预制疲劳裂纹
- 格式:docx
- 大小:20.12 KB
- 文档页数:20
疲劳裂纹的预制1 实验目的为测定金属材料的平面应变断裂韧度K IC而预制疲劳裂纹2 仪器及设备1、程控高频疲劳机2、镜式引伸仪3、高度尺4、平台3 实验原理由于线弹性断裂力学所研究的对象是尖锐裂纹,所以,测定K IC所用试件的裂纹尖端必须是尖锐的,这种尖锐裂纹常利用疲劳试验的方法加以制作。
通常的做法是先用机械加工方法或电火花方法加工出一引发缺口,然后在疲劳试验机上加交变循环载荷预制出疲劳裂纹。
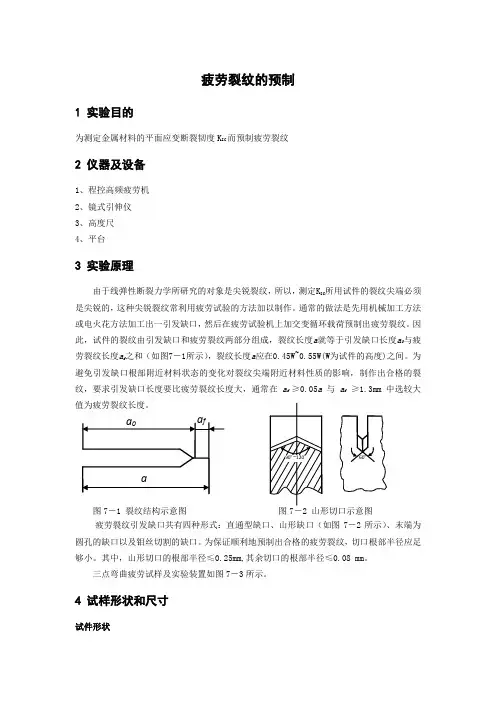
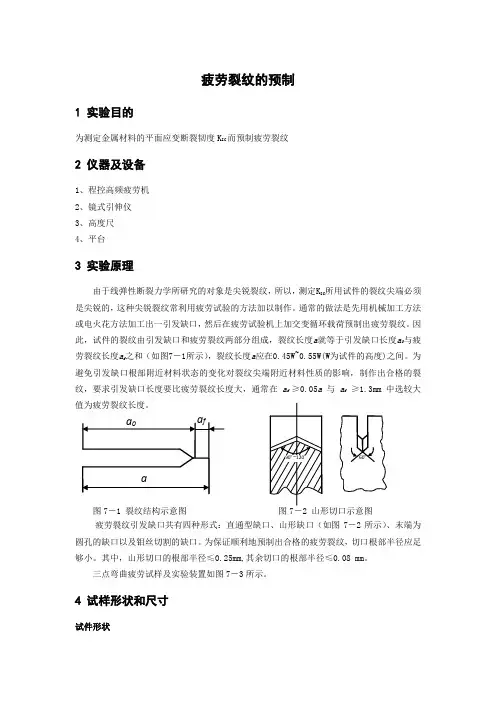
因此,试件的裂纹由引发缺口和疲劳裂纹两部分组成,裂纹长度a就等于引发缺口长度a0与疲劳裂纹长度a f之和(如图7-1所示),裂纹长度a应在0.45W~0.55W(W为试件的高度)之间。
为避免引发缺口根部附近材料状态的变化对裂纹尖端附近材料性质的影响,制作出合格的裂纹,要求引发缺口长度要比疲劳裂纹长度大,通常在a f ≥0.05a与a f≥1.3mm 中选较大值为疲劳裂纹长度。
图7-1 裂纹结构示意图疲劳裂纹引发缺口共有四种形式:直通型缺口、山形缺口(如图7-2所示)、末端为圆孔的缺口以及钼丝切割的缺口。
为保证顺利地预制出合格的疲劳裂纹,切口根部半径应足够小。
其中,山形切口的根部半径≤0.25mm,其余切口的根部半径≤0.08 mm。
三点弯曲疲劳试样及实验装置如图7-3所示。
4 试样形状和尺寸试件形状凡是具有K I 标定表达式且便于测试的试样,都可以用来测定K IC 。
GB4161—1984国家标准规定了四种标准试样:三点弯曲试样、紧凑拉伸试样、C 型拉伸试样,以及圆形紧凑拉伸试样。
三点弯曲试样具有容易加工和便于加载的优点,平面应变断裂韧度K IC 的测定常采用三点弯曲试样,它的简图如图7-3所示。
图7-3 三点弯曲疲劳试样及实验装置试样尺寸大量试验结果表明,一般情况下,材料的临界应力强度因子K IC 与试样厚度B ,裂纹长度a 和韧带宽度(W -a )均有关。
只有当试样尺寸满足平面应变和小范围屈服的力学条件时,才能获得稳定的K IC 值。
1、实验目的:2、学习了解金属平面应变断裂韧度K1C试样制备, 断口测量及数据处理的关键要点。
3、掌握金属平面应变断裂韧度K1C的测定方法。
一、实验原理本实验按照国家标准GB4161-84规定进行。
(一)断裂韧度是材料抵抗裂纹扩展能力的一种量度, 在线弹性断裂力学中,材料发生脆性断裂的判据为: K1≤K1C, 式中K1为应力场强度因子, 它表征裂纹尖端附近的应力场的强度, 其大小决定于构件的几何条件、外加载荷的大小、分布等。
K1C是在平面应变条件下, 材料中Ⅰ型裂纹产生失稳扩展的应力强度因子的临界值, 即材料平面应变断裂韧度。
裂纹稳定扩展时, K1和外力P、裂纹长度a、试件尺寸有关;当P和a达到Pc和ac时, 裂纹开始失稳扩展。
此时材料处于临界状态, 即K1=K1C。
K1C与外力、试件类型及尺寸无关(但与工作温度和变形速率有关)。
