钢铁表面发蓝
- 格式:pdf
- 大小:159.80 KB
- 文档页数:9
钢件发蓝工艺和经验介绍钢件发蓝:也叫钢件发黑。
是钢铁零件在强碱性或酸性溶液中,发生化学反应而使基材表面生成一层四氧化三铁保护膜。
常用的工艺有:碱性高温发蓝、酸性发蓝等高温碱性发蓝配方:NaOH:NaNO2=3:1(NaOH=550-650g/L,NaNO2=200-250g/L)温度140±5℃,时间30-120mins不等。
工艺流程:化学除油—电解除油—盐酸活化—钢件发蓝—封闭—晾干—包装盐酸:150-250ml/L,活化时间10-20S。
一般碳钢发蓝温度135度,时间30分钟即可发黑。
比如45#和A3钢合金钢和高强度合金钢发蓝温度140-145度,时间60-120分钟碳钢和一般合金钢发蓝膜颜色为蓝黑色。
高强度合金钢,Cr含量高的膜层颜色一般为褐黑色、棕褐黑等颜色发蓝液配制:槽子为316不锈钢材质,至少0.3mm以上的厚度。
配制药水时先加3/4的水,再加片碱和亚硝酸钠。
或片碱用篮筐浸泡在水里自己溶解比较安全。
搅拌时不可用空管子,以防药水溶解放热时窜出来喷到面部或头部。
发蓝液用久了表面会覆盖大量的泡沫等赃物,底部会有大量的沉淀。
有的产品表面上有难以去除的红色等挂灰。
这时需要加丙三醇(甘油)进行清理维护,沉淀也需要定期翻槽进行清理。
如何判断NaOH和NaNO2的添加比例?1、根据沸点判断:沸点高了说明片碱多了,反之,片碱少了2、根据溶液颜色判断:溶液颜色呈现灰褐色为正常。
发红说明NaNO2多了3、根据溶液粘度判断:溶液很粘手,有点像糖浆一样比较稠说明片碱多了4、根据发蓝膜层判断:发蓝膜不均匀,说明片碱少了。
去除挂灰的方法:硫酸+铬酐(常温)上下拉动浸泡2-3分钟,清洗干净后重新发蓝几分钟。
普通钢铁件一般不存在挂灰现象的。
发蓝膜层厚度一般只有0.5-1.5um。
所以不改变零部件的Ra和精密尺寸发蓝膜的退膜可在250ml/L左右的盐酸中退除。
精密尺寸和高光泽度的不可以。
以上是临时写的经验谈,后面遇到问题,在具体情况具体分析。
第五节钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
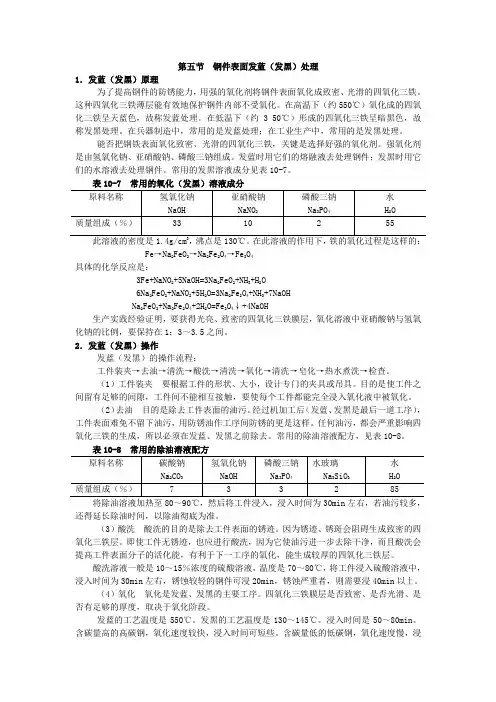
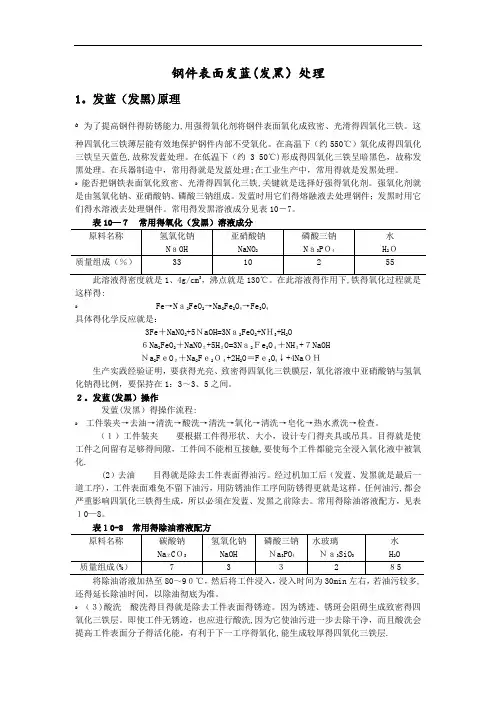
常用的发黑溶液成分见表10-7。
此溶液的密度是1.4g/cm,沸点是130℃。
在此溶液的作用下,铁的氧化过程是这样的: Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10-8。
将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。
金属表面发黑(发蓝)工艺介绍收录于话题#金属#工程技术#紧固件#工艺发黑或发蓝工艺属于钢的氧化处理,是在含有氧化剂的溶液中处理零件,使其表面生成一层均匀致密的的蓝黑色或者黑色保护膜的过程。
这层氧化膜可以很好地将金属基体和外界空气隔绝,从而避免与空气中的腐蚀物质直接接触,可以提高金属防锈性能。
金属氧化处理可分为热加工、化学加工和电化学加工三种工艺。
热加工法是将钢件在熔融的磷酸钾液中加热而形成一层厚约为1μm 的氧化膜的方法,但此法如果单独用于氧化处理时耗能太高,形成的氧化膜质量不稳定,颜色各异,适于大批量处理,现很少用此法。
化学加工法包括碱性化学氧化和酸性化学氧化,碱性化学氧化是将钢件置入一定温度下的含有氧化剂氢氧化钠的溶液中进行。
所获得氧化膜厚度为0.8~1.5μm。
酸性化学氧化所采用工作溶液中含磷酸和氧化剂,若在常温下进行又称冷发蓝,酸性氧化法得到的膜不是纯氧化膜,尚含有磷酸盐,此法得到氧化膜厚度可达3μm,处理时间可减少一半,膜的强度和抗蚀性较高但化学膜的颜色不够美观,故目前在工业上采用碱性氧化法较多。
电化学加工是将制件做为阳极,置放在氢氧化钠溶液中进行处理的一种方法,即是我们经常说的阳极氧化。
其中,钢铁的化学氧化根据处理温度的高低,可以分为高温化学氧化法和常温化学氧化法,由于两种方法采用处理液的成分不同,因此,膜的组成以及成膜的机理也不相同。
钢的氧化处理所形成的膜其主要成分是磁性氧化铁(Fe3O4),一般在低温下(约130℃)氧化成的Fe3O4呈暗黑色,一般呈黑色和蓝黑色;在高温下(约550℃)氧化成的Fe3O4呈天蓝色,这就是为什么称之为发黑或者发蓝。
