理确定其劳动定额和计件报酬标准。
SMT贴片工时计算方式简介SMT〔Surface Mount Technology,外表贴装技术〕是电子产品制造中常用的一种贴片工艺。
在SMT贴片过程中,需要对工时进行合理的计算,以便更好地安排生产进度和资源调配。
本文将介绍SMT贴片工时计算的几种常用方法。
1. 根据元件数量计算工时一种常见的SMT贴片工时计算方法是根据贴装元件的数量来计算。
这种方法适用于生产线上没有太多变化和特殊情况的情况下。
工时 = 总元件数量 × 单个元件贴装时间其中,总元件数量指的是需要贴装的所有元件数量的总和,单个元件贴装时间指的是每个元件需要的平均贴装时间。
但是需要注意的是,这个方法只是一个粗略的估计,因为实际生产中,元件的尺寸、种类和技术要求等都会对贴装时间产生影响。
2. 根据元件种类计算工时另一种SMT贴片工时计算方法是根据贴装元件的种类来计算。
这种方法更加精细化,适用于元件种类非常多、变化比拟大的情况。
工时= Σ(每种元件数量 × 单个元件贴装时间)其中,每种元件数量指的是每种元件需要贴装的数量,单个元件贴装时间指的是每种元件的平均贴装时间。
这种方法可以更准确地估计不同种类元件的贴装时间,但是需要统计和管理每种元件的数量,对于数量变化较大的生产线会带来一定的复杂度。
3. 根据贴片板的尺寸计算工时SMT贴片工时也可以根据贴片板的尺寸来计算。
这种方法适用于贴片板尺寸比拟规整的情况。
工时 = 贴片板面积 × 单位面积的贴装时间其中,贴片板面积指的是贴片板的面积大小,单位面积的贴装时间指的是每个平方单位的贴装时间。
这种方法适用于批量生产中的连续生产,可以更好地控制生产进度和资源。
但是对于尺寸不规那么的贴片板,工时计算更为复杂。
4. 根据实际生产数据反响调整工时上述方法都是通过估计来计算工时,而实际生产中可能会存在各种因素的干扰,比方设备故障、人力缺乏等。
因此,根据实际生产数据反响来动态调整工时也是非常重要的。
SMT贴片工时计算方式在一些产品外发厂和一些加工厂,ie经常要运算产品加工费,如何样运算smt的加工费呢?1.了解smt生产流程及各工序内容:上料--印刷锡膏--贴片元件--目检--过回流炉--超声波洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试)2.运算贴片元件点数:Smt加工费一样以元件点数多少来运算,一个贴片(电阻、电容、二极管)算一个点,一个三极管算1.5个点,ic 脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。
3.运算费用加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用)4.其它费用测架、钢网及其它双方约定的费用需另外运算。
一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018运算,0603-1206元件按每个点人民币0.015运算。
2、插件料1个脚为1个点;按照每个点为人民币0.015运算3、插座类4个脚为1个点;按照每个点为人民币0.015运算4、一般IC,4个脚为1点;按照每个点为人民币0.015运算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015运算6、BGA 2个脚为1个点;按照每个点为人民币0.02运算7、机贴大料按照元器件的体积翻倍来运算8、后加费用按照1小时为人民币20元运算9、此报价不包括测试费用一、SMT 瓶颈时刻确定标准:目前SMT有两种工艺同时生产,分别为印刷工艺和点胶工艺。
1.印刷工艺由四种线体同时生产,分别为安必昂AX5线五条(S2、S3、S7、S11、S12),松下CM602线两条(S1、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD主板线。
为了发挥最大的产能效率,所有线别的瓶颈时刻都应该在高速贴片机。
然而由于LCD下板点数不足350点,因此除了AX3线体的瓶颈时刻为印刷站以外,其它线体的瓶颈时刻都在高速贴片机站。
SMT(LCD)工时计算方式在一些产品外发厂和一些加工厂,ie经常要计算产品加工费,怎样计算smt的加工费呢?1.了解smt及各工序内容:上料--印刷--贴片元件--目检--过回流炉--洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试)2.计算贴片元件点数:Smt加工费一般以元件点数多少来计算,一个贴片(电阻、电容、)算一个点,一个算1.5个点,ic脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。