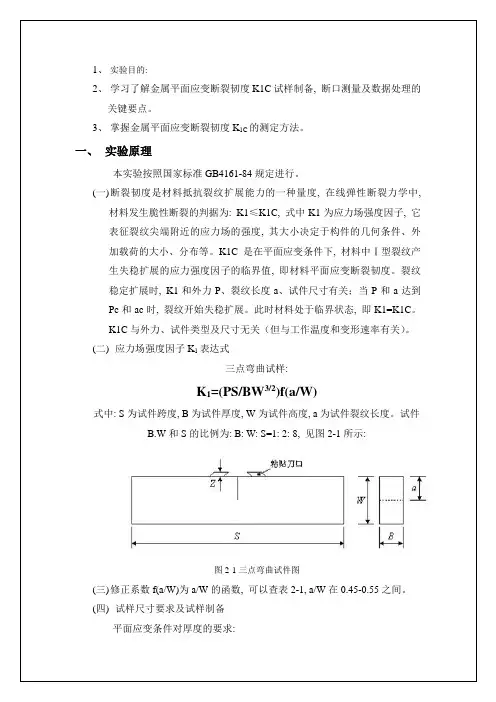
(二)应力场强度因子K1表达式三点弯曲试样:K1=(PS/BW3/2)f(a/W)式中: S为试件跨度, B为试件厚度, W为试件高度, a为试件裂纹长度。
试件B.W和S的比例为: B: W: S=1: 2: 8, 见图2-1所示:图2-1三点弯曲试件图(三)修正系数f(a/W)为a/W的函数, 可以查表2-1, a/W在0.45-0.55之间。
(四)试样尺寸要求及试样制备平面应变条件对厚度的要求:中间三个读数平均值a=1/3(a2+a3+a4);3.根据测得到a和W值, 计算a/W值(精确到千分之一), f(a/W)数值查表或计算。
f(a/W)={3(a/W)1/2[1.99-(a/W)(1-a/W)×(2.15-3.93a/W+2.7a2/W2)]}/2(1+2a/W)(1-a/W)3/2将PQ、B.W和f(a/W)代入下式:K Q=(P Q S/BW3/2)f(a/W)即可算出KQ值, 单位MPam1/2。
相关换算单位公式:MPam1/2=MNm-3/2, MPa=MNm-2, 1kgf=9.807N, 1kgfmm-3/2=0.310MPam1/2。
预应力frp加固rc梁的界面疲劳裂纹扩展规律预应力碳纤维增强混凝土(Pre-stressed Carbon Fiber-Reinforced Concrete, PCFRC)材料具有抗裂性能优良、工程应用更加方便、对环境无危害和低耗材等特性,在钢筋混凝土(Reinforced Steel Concrete, RC)结构的现有加固修复中具有一定的优越性,其中界面处理也是在PCFRC加固RC梁应用中的一个关键因素,以确保加固RC梁的结构性能的持久性及PCFRC加固RC梁的效果。
目前,关于PCFRC加固RC梁的界面疲劳裂纹扩展规律的研究主要集中在直接绑束方法(Direct Bonding Method)、化学锚固方法(Chemical-anchoring)和增强膜(Reinraged-Membrane)三种处理方法,而随着研究进展,其他处理方式也正在培育和探讨中。
以直接绑束方法而言,通常使用工业水泥(Industrial Cement)将PCFRC预应力混凝土粘牢到RC梁表面;但由于RC梁表面处理不当,往往存在砂浆(Mortar)缺陷及偏差等问题,在界面处理过程中容易产生裂纹(Crack),并影响界面结合效果,从而引发界面疲劳裂纹(Interface Fatigued Crack)扩展。
因此,直接绑束方法需要对表面处理进行严格控制,以做到紧实无裂缝,才能有效避免界面疲劳裂纹扩展;同时,要采取合理的预应力释放及施工技术调整措施,加快PCFRC预应力混凝土的凝结速率,使得界面处理更加凝固,同时预防界面疲劳裂纹扩展现象的发生。
而对于另外两种处理方法,化学锚固方法和增强膜,它们的重要性体现在改善界面质量上,即充分控制界面处缝的形状、加宽界面锚固距离等,可有效减少界面处缝过大带来的界面疲劳裂纹扩展,从而提高界面结合效果。