发黑和发蓝工艺的本质一样,只是具体工艺过程有一定区别。
铸钢和含硅较高的特殊钢为褐色或黑褐色。
氧化膜虽然能提高钢铁零件的耐蚀性,但是它对钢铁零件的保护性能仍然是较差的,若将氧化处理后的零件用肥皂或重铬酸钾溶液处理,或进行涂油处理,能提高氧化膜的耐蚀性和润滑能力。
铁的发蓝处理化学式
铁的发蓝处理是指将铁表面处理成具有发蓝色的化学方法。
常见的发蓝处理方法包括氧化发蓝、腐蚀发蓝和涂层发蓝等。
1. 氧化发蓝:铁可以通过氧化反应形成氧化铁层,从而呈现出发蓝色。
一种常用的氧化发蓝方法是使用鹼性亚硝酸钠(NaNO2)溶液和含氨溶液或蒸汽进行处理。
处理时,将待
处理的铁件浸泡在鹼性亚硝酸钠溶液中,然后经过含氨溶液或蒸汽处理,使铁表面生成一层薄的亚硝酸铁薄膜,从而呈现出发蓝色。
2. 腐蚀发蓝:利用酸性溶液对铁表面进行腐蚀处理,形成一层薄的氧化铁层,从而呈现出发蓝色。
一种常见的腐蚀发蓝方法是使用硝酸溶液进行处理。
处理时,将铁件浸泡在硝酸溶液中,由于硝酸的强腐蚀性,铁表面会被腐蚀形成氧化铁层,从而呈现出发蓝色。
3. 涂层发蓝:在铁表面涂覆一层具有发蓝颜色的特殊涂层,从而呈现出发蓝色。
这种方法多用于铁艺制品或金属工艺品的装饰处理。
涂层发蓝采用的发蓝涂料通常含有特殊的颜料和填充剂,这些颜料和填充剂能够反射和散射特定波长的光线,从而呈现出发蓝色。
需要注意的是,不同的发蓝处理方法具体操作和配方可能会略有不同,具体的化学式会根据不同的处理方法而有所变化。
钢件表面发蓝(发黑)处理1。
发蓝(发黑)原理ﻩ为了提高钢件得防锈能力,用强得氧化剂将钢件表面氧化成致密、光滑得四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成得四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成得四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用得就是发蓝处理;在工业生产中,常用得就是发黑处理。
ﻩ能否把钢铁表面氧化致密、光滑得四氧化三铁,关键就是选择好强得氧化剂。
强氧化剂就是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们得熔融液去处理钢件;发黑时用它们得水溶液去处理钢件。
常用得发黑溶液成分见表10-7。
此溶液得密度就是1、4g/cm,沸点就是130℃。
在此溶液得作用下,铁得氧化过程就是这样得:ﻩ Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体得化学反应就是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密得四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠得比例,要保持在1:3~3、5之间。
2。
发蓝(发黑)操作发蓝(发黑)得操作流程:ﻩ工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件得形状、大小,设计专门得夹具或吊具。
目得就是使工件之间留有足够得间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化.(2)去油目得就是除去工件表面得油污。
经过机加工后(发蓝、发黑就是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈得更就是这样。
任何油污,都会严重影响四氧化三铁得生成,所以必须在发蓝、发黑之前除去。
常用得除油溶液配方,见表10—8。
表10-8 常用得除油溶液配方还得延长除油时间,以除油彻底为准。
一、实验目的1. 了解钢铁发蓝处理的基本原理和方法。
2. 掌握钢铁发蓝处理过程中的关键步骤和注意事项。
3. 分析钢铁发蓝处理后的性能变化,验证处理效果。
二、实验原理钢铁发蓝处理是一种化学表面处理方法,通过在钢铁表面形成一层致密的氧化膜,达到防腐蚀、提高耐磨性等目的。
该处理方法主要利用氧化剂和苛性钠等化学药品在特定温度和时间内对钢铁进行氧化反应,使其表面形成一层蓝黑色氧化膜。
三、实验材料与设备1. 实验材料:铁片(或铁钉)、三脚架、石棉网、酒精灯、量筒、表面皿、烧杯、镊子、台天平、温度计、砂纸。
2. 化学药品:氢氧化钠、碳酸钠、水玻璃、稀硫酸、硝酸钠、亚硝酸钠、重铬酸钾溶液、机油。