3.计算费用加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用)4.其它费用测架、钢网及其它双方约定的费用需另外计算。
一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018计算,0603-1206元件按每个点人民币0.015计算。
2、插件料1个脚为1个点;按照每个点为人民币0.015计算3、插座类4个脚为1个点;按照每个点为人民币0.015计算4、普通IC,4个脚为1点;按照每个点为人民币0.015计算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015计算6、BGA 2个脚为1个点;按照每个点为人民币0.02计算7、机贴大料按照元器件的体积翻倍来计算8、后加费用按照1小时为人民币20元计算9、此报价不包括测试费用一、SMT 瓶颈时间确定标准:目前SMT有两种工艺同时生产,分别为印刷工艺和点胶工艺。
1.印刷工艺由四种线体同时生产,分别为安必昂AX5线五条(S2、S3、S7、S11、S12),松下CM602线两条(S1、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD主板线。
为了发挥最大的产能效率,所有线别的瓶颈时间都应该在高速贴片机。
但是由于LCD下板点数不足350点,所以除了AX3线体的瓶颈时间为印刷站以外,其它线体的瓶颈时间都在高速贴片机站。

SMT贴片工时计算方式贴片工时是指贴片工序所需的时间,常用于电子元器件的装配工序中。
SMT(Surface Mount Technology,表面贴装技术)是目前电子工业中常用的贴片技术,它通过将电子元器件直接焊接在PCB(Printed Circuit Board,印刷电路板)上,具有高可靠性、高集成度、高效率等优点。
1.元器件种类与尺寸:贴片工时与元器件种类和尺寸密切相关。
不同种类和规格的贴片元器件在贴装过程中的操作时间有所不同。
通常而言,尺寸较小的元器件需要更多的时间来精准地放置和定位。
因此,在计算贴片工时时需要考虑贴片板上的元器件数量、种类和尺寸。
2.工作效率:工作效率是指在单位时间内完成的贴片工作量。
工作效率的高低主要与操作人员的熟练程度和设备性能有关。
熟练的操作人员能够熟练地操作设备,提高贴片的速度和准确性。
同时,设备性能也对工作效率有着直接影响,比如设备的自动化程度、运行速度和准确性等。
3.设备性能:设备性能是指使用的贴片设备的性能参数,如贴片机的贴装速度、定位精度等。
设备性能的好坏直接影响到贴片的效率和质量。
一般来说,贴片机的贴装速度越快,贴片工时越短。
但是,为了确保贴合的准确性,有时需要降低贴装速度以保证贴片质量。
4.操作人员技能:操作人员技能对贴片工时的影响也非常重要。
熟练的操作人员能够迅速、准确地操作贴片设备,并处理一些常见问题,如元器件的缺失、定位偏差等。
因此,操作人员的技能水平能够有效提高贴片工作的效率。
在实际计算贴片工时时,可以采用以下步骤:1.根据工程师提供的元器件清单,对元器件进行分类和规格划分。
2.对不同种类和规格的元器件进行标准工时的设定。
可以根据之前的经验和实际操作情况制定贴片工时表。
3.根据贴片板上的元器件数量和种类,计算出每种元器件需要的贴片时间。
4.根据设备性能和操作人员技能,估算出贴片工作的效率。
5.将每种元器件的贴片时间与工作效率相乘,得出每种元器件的实际贴片工时。
SMT贴片工时计算方式SMT(LCD)工时计算方式在一些产品外发厂和一些加工厂,ie经常要计算产品加工费,怎样计算smt的加工费呢?1.了解smt生产流程及各工序内容:上料--印刷锡膏--贴片元件--目检--过回流炉--超声波洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试)2.计算贴片元件点数:Smt加工费一般以元件点数多少来计算,一个贴片(电阻、电容、二极管)算一个点,一个三极管算1.5个点,ic脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。