同时,要通过取代应力(Replacement Stress)或在界面表面预设预应力较高的介质层(Features Closely-spaced material Layer)等方式,消除裂纹的扩展概率,使界面处理更加紧密。
疲劳裂纹扩展和热解碳复合材料的断裂热解碳在人工心脏瓣膜上的成功应用已经有了很长一段时间的历史了。
稳定疲劳裂纹扩展的证实使人们对于了解什么情况下会发生稳定疲劳裂纹扩展现象产生了浓厚的兴趣。
在人工心瓣的许多应用中,制作材料都是采用的以石墨为核心,以热解碳为两侧表面的三层复合形式。
这篇文章描述的实验就是针对研究石墨、整体热解碳和这种三层结构的石墨与热解炭的复合体进行的。
实验的主要目的是遵循ASTM标准E647的实验步骤来确定疲劳裂纹扩展率。
此外,在疲劳测试完成之后,也可以通过相同的试样来确定平面应变断裂韧性K IC。
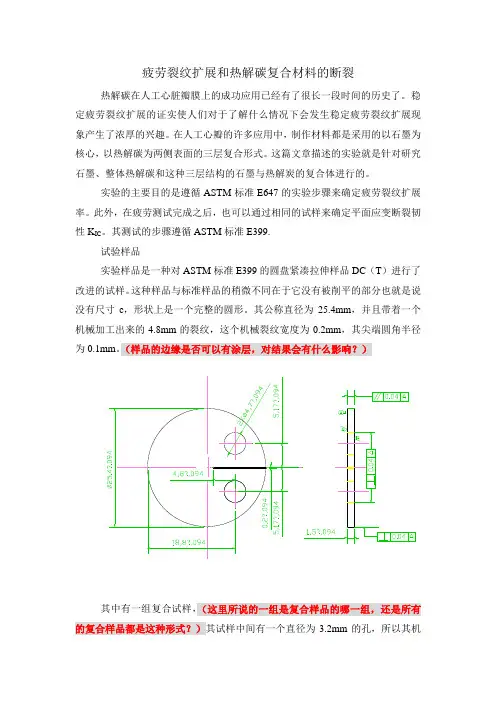
其测试的步骤遵循ASTM标准E399.试验样品实验样品是一种对ASTM标准E399的圆盘紧凑拉伸样品DC(T)进行了改进的试样。
这种样品与标准样品的稍微不同在于它没有被削平的部分也就是说没有尺寸c,形状上是一个完整的圆形。
其公称直径为25.4mm,并且带着一个机械加工出来的4.8mm的裂纹,这个机械裂纹宽度为0.2mm,其尖端圆角半径为0.1mm。
(样品的边缘是否可以有涂层,对结果会有什么影响?)其中有一组复合试样,(这里所说的一组是复合样品的哪一组,还是所有的复合样品都是这种形式?)其试样中间有一个直径为3.2mm的孔,所以其机械裂纹的长度名义上就变为8.0mm。
这个机械加工缺口越过中间孔向试样背面延伸了大约0.5mm。
(这里有孔样品与没有孔的样品在实验过程和结果上有区别没有?)因为使用的试验样品和ASTM标准的E399DC(T)样品稍有不同,所以这里把K1值作为裂纹尺寸的函数,并采用有限元分析去确定K1值。
(应力强度因子K1值与△K如何确定,可以直接读出还是需要自己计算?)结果显示,对于E399样品的描述同样适用于现在这种试验样品,并且误差在2%范围之内。
这样的话,所有的计算过程都可以依据E399DC(T)样品的步骤来进行。
许多的实验圆片都是用中间是石墨、外围涂层是热解碳的三层复合材料制成。
钢筋混凝土预制构件裂纹产生原因及防治建议住宅产业化最显著特征就是构件生产的工厂化。
预制构件从工厂流转到工地的过程,也是构件裂纹产生、发展的过程。
引言住宅产业化最显著特征就是构件生产的工厂化。
预制构件从工厂流转到工地的过程,也是构件裂纹产生、发展的过程。
商品混凝土裂纹的产生不仅影响构件的观感质量,而且更加严重的是危害建筑物的整体性、水密性,为水、空气和其他侵蚀介质进入商品混凝土提供了通道,从而加速商品混凝土劣化,降低商品混凝土结构的耐久性。
商品混凝土裂纹是砼的体积变化、不同类型和不同程度的约束以及环境条件等综合因素所导致的。
从材料本身来看,商品混凝土是一种非匀质的复杂多相脆性材料,抗拉强度低,易于开裂,且本身存在孔缝等诸多缺陷。
从能量角度看,从原有裂缝的扩展比新生成裂缝容易。
因此商品混凝土内部存在的早期显性与隐性裂纹是裂缝扩展的源头,宏观裂纹亦是由微观裂纹扩展而来的。