四、实验步骤1. 除油处理:- 称取10g氢氧化钠,4g碳酸钠,1g水玻璃,加水100mL,配成除油液。
- 将铁片用砂纸磨光,然后置于盛有除油液的烧杯中,加热煮沸5-10分钟。
- 用镊子取出铁片,再用水洗净。
2. 除锈处理:- 取50g-60g氢氧化钠,10g硝酸钠,3g亚硝酸钠,加100mL水溶解配成发蓝液。
- 将表面去油污后的铁片浸入除锈液(15%稀硫酸)中加热(60-80℃)。
- 观察铁片表面锈迹去除情况,直至锈迹完全消失。
3. 发蓝处理:- 将除锈后的铁片浸入发蓝液中,加热至100℃左右,保持一段时间。
- 观察铁片表面颜色变化,直至形成蓝黑色氧化膜。
4. 涂油保护:- 将处理后的铁片取出,待其自然冷却至室温。
- 用机油对铁片表面进行涂油处理,以增强其抗腐蚀性能。
五、实验结果与分析1. 实验结果表明,经过发蓝处理后的铁片表面形成了一层蓝黑色氧化膜,表面光滑,无锈迹。
2. 通过对比处理前后的铁片,发现发蓝处理后的铁片在抗腐蚀性能上有了明显提高。
在相同条件下,处理后的铁片腐蚀速度明显减慢。
3. 实验过程中,温度、时间等因素对发蓝处理效果有较大影响。
温度过高或时间过长,可能导致氧化膜厚度过大,影响铁片表面质量;温度过低或时间过短,则氧化膜厚度过小,防腐蚀性能不佳。
钢铁制品表面的发蓝试验
用品:烧杯、铁片(铁钉或缝衣针)。
氢氧化钠、亚硝酸钠、硝酸钠、盐酸、肥皂、锭子油、铁粉、硫酸铜。
原理:钢铁制品容易发生锈蚀。
发蓝是用化学方法,把钢铁制品放在热的氧化性溶液中煮沸一定时间,使钢铁制品表面形成一层致密的、由磁性氧化铁组成的黑色和蓝黑色的氧化膜,这层氧化膜具有较强的抗腐蚀能力。
有关化学方程式表示如下:
操作:
1.配制发蓝溶液先把30克氢氧化钠溶于30毫升水的烧杯中,再慢慢地加入9克亚硝酸钠和5克硝酸钠,使之溶解,再加水到50毫升。
然后再入一些纯净的铁粉,并加热至沸,这时温度约可达到138~150℃。
2.钢铁制品表面的预处理把几枚缝衣针(或铁钉、铁片)表面上的油污、锈斑处理干净。
一般用10%的碱液在80℃浸10分钟取出,用清水洗涤即可除油,然后再用盐酸除锈。
3.发蓝把缝衣针(或铁钉、铁片)浸入煮沸的发蓝液中约半小时取出后,在表面上即有一层蓝黑色的氧化膜。
4.后处理把经过发蓝处理的缝衣针(或铁钉、铁片),浸入冷水中漂洗,再浸入热水中漂洗,以洗去表面沾有的发蓝液。
取出后,浸入3~5%的热肥皂水中(80~90℃)5分钟左右,然后再用冷水和热水分别冲洗一次,最后浸在105~110℃的锭子油处理5~10分钟,取出后放置10分钟,使沾着的油液流净后再擦干表面即可。
经这样处理的钢铁制品表面呈蓝黑色而且均匀致密。
注意事项:
1.在发蓝处理前,钢铁制品的表面一定要洗净。
2.如要检验发蓝是否有防护作用,可把经发蓝处理过的制品浸入2%硫酸铜溶液中,在室温下浸半分钟后取出,观察表面是否有红色的铜析出,如没有铜析出,则发蓝有效。
钢铁表面发蓝处理钢铁表面发蓝处理是一种对钢铁表面进行的涂装或处理,以使钢铁表面具有蓝色光泽和美观的外观。
它可以帮助抵御腐蚀,保护金属表面,延长产品的使用寿命。
此外,钢铁表面发蓝处理还可以提高钢铁表面的耐磨性,从而为钢铁表面提供更好的保护。
钢铁表面发蓝处理的方法有很多种,其中最常用的方法包括电弧发蓝、化学发蓝、热发蓝和激光发蓝。
电弧发蓝是一种比较常见的发蓝处理方法,它使用特殊的电弧来将一层紫色氧化物膜涂在钢铁表面上。
当电弧离开时,氧化物膜会变成蓝色,从而形成钢铁表面的蓝色光泽。
化学发蓝是一种比较常见的发蓝处理方法,它使用特殊的化学剂来将一层蓝色氧化物膜涂在钢铁表面上。
该过程通常分为三步:先将钢铁表面的氧化层去除,再将特殊的化学剂涂在表面,最后烘烤一定时间以完成发蓝效果。
热发蓝是一种比较常用的发蓝处理方法,它使用低温钢铁表面蒸汽来将一层蓝色氧化物膜涂在钢铁表面上。
该过程中,钢铁表面的氧化层会逐渐被蒸汽吸收,随着温度升高,氧化层会凝结并与钢铁表面结合,从而形成一层蓝色的氧化物膜。
激光发蓝是一种新兴的发蓝处理方法,它使用激光来将一层蓝色氧化物膜涂在钢铁表面上。
该过程中,激光能量会将钢铁表面的氧化层融化,随后该氧化物膜会因激光的作用而变成蓝色,从而形成钢铁表面的蓝色光泽。
不同的发蓝处理方法有着不同的优势,例如电弧发蓝可以快速完成发蓝处理;而激光发蓝可以提高发蓝处理的精度。
因此,在选择发蓝处理方法时,要根据钢铁表面的特性和实际情况选择最合适的方法。