3.计算费用加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用)4.其它费用测架、钢网及其它双方约定的费用需另外计算。
一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018计算,0603-1206元件按每个点人民币0.015计算。
2、插件料1个脚为1个点;按照每个点为人民币0.015计算3、插座类4个脚为1个点;按照每个点为人民币0.015计算4、普通IC,4个脚为1点;按照每个点为人民币0.015计算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015计算6、BGA 2个脚为1个点;按照每个点为人民币0.02计算7、机贴大料按照元器件的体积翻倍来计算8、后加费用按照1小时为人民币20元计算9、此报价不包括测试费用一、SMT 瓶颈时间确定标准:目前SMT有两种工艺同时生产,分别为印刷工艺和点胶工艺。
1.印刷工艺由四种线体同时生产,分别为安必昂AX5线五条(S2、S3、S7、S11、S12),松下CM602线两条(S1、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD主板线。
为了发挥最大的产能效率,所有线别的瓶颈时间都应该在高速贴片机。
但是由于LCD 下板点数不足350点,所以除了AX3线体的瓶颈时间为印刷站以外,其它线体的瓶颈时间都在高速贴片机站。
SMT贴片工时计算方式SMT(LCD)工时计算方式在一些产品外发厂和一些加工厂,ie经常要计算产品加工费,怎样计算smt的加工费呢?1.了解smt生产流程及各工序内容:上料--印刷锡膏--贴片元件--目检--过回流炉--超声波洗板--切板--外观检查--包装(有些产品需ic编程及pcba功能测试)2.计算贴片元件点数:Smt加工费一般以元件点数多少来计算,一个贴片(电阻、电容、二极管)算一个点,一个三极管算1.5个点,ic脚在50个以下的,两个脚算一个点,50个脚以上的ic4个脚算一个点,统计pcb所有贴片点数。
3.计算费用加工费=点数*1个点的单价(加工费其中包括:红胶、锡膏、洗板水等辅料费用)4.其它费用测架、钢网及其它双方约定的费用需另外计算。
一:SMD贴片料2个脚为1个点;0402元件按每个点人民币0.018计算,0603-1206元件按每个点人民币0.015计算。
2、插件料1个脚为1个点;按照每个点为人民币0.015计算3、插座类4个脚为1个点;按照每个点为人民币0.015计算4、普通IC,4个脚为1点;按照每个点为人民币0.015计算5、密脚IC,2个脚为1个点;按照每个点为人民币0.015计算6、BGA 2个脚为1个点;按照每个点为人民币0.02计算7、机贴大料按照元器件的体积翻倍来计算8、后加费用按照1小时为人民币20元计算9、此报价不包括测试费用一、SMT 瓶颈时间确定标准:目前SMT有两种工艺同时生产,分别为印刷工艺和点胶工艺。
1.印刷工艺由四种线体同时生产,分别为安必昂AX5线五条(S2、S3、S7、S11、S12),松下CM602线两条(S1、S9),松下MSH3线一条(S5),及同TV共用的安必昂AX3(S13)线。
其中松下MSH3线为LCD小板线,AX3为LCD下板线,其它为LCD主板线。
为了发挥最大的产能效率,所有线别的瓶颈时间都应该在高速贴片机。
但是由于LCD 下板点数不足350点,所以除了AX3线体的瓶颈时间为印刷站以外,其它线体的瓶颈时间都在高速贴片机站。
AUTO SMT标准工时计算说明针对AUTO SMT设备贴附CHIP组件所需工时的差异,通过测定现作出以下暂定说明. 以便在制作SMT流程、计算AUTO SMT工时的过程中提供依据与参考.
1.机台AUTO SMT计算公式及说明.
2.线别与机台简介.
一、AUTO SMT机台计算公式及说明:
1.DEK265印刷机:
注: HH/PRT及其它简单机型之PCB不益自动印刷,建议半自动印刷,否则机台嫁动率和效率,平衡率均会低
2.高速机:
注: 高速机两班交接对全料时间一般为5"*料号数量. H/H简单机型送板时间9~11".
3.泛用机:
注: 泛用机两班交接对全料时间一般为10"*料号数量.
4.回焊炉:
5.B.T平衡时间: B.T=max[dek、高速机、泛用机、回焊炉].
注:双面板的平衡时间MAX TIMES以两面各完成所需要最大时间总和
即为:B.T=T1max+T2max.
二、以下为机台状况说明:
三、以上供参考.。