裂纹产生原因主要有三种,一是由外荷载引起的;二是设计原因即所谓结构次应力裂纹造成,结构的实际工作状态和计算假设模型存在差异引起;三是变形应力引起的裂缝,这是由温度、收缩、膨胀、不均匀沉降、徐变等因素引起结构变形,当变形受到约束时便产生应力,当此应力超过商品混凝土抗拉强度时就产生裂纹。
下面沿预制构件生产到装配的流程简要分析裂纹产生原因及防治建议。
1、原材料质量控制⑴控制砂石材料中的含泥量。
含泥量增加,在骨料和水泥浆体粘合面产生粘合微裂纹,特别是降低商品混凝土结构的抗拉强度,增加水泥砂浆收缩率,同时消耗减水剂有效组分,构件易于产生塑性干缩裂纹。
⑵粗细骨料级配应合理。
如果骨料的级配合理则商品混凝土内空隙率小,密实度大,商品混凝土的收缩自然少,另一方面,商品混凝土中随骨料含量的增加,商品混凝土的自缩值减少。
减少收缩裂纹。
⑶控制钢筋锈蚀与油类污染。
在自然环境中,钢筋表面接触到水和空气,就会在表面结成一层氧化铁,这就是铁锈。
生锈、沾有油污的钢筋不能与商品混凝土很好粘结,从而影响钢筋与商品混凝土共同受力工作。
装配式建筑施工中的疲劳与裂缝检测技术随着国家产业升级和人们审美观念的改变,装配式建筑在我国得到越来越广泛的应用。
而在装配式建筑的施工过程中,疲劳与裂缝是常见的问题,对于确保装配式建筑的安全性和可靠性非常重要。
因此,疲劳与裂缝检测技术成为了当下亟需解决的问题。
一、疲劳与裂缝概述及影响因素装配式建筑在使用过程中容易出现装配接口材料的疲劳损伤和裂缝问题。
疲劳是指材料或结构在受到循环加载时产生的渐进性损伤累积过程,最终导致失效。
而裂缝则是由于内部应力超过材料强度而引起的断裂现象。
疲劳和裂缝检测技术可以有效预防事故风险,并提前发现潜在问题,定期维护和修复已有损伤。
首先需要了解影响疲劳和裂缝产生的因素包括荷载大小、载荷频率、材料特性、接口和连接的刚度等。
通过对这些因素进行检测和分析,可以为装配式建筑的设计提供参考。
二、常用疲劳与裂缝检测技术在装配式建筑施工中,常用的疲劳与裂缝检测技术主要包括无损检测和传感器监测两类。
1. 无损检测技术无损检测技术可以采用声波、超声波、红外热像仪等手段,不需破坏物体进行内部结构和材料性能的评估。
其中,超声波是一种非常有效的方法,通过将超声波传递到受测物体内部并监测其回波信号来获得材料的信息。
此外,红外热像仪对于材料表面温度分布的掌握也起到了重要作用。
2. 传感器监测技术传感器监测技术可以通过安装多个传感器或分布式传感网络进行实时数据采集和处理,实现对装配式建筑结构乃至整个楼宇系统性能状态的长期跟踪。
通过获取实时数据并与基准数据进行比较,可以准确判断装配式建筑是否存在疲劳和裂缝问题。
三、应用案例分析以下是两个典型的案例,展示了疲劳与裂缝检测技术在实际工程中的应用效果。
1. 裂缝检测技术应用案例某高层装配式建筑在使用过程中出现了墙体表面的裂缝问题。
为解决此问题,施工方采用了红外热像仪检测技术。
该技术通过对墙面表面温度分布的监测,发现了墙体内部存在局部温度异常区域,在此位置进行进一步细致调查后,确认了墙体内部有裂缝损伤并及时修复。