总之,钢铁表面发蓝处理是一种将钢铁表面涂装或处理成蓝色光泽的方法,它可以抵御腐蚀,保护金属表面,延长产品的使用寿命,从而为钢铁表面提供更好的保护。
它有很多种处理方法,例如电弧发蓝、化学发蓝、热发蓝和激光发蓝。
在选择发蓝处理方法时,要根据钢铁表面的特性和实际情况选择最合适的方法。
钢铁零件的表面发黑(发蓝)处理概述
在机械制造企业中,零件在热处理后进行必要的表面处理是不可缺少的工艺流程,发蓝和发黑均是表面氧化处理的方法,它们主要用于碳钢、低合金工具钢和高速工具钢的表面处理。
通常采用的是低温碱性发黑即金属零件在很浓的碱和氧化剂溶液中加热、氧化,使金属表面生成一层带磁性的四氧化三铁薄膜等,能有效阻止内部金属的氧化,该膜的颜色根据钢种的不同有蓝黑色、黑色、红棕色和棕褐色等,组织比较致密,厚度在0.6~0.8μm左右,主要用于一般的机器制造、仪器仪表和日用化工的零部件的表面处理。
对于将钢铁零件在高温下(500~550℃)表面氧化成四氧化三铁,表面呈现天蓝色的表面处理,通常称为发蓝,它主要用于兵器工业、航天等领域,考虑到工艺温度较高,生产效率低,需要专用设备等,因此从某种程度上限制了它的应用范围,本文不作介绍。
发黑和发蓝处理尽管工艺温度、氧化介质等不同,但都同样起到产品防锈和美观的效果,在实际的表面处理工艺的选择上要认真考虑,结合具体的材料、工作要求的使用因素等,采用经济的方法来进行综合思考工艺的应用效果。
零件进行发黑处理的目的:对金属表面起防锈作用;增加金属表面的美观和光泽;消除淬火过程中的应力作用,减小变形等。
考虑到该工艺的成本低、产量高,因此在金属零件的表面处理中得到了较为广泛的应用。

钢铁部件进行发蓝处理原理
钢铁部件进行发蓝处理原理是通过在钢铁表面形成一层蓝黑色氧化膜来增加部件的耐腐蚀性能。
具体原理如下:
1. 准备工作:将要处理的钢铁部件洗净去除油污和杂质,然后放置在酸性溶液中进行酸洗处理,以去除氧化皮和锈蚀层,确保部件表面干净。
2. 发蓝液准备:制备含有碱金属盐类(如亚碳酸钠、硫酸铜等)的发蓝液。
该发蓝液可通过溶解相应盐类于水中制备,也可以添加有机物(如酒石酸)来调节溶液的pH值和成分。
3. 发放过程:将处理干净的钢铁部件浸泡在发蓝液中,经过适当的时间和温度控制,发蓝液中的金属离子进入钢铁表面。
在发蓝液中,钢铁表面发生化学反应,形成蓝黑色金属氧化物膜。
4. 保护层处理:待发蓝处理完成后,将钢铁部件取出并进行清洗,可以采用洗水或清洁溶剂来去除多余的发蓝液。
除去过程中要注意不得破坏已形成的氧化膜。
5. 保养和维护:将发蓝处理后的钢铁部件进行干燥并上薄层防锈油或其它防护涂料,以增加氧化膜的保护作用,延长钢铁部件的寿命和耐腐蚀性。
通过上述步骤,钢铁部件表面形成了一层致密的蓝黑色金属氧化物膜,该氧化膜具有较好的耐腐蚀性能,可以防止钢铁部件表面的腐蚀物质进一步侵蚀,提高钢铁部件的使用寿命。
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10-7。
Fe→Na2FeO2→Na2Fe2O4→Fe3O4具体的化学反应是:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10-8。
将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min左右,若油污较多,还得延长除油时间,以除油彻底为准。
(3)酸洗酸洗的目的是除去工件表面的锈迹。
第19卷第4期Vol 119No 14 三明高等专科学校学报J OU RNAL OF SANM IN G COLL EGE 2002年12月Dec 12002[收稿日期]2002202223[作者简介]张运徽(1943-),男,福建宁化人,三明高等专科学校化学与生物工程系高级工程师。
钢铁制件表面发蓝工艺及维护的研究张运徽(三明高等专科学校化学与生物工程系,福建三明 365004)[摘要]探讨了钢铁制件表面发蓝的机理,对工艺进行了改进,分析了工艺规程中各成分的作用以及发蓝工艺维护措施,对钢铁制件表面处理有一定实践意义。
[关键词]钢铁制件;氧化膜;发蓝工艺;工艺机理;工艺维护[中图分类号]TG 15 [文献标识码]A [文章编号]1671-1343(2002)04-0026-041 前言钢铁制件表面的锈蚀物Fe 2O 3.XH 2O 是一种松脆多孔的物质,不能保护内层金属铁不受锈蚀。
用化学或电化学处理,方能在钢铁制件表面生成一层致密完整并具有一定机械强度的氧化膜的过程称为钢铁的着色。