疲劳裂纹的预制1 实验目的为测定金属材料的平面应变断裂韧度K IC而预制疲劳裂纹2 仪器及设备1、程控高频疲劳机2、镜式引伸仪3、高度尺4、平台3 实验原理由于线弹性断裂力学所研究的对象是尖锐裂纹,所以,测定K IC所用试件的裂纹尖端必须是尖锐的,这种尖锐裂纹常利用疲劳试验的方法加以制作。
通常的做法是先用机械加工方法或电火花方法加工出一引发缺口,然后在疲劳试验机上加交变循环载荷预制出疲劳裂纹。
因此,试件的裂纹由引发缺口和疲劳裂纹两部分组成,裂纹长度a就等于引发缺口长度a0与疲劳裂纹长度a f之和(如图7-1所示),裂纹长度a应在0.45W~0.55W(W为试件的高度)之间。
为避免引发缺口根部附近材料状态的变化对裂纹尖端附近材料性质的影响,制作出合格的裂纹,要求引发缺口长度要比疲劳裂纹长度大,通常在a f ≥0.05a与a f≥1.3mm 中选较大值为疲劳裂纹长度。
图7-1 裂纹结构示意图疲劳裂纹引发缺口共有四种形式:直通型缺口、山形缺口(如图7-2所示)、末端为圆孔的缺口以及钼丝切割的缺口。
为保证顺利地预制出合格的疲劳裂纹,切口根部半径应足够小。
其中,山形切口的根部半径≤0.25mm,其余切口的根部半径≤0.08 mm。
三点弯曲疲劳试样及实验装置如图7-3所示。
4 试样形状和尺寸试件形状凡是具有K I 标定表达式且便于测试的试样,都可以用来测定K IC 。
GB4161—1984国家标准规定了四种标准试样:三点弯曲试样、紧凑拉伸试样、C 型拉伸试样,以及圆形紧凑拉伸试样。
三点弯曲试样具有容易加工和便于加载的优点,平面应变断裂韧度K IC 的测定常采用三点弯曲试样,它的简图如图7-3所示。
图7-3 三点弯曲疲劳试样及实验装置试样尺寸大量试验结果表明,一般情况下,材料的临界应力强度因子K IC 与试样厚度B ,裂纹长度a 和韧带宽度(W -a )均有关。
只有当试样尺寸满足平面应变和小范围屈服的力学条件时,才能获得稳定的K IC 值。
预制梁肋板裂缝处理方法
预制梁肋板是混凝土预制构件中的一种重要结构部件,具有承载能力强、使用寿命长等优点。
然而,在使用过程中,由于各种因素的影响,预制梁肋板可能产生裂缝,影响使用效果和安全性。
因此,正确处理预制梁肋板裂缝具有重要意义。
以下是预制梁肋板裂缝处理方法:
1. 确认裂缝类型:根据裂缝形态和位置,确认裂缝类型,如拉伸裂缝、剪切裂缝、弯曲裂缝等。
不同类型的裂缝需要采取不同的处理方法。
2. 评估裂缝严重程度:根据裂缝宽度和深度等指标,评估裂缝的严重程度。
如果裂缝较浅、宽度较小,可以采取简单的处理方法;如果裂缝较深或宽度较大,则需要采取更加复杂的处理方法。
3. 选择处理材料:根据裂缝类型和严重程度,选择适当的处理材料。
一般来说,可以使用钢筋、钢板、聚合物、环氧树脂等材料进行处理。
4. 处理裂缝:根据裂缝类型和选择的处理材料,对裂缝进行处理。
具体方法包括钻孔、埋钢筋、填充聚合物或环氧树脂等。
在处理过程中,需要严格按照要求进行操作,保证处理效果。
5. 加固整体结构:如果预制梁肋板出现多处裂缝,需要对整体结构进行加固。
可以采用增加钢筋数量、加固支撑、增强连接等方法,提高整体结构的承载能力和安全性。