经过着色处理的钢铁制品表面形成一定厚度的氧化膜,呈现一种特殊的氧化色———蓝黑色,通常称为钢铁制件的“发蓝”或“发黑”。
钢铁制件氧化处理的方法很多,有碱性氧化法、无碱氧化法、高温气体氧化法和电解氧化法等。
本工艺采用的是碱性氧化法,氧化后形成的表面氧化膜呈蓝黑色,经油封后,色泽美观、无氢、有弹性、膜层薄、不影响精度、对消除热处理后生产应力有一定作用。
钢铁制件的发蓝常用于机械、精密仪器、仪表、武器、日用品等的防护装饰,特别适用于不允许电镀或涂漆的零件以及在油中工作的精密机械零件的防护,为了保证氧化膜质量,研究发蓝工艺各成分的作用,对工艺进行改进,加强工艺条件管理以及工艺维护是非常重要的。
2 发蓝机理碱性氧化法是把钢铁制件置于含有氢氧化钠,硝酸盐或亚硝酸盐的溶液中,在一定温度下进行表面处理。
当溶液温度接近沸点时,钢铁与氧化性的浓碱相互作用,发生如下反应:(1)钢铁开始溶解,生成亚铁酸钠和铁酸钠:Fe +[O ]+2NaOH =Na 2FeO 2+H 2O (1)2Fe +3[O ]+2NaOH =Na 2Fe 2O 4+H 2O(2)(2)亚铁酸钠和铁酸钠再相互作用,生成磁性氧化铁:Na 2FeO 2+Na 2Fe 2O 4+2H 2O =Fe 3O 4+4NaOH(3)(3)部分铁酸钠同时发生水解,生成三氧化铁的水化物(褐色沉淀物):Na 2Fe 2O 4+(m +1)H 2O =Fe 2O 3.mH 2O +2NaOH (4)Fe 2O 3.mH 2O =Fe 2O 3(m -n )H 2O +nH 2O(5)氧化膜的外观和防护性能随氧化膜厚度而变化,但无论膜厚或膜薄,膜的主要成分都是磁性氧化铁(Fe 3O 4),氧化铁作为沉淀渣沉降到糟底。
钢铁发蓝处理一实验目的1.了解钢铁发蓝处理的原理和方法。
2.掌握零件表面化学除锈和除油工艺。
二实验原理将钢铁零件放入含NaOH和NaNO2等药品的浓溶液中,在一定温度范围内使零件表面生成一层很薄(0.5~1.5μm)的蓝黑色氧化膜的过程叫发蓝(发黑)处理。
这层氧化膜组织致密,能牢固地与金属表面结合,而且色泽美观,有较大的弹性和润滑性,能防止金属锈蚀。
因此,在机械工业中得到广泛应用。
氧化膜(磁性Fe3O4)的生成原理,可用反应方程式表示如下:3Fe+NaNO2+5NaOH=3Na2FeO2+NH3+H2O6Na2FeO2+NaNO2+5H2O=3Na2Fe2O4+NH3+7NaOHNa2FeO2+Na2Fe2O4+2H2O=Fe3O4+4NaOH三仪器药品1.仪器发蓝槽、烧杯(250cm3;500cm3)、电炉、酒精灯。
2.药品NaOH、NaNO2、K4[Fe(CN)6]、K2Cr2O7、HCl(以上药品均可用工业纯)、肥皂、机油(10号)、3%CuSO4、0.2%H2SO4、0.1%酚酞酒精溶液。
3.材料细铁丝、滤纸。
四实验步骤1.发蓝液的配制按每立方分米溶液中加NaOH 625 g、NaNO2225g和K4[Fe(CN)6]15g配制。
先把NaOH 放入发蓝槽,加少量冷水,并加热至100℃左右,溶解后再放入适量水;再加入NaNO2和K4[Fe(CN)6],补充水至所需要的量;然后加热至溶液沸腾(约140℃左右)待用。
新配制的溶液为乳白色,使用后颜色会加深。
2.发蓝前零件表面的预处理发蓝件表面必须光洁,不得有油脂、金属氧化物或其它污物,以免在发蓝中生成不均匀、不连续的氧化膜,甚至不生成氧化膜。
因此,发蓝零件表面必须彻底清理,清理包括机械清理、除油和酸洗。
(1)机械清理:零件表面锈迹多时,可用细砂纸仔细擦拭,直至表面光洁。
(2)除油:把工件放入除油液(配方见表1)中20min左右,然后拿出用流动清水冲洗,以除净残碱液。
第五节钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约350℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10-7。
表10-7常用的氧化(发黑)溶液成分原料名称氢氧化钠NaOH 亚硝酸钠NaNO 2磷酸三钠Na 3PO 4水H 2O 质量组成3310255此溶液的密度是1.4g/cm 3,沸点是130℃。
在此溶液的作用下,铁的氧化过程是这样的:Fe→Na 2FeO 2→Na 2Fe 2O 4→Fe 3O 4具体的化学反应是:3Fe+NaNO 2+5NaOH=3Na 2FeO 2+NH 3+H 2O 6Na 2FeO 2+NaNO 2+5H 2O=3Na 2Fe 2O 4+NH 3+7NaOH Na 2FeO 2+Na 2Fe 2O 4+2H 2O=Fe 3O 4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
发蓝(发黑)处理发黑工艺钢制件的表面发黑处理,也有被称之为发蓝的。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
碱性发黑细分出来,又有一次发黑和两次发黑的区别。
发黑液的主要成分是氢氧化钠和亚硝酸钠。
发黑时所需温度的宽容度较大,大概在135摄氏度到155摄氏度之间都可以得到不错的表面,只是所需时间有些长短而已。
实际操作中,需要注意的是工件发黑前除锈和除油的质量,以及发黑后的钝化浸油。
发黑质量的好坏往往因这些工序而变化。
金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。
一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克。
2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。
3.说明:(1)金属表面务必洗净和干燥以后,才能进行“发篮”处理。
(2)金属器件进行“发蓝”处理条件与金属中的含碳量有关,“发蓝”药液温度及金属器件在其中的处理时间可参考下表。
金属中含碳量%工作温度(℃)处理时间(分)开始终止>0.7135-13714310-300.5-0.7135-14015030-50<0.4142-145153-15540-60合金钢142-145153-15560-90。
(3)每隔一星期左右按期分析溶液中硝酸钠、亚硝酸钠和氢氧化钠的含量,以便及时补充有关成分。
一般使用半年后就应更换全部溶液。
(4)金属“发蓝”处理后,最好用热肥皂水漂洗数分钟,再用冷水冲洗。
然后,又用热水冲洗,吹于。
二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克。
一种钢铁环保常温发蓝方法
常温下发蓝是指在不加热的情况下,使钢铁表面形成均匀的蓝色
氧化层。
这种方法被广泛用于装饰和保护钢铁制品,同时具有环保性。
以下是一种常用的钢铁发蓝方法:
1. 准备材料:硝酸镁、软布、洁净的水。
2. 将硝酸镁溶解在洁净的水中,使其浓度适中。
3. 用软布蘸取硝酸镁溶液,均匀地擦拭在钢铁表面。
4. 静置一段时间,让钢铁表面形成蓝色氧化层。
5. 最后,用清水彻底冲洗钢铁表面,去除余留的硝酸镁。
这种方法的优点是不需要加热,不会产生废气或废液,对环境友好。
同时,生成的蓝色氧化层具有良好的装饰性和耐腐蚀性。
需要注意的是,使用此方法时要注意个人防护,避免硝酸镁的接
触和吸入。
同时,在操作过程中要保持通风良好的环境,避免对自身
和他人造成伤害。
最好在实验室或专业指导下进行操作。
钢件表面发蓝(发黑)处理1.发蓝(发黑)原理为了提高钢件的防锈能力,用强的氧化剂将钢件表面氧化成致密、光滑的四氧化三铁。
这种四氧化三铁薄层能有效地保护钢件内部不受氧化。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约 3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理。
能否把钢铁表面氧化致密、光滑的四氧化三铁,关键是选择好强的氧化剂。
强氧化剂是由氢氧化钠、亚硝酸钠、磷酸三钠组成。
发蓝时用它们的熔融液去处理钢件;发黑时用它们的水溶液去处理钢件。
常用的发黑溶液成分见表10-7。
表10-7 常用的氧化(发黑)溶液成分原料名称氢氧化钠 NaOH 亚硝酸钠 NaNO 2 磷酸三钠 Na 3PO 4 水 H 2O 质量组成(%) 3310 2 55 此溶液的密度是1.4g/cm 3,沸点是130℃。
在此溶液的作用下,铁的氧化过程是这样的:Fe→Na 2FeO 2→Na 2Fe 2O 4→Fe 3O 4具体的化学反应是:3Fe+NaNO 2+5NaOH=3Na 2FeO 2+NH 3+H 2O 6Na 2FeO 2+NaNO 2+5H 2O=3Na 2Fe 2O 4+NH 3+7NaOHNa 2FeO 2+Na 2Fe 2O 4+2H 2O=Fe 3O 4↓+4NaOH生产实践经验证明,要获得光亮、致密的四氧化三铁膜层,氧化溶液中亚硝酸钠与氢氧化钠的比例,要保持在1:3~3.5之间。