总之,正确处理预制梁肋板裂缝是保证使用效果和安全性的重要
措施。
在处理过程中,需要根据实际情况选择适当的处理方法和材料,并保证操作规范、有效,达到预期效果。
水泥预制件圆形件开裂原因水泥预制件圆形件开裂原因一、前言水泥预制件是一种在建筑工程中广泛应用的材料,其具有重量轻、强度高、施工方便等优点。
然而,在使用过程中,很多人会发现水泥预制件圆形件经常会出现开裂现象,这不仅影响了美观度,还可能导致安全隐患。
因此,本文将从多个角度对水泥预制件圆形件开裂原因进行分析和总结。
二、材料与工艺1. 材料水泥预制品的主要原材料是水泥、砂子和石子等。
其中,水泥是最基本的成分,它通过与其它材料混合后,在模具中振动成型,并在自然条件下养护而成。
2. 工艺(1)模具设计:模具设计是影响水泥预制品质量的关键环节。
如果模具设计不合理,则易导致产品开裂。
(2)混凝土配比:混凝土配比直接关系到产品强度和耐久性。
如果混凝土配比不合理,则易导致产品开裂。
(3)振动成型:振动成型是保证水泥预制品强度和密实度的重要手段。
如果振动不均匀,则易导致产品开裂。
(4)养护:养护是保证水泥预制品强度和耐久性的重要环节。
如果养护不到位,则易导致产品开裂。
三、开裂原因1. 材料问题(1)水泥质量差:水泥质量差会导致混凝土强度不足,易出现开裂现象。
(2)砂子过细或过粗:砂子过细或过粗会使混凝土的骨料分布不均匀,从而影响产品的强度和密实度。
2. 工艺问题(1)模具设计不合理:模具设计不合理会导致产品内部应力分布不均匀,从而引起开裂现象。
(2)混凝土配比不合理:混凝土配比不合理会使产品强度低于标准要求,从而容易出现开裂现象。
(3)振动成型不均匀:振动成型不均匀会使混凝土内部骨料分布不均匀,从而影响产品的强度和密实度。
(4)养护条件差:养护条件差会导致混凝土内部水分蒸发过快,从而引起开裂现象。
3. 外界因素(1)温度变化:温度变化是导致水泥预制品开裂的主要原因之一。
在高温环境下,混凝土内部水分蒸发过快,易引起开裂;在低温环境下,混凝土收缩过度也会引起开裂。
(2)湿度变化:湿度变化也是导致水泥预制品开裂的原因之一。
预制管800毫米ni构件裂缝原因分析
1.材料原因:预制管800毫米构件的材料可能存在问题,如材料的质
量不合格、强度不足、含有过多杂质等。
这些问题会直接影响构件的强度
和耐久性,导致裂纹产生。
2.制造工艺问题:在预制管800毫米构件的制造过程中,如果工艺不
当或操作不规范,有可能造成构件的应力不均匀或集中,从而导致裂纹的
产生。
例如,焊接过程中的温度控制不当、冷却不均匀;混凝土浇注过程
中的振捣不充分或过度,都有可能引起构件的裂纹。
3.设计问题:如果预制管800毫米构件的设计不合理,如截面形状过
于复杂或不合理、构件连接方式不当等,都有可能使得构件在使用过程中
产生过大的应力集中,最终导致裂纹的出现。
4.外部原因:在管道施工安装、使用或维护过程中,如果存在外界对
预制管800毫米构件的冲击、振动、破坏等影响,也有可能导致结构出现
裂纹。
例如,施工中的操作不当、静荷载或动荷载过大、地震等外部力的
作用都可能引起裂纹的出现。
综上所述,预制管800毫米构件出现裂纹的原因可能是材料质量问题、制造工艺问题、设计问题或外部原因所致。
为了预防和解决这些问题,应
注意选用优质材料、严格控制制造过程、合理设计结构以及加强施工管理
和维护等。
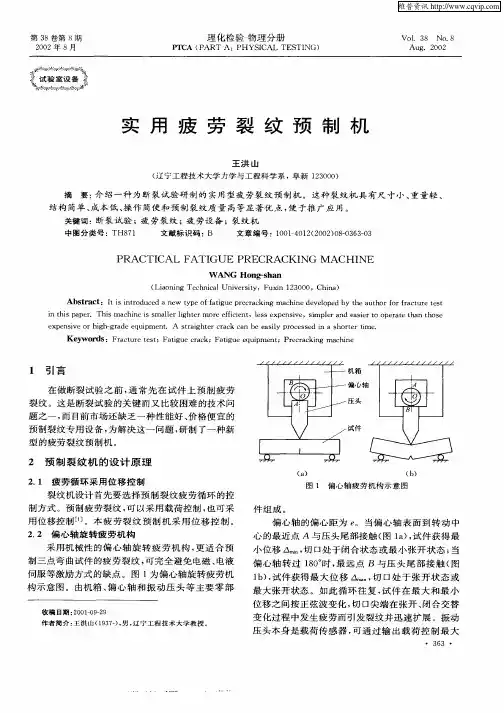
试验室设备实用疲劳裂纹预制机王洪山(辽宁工程技术大学力学与工程科学系,阜新123000)摘 要:介绍一种为断裂试验研制的实用型疲劳裂纹预制机。
这种裂纹机具有尺寸小、重量轻、结构简单、成本低、操作简便和预制裂纹质量高等显著优点,便于推广应用。
关键词:断裂试验;疲劳裂纹;疲劳设备;裂纹机中图分类号:T H871 文献标识码:B 文章编号:1001 4012(2002)08 0363 03PRACT ICAL FAT IGUE PRECRACKING M ACHINEWANG Hong shan(Liaoning T echnical U niversity,Fuxin123000,China)Abstract:It is intr oduced a new type of fatig ue pr ecracking machine developed by the author for fracture test in t his paper.T his machine is smaller lighter mor e efficient,less expensiv e,simpler and easier to operate than t hose ex pen sive or high g rade equipment.A straighter crack can be easily processed in a shorter time.Keywords:F racture test;Fatigue crack;Fatigue equipment;Precracking machine1 引言在做断裂试验之前,通常先在试件上预制疲劳裂纹。
这是断裂试验的关键而又比较困难的技术问题之一,而目前市场还缺乏一种性能好、价格便宜的预制裂纹专用设备,为解决这一问题,研制了一种新型的疲劳裂纹预制机。
2 预制裂纹机的设计原理2.1 疲劳循环采用位移控制裂纹机设计首先要选择预制裂纹疲劳循环的控制方式。
预制裂纹方法
预制裂纹方法是一种常见的材料疲劳强度试验方法。
该方法是在材料的表面预先制造一定深度和长度的裂纹,然后施加一定的载荷,用于模拟材料在使用过程中受到的损伤和疲劳。
通过观察和测量裂纹的扩展情况,可以评估材料的抗疲劳性能和耐久性能。
预制裂纹方法具有操作简单、结果准确、可重复性好等优点,被广泛应用于航空航天、汽车、机械等领域的材料性能研究和产品质量监测。
同时,该方法也为材料设计和制造提供了重要的参考依据,帮助工程师们更好地选择和使用材料,从而提高产品的性能和可靠性。
需要注意的是,在进行预制裂纹试验时,需要严格遵守试验方法和标准规范,确保试验结果的准确性和可靠性。
同时,也要注意对试验设备和材料的检验和维护,以保证试验的安全和有效进行。
- 1 -。