2.发蓝(发黑)操作发蓝(发黑)的操作流程:工件装夹→去油→清洗→酸洗→清洗→氧化→清洗→皂化→热水煮洗→检查。
(1)工件装夹 要根据工件的形状、大小,设计专门的夹具或吊具。
目的是使工件之间留有足够的间隙,工件间不能相互接触,要使每个工件都能完全浸入氧化液中被氧化。
(2)去油 目的是除去工件表面的油污。
经过机加工后(发蓝、发黑是最后一道工序),工件表面难免不留下油污,用防锈油作工序间防锈的更是这样。
任何油污,都会严重影响四氧化三铁的生成,所以必须在发蓝、发黑之前除去。
常用的除油溶液配方,见表10-8。
表10-8 常用的除油溶液配方原料名称 碳酸钠Na2CO3氢氧化钠NaOH磷酸三钠Na3PO4水玻璃Na3SiO3水H2O质量组成(%)7 3 3 2 85将除油溶液加热至80~90℃,然后将工件浸入,浸入时间为30min 左右,若油污较多,还得延长除油时间,以除油彻底为准。
(3)酸洗 酸洗的目的是除去工件表面的锈迹。
因为锈迹、锈斑会阻碍生成致密的四氧化三铁层。
即使工件无锈迹,也应进行酸洗,因为它使油污进一步去除干净,而且酸洗会提高工件表面分子的活化能,有利于下一工序的氧化,能生成较厚的四氧化三铁层。
酸洗溶液一般是10~15%浓度的硫酸溶液,温度是70~80℃,将工件浸入硫酸溶液中,浸入时间为30min左右,锈蚀较轻的钢件可浸20min,锈蚀严重者,则需要浸40min以上。
(4)氧化 氧化是发蓝、发黑的主要工序。
四氧化三铁膜层是否致密、是否光滑、是否有足够的厚度,取决于氧化阶段。
发蓝的工艺温度是550℃。
发黑的工艺温度是130~145℃。
浸入时间是50~80min。
含碳量高的高碳钢,氧化速度较快,浸入时间可短些。
含碳量低的低碳钢,氧化速度慢,浸入时间需要长些。
合金钢特别是高合金钢,工件表面有一定的残余奥氏体,对碱溶液有较强的抗抵作用,不易生成Fe3O4,因而浸入时间需更长一些。
表10-9列出了有关钢种氧化(发黑)时溶液的温度及浸入时间。
表10-9 不同钢件氧化温度与时间钢种 入槽温度(℃)出槽温度(℃)处理时间(min)高碳钢 120~125 125~130 40低、中碳钢 125~130 130~135 50 铬硅钢 125~130 130~140 60高合金钢 130~135 135~145 70高速钢 135~140 140~150 80槽液的正常颜色是白色。
如果槽液呈红色或棕色,表示亚硝钠浓度过大,应及时调整槽液的成分。
如果溶液呈绿色,则表示铁离子浓度过大,应及时更新溶液。
(5)皂化 所谓皂化,是用肥皂水溶液在一定温度下浸泡工件。
目的是形成一层硬脂酸铁薄膜,以提高工件的抗腐蚀能力。
常用的皂化液浓度是30~50g(肥皂)/L。
把皂化液加热至80~100℃,将氧化后的工件放入皂化液浸泡10min左右。
(6)检查氧化完毕后,要对工件进行检查,看Fe3O4膜层是否合格。
检查的方法是:任意抽取三件工件,置于浓度为2%的硫酸铜溶液中浸泡20s,不退黑色者为合格。
三件工件中有一件以上不合格,则整槽工件视为不合格,需再氧化一次,以加深四氧化三铁的厚度。
3.可能出现的缺陷及解决措施钢件发黑工艺,在操作过程中,可能会出现如下一些缺陷。
(1)氧化膜疏松 氧化膜应很致密,与基本结合很牢固。
如果生成的氧化膜疏松,容易擦掉,这是不正常的现象。
出现这种情况,主要是由于新配制的氧化溶液缺少铁离子引起的。
解决办法,是加入一些旧的氧化溶液,或者加入一些干净的钢屑,煮沸30min,以增加氧化溶液的铁离子浓度,这现象就会消除。
(2)工件表面呈红褐色锈斑 氧化膜应呈深黑色,光亮且平滑。
如果工件表面出现红褐色斑点或连成一片,这主要是由于氧化溶液中氢氧化钠过浓、生成氧化铁过多所致。
解决办法是调整溶液成分,补充加入一些亚硝酸钠和水,以降低NaOH浓度。
(3)工件表面呈淡灰色 工件表面失去乌黑光泽,呈淡灰色,这是由于氧化溶液中氢氧化钠浓度过低引起的。
解决办法,补充加入适量的氢氢化钠。
(4)不生成氧化膜 经处理40~50min后,工件表面仍不上色(生成氧化膜),这主要是由于溶液温度过低,亚硝酸钠浓度不足引起的。
解决办法是提高溶液温度,适当增加亚硝酸钠量。
(5)氧化膜表面发花 工件在黑色基体上出现零星的白点,有时白点还较密集,这种现象工人称之为“发花”。
发花原因主要是氧化时间不够引起的。
解决办法,是延长氧化时间(即浸泡时间),还可以补充加入少量氢氧化钠。
(6)工件表面呈绿色 如果工件表面的氧化膜不是乌黑色,而是绿色,这是工件过氧化的结果,是由于氧化溶液温度过高、亚硝酸钠浓度过高引起的。
解决办法是加入适量冷水(注意:加水时必须穿戴好老保护具,缓缓加入,以免槽液飞溅,造成灼伤事故)和加入少量氢氧化钠,以降低溶液温度及亚硝酸钠的浓度。
4.氧化溶液成分的测定从以上氧化膜缺陷分析中可知,当氧化溶液成分出现波动时,就会造成氧化膜的缺陷,至使发黑操作失败。
氧化溶液成分,主要指氢氧化钠浓度和亚硝酸钠浓度。
在发黑过程中,水分不断被蒸发,亚硝酸钠和氢氧化钠又非等比消耗,所以,此消彼长,浓度变化是必然的。
操作时间越长,变化就越大。
为了不使氧化溶液的成分出现大的波动,应该每隔2~3h,就取样测定它们的浓度,以便及时计算并补充添加有关原料。
下面介绍氢氧化钠、亚硝酸钠浓度的测定方法。
(1)氢氧化钠浓度的测定 吸取氧化溶液10ml,置于量瓶中,加蒸馏水至500ml,摇匀,这便是稀释液。
吸取稀释液5ml 置于锥瓶中,加蒸馏水100ml,加酚酞1~2滴,溶液变为红色。
用0.1N 的盐酸标准溶液进行滴定,滴至红色消失,记下盐酸消耗量V 1(ml)。
再加甲基橙2滴,溶液变为黄色。
继续用0.1N 的盐酸进行滴定,滴至黄色转变为红色为止,记下盐酸的消耗量V 2(ml)。
按下式计算氢氧化钠的浓度( g/l):())/(100050051004.01.021l g V V NaOH ××××−=或按下式计算氢氧化钠的百分浓度: ()14100050051004.01.021××××−=V V NaOH (%) (2)亚硝酸钠浓度的测定 吸取氧化溶液10ml,置于量瓶中,加蒸馏水至500ml 刻度处,摇匀,这便是稀释的氧化溶液。
吸取0.1N 的标准高锰酸钾溶液10ml,置于锥形瓶中,加蒸馏水100ml,硫酸10ml,加热至50℃左右。
这时溶液呈红色。
用稀释的氧化溶液进行滴定,至红色消失为止,记下稀释氧化溶液的消耗量V (ml)。
按下式计算亚硝酸钠的浓度(g/l): 1000500100345.0101.02××××=V NaNO (g/l) 或按下式计算亚硝酸钠的百分浓度:141000500100345.0101.02××××=V NaNO (%) 式中V—滴定时用去的稀释氧化液的ml 数;14—10ml 氧化溶液的质量。
5.除油溶液成分的测定除油与氧化有着密切关系,除油不彻底,很难获得高质量的四氧化三铁层膜。
所以,除油溶液也要经常测定其成分,以便及时补充天加有关原料,以保证除油效果。
(1)氢氧化钠的测定 吸取除油溶液5ml 置于锥形瓶中,加蒸馏水100ml,摇均匀。
加酚酞指示剂2~3滴,用0.1N 的盐酸标准溶液进行滴定,滴至红色消失为终点,记录盐酸消耗量V 1(ml)。
在此溶液中加入甲基橙指示剂2滴,溶液变为黄色。
用0.1N 盐酸标准溶液进行滴定,至黄色变为粉红色为终点,记录盐酸消耗量V 2(ml)(不包括V 1量)。
在两次滴定后,将溶液煮沸5~10min,待冷到常温后,加酚酞指示剂2~3滴,用0.1N 氢氧化钠标准溶液进行滴定,滴至玫瑰红色为终点,记录氢氧化钠消耗量V 3(ml)。
按下式计算氢氧化钠的浓度(g/l):10005040.0)(21×××−=A N V V NaOH (g/l) 或按下式计算氢氧化钠的百分浓度:100110010005040.0)(21××××−=A N V V NaOH (%) 式中 V 1—第一次滴定时用去的盐酸ml 数;V 2—第二次滴定时用去的盐酸ml 数;N A — 滴定用盐酸的标准当量浓度,在这里是0.1;0.040—是NaOH 分子里与1000的比值(40÷1000=0.040); 5—吸取的除油液ml 数;1000——1L 的ml 数;1100——1L 除油溶液的质量。
(2)碳酸钠的测定 按下式计算碳酸钠的浓度(g/l ):10005106.0)(3232×××−×=B A N V N V CO Na (g/l): 或按下式计算碳酸钠的浓度:100110010005106.0)(3232××××−×=B A N V N V CO Na (%) 式中V 2—第二次滴定时用去的盐酸ml 数;N A — 滴定用盐酸的标准当量浓度,在这里是0.1;V 3——第三次滴定用的氢氧化钠的ml 数;N b ——滴定用的氢氧化钠的标准当量浓度,这里是0.1;0.106—是碳酸钠分子量与1000的比值(106/1000=0.106)。