杯头螺丝及平头螺丝沉头孔设计规范
- 格式:xls
- 大小:32.00 KB
- 文档页数:2


沉头孔标准尺寸沉头孔是一种常见的螺丝孔,通常用于安装螺丝并使其表面与被固定物体表面平齐。
在工程设计和制造中,沉头孔的尺寸是非常重要的,因为它直接影响着螺丝的固定效果和外观美观度。
下面将介绍一些常见的沉头孔标准尺寸及其应用。
首先,我们来看一下常见的沉头孔标准尺寸。
一般情况下,沉头孔的直径会比螺丝直径大一些,以便于螺丝能够完全嵌入孔内。
常见的沉头孔直径包括,M2.5、M3、M4、M5、M6等。
而沉头孔的深度则通常为螺丝直径的1.5倍到2倍。
这样设计的深度可以确保螺丝完全嵌入孔内,并且在外观上与被固定物体表面平齐。
其次,沉头孔的应用范围非常广泛。
在机械制造、电子设备、家具制作等领域,都会用到沉头孔。
例如,在机械制造中,沉头孔通常用于固定机械零件,以确保它们的稳固连接;在电子设备中,沉头孔则常用于固定电路板和外壳,以保证设备的正常运行和外观美观;在家具制作中,沉头孔则用于固定家具的各种连接部件,以确保家具的稳固性和美观度。
另外,沉头孔的尺寸设计也需要考虑到材料的特性和使用环境。
对于不同的材料,如金属、塑料、木材等,沉头孔的尺寸设计会有所不同。
而在潮湿、腐蚀等恶劣环境下使用的设备,则需要更加严格的沉头孔尺寸设计,以确保螺丝的固定效果和使用寿命。
总的来说,沉头孔标准尺寸的设计是非常重要的。
它不仅影响着螺丝的固定效果和外观美观度,还直接关系到设备的稳固性和使用寿命。
因此,在工程设计和制造中,我们需要根据实际情况,合理设计沉头孔的尺寸,以确保设备的可靠性和美观度。
同时,我们也需要不断学习和积累经验,以不断提高沉头孔设计的水平,满足不断变化的工程需求。


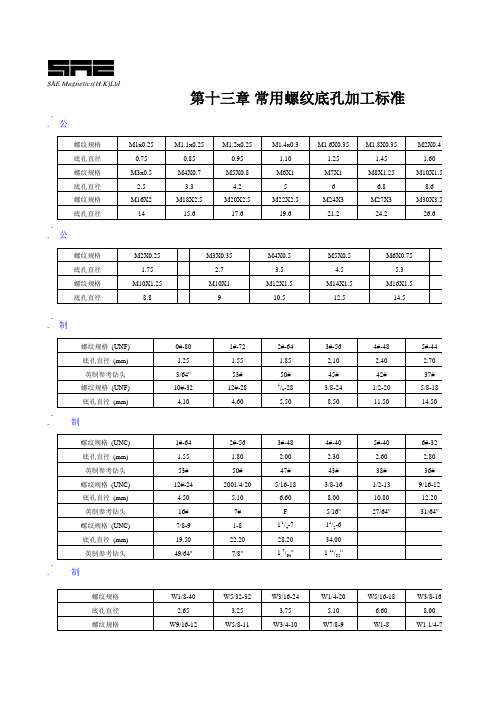
过孔尺寸牙距螺纹底孔不常用常用φD H=公称直径φA L ΦC φB M3 5.5340.5 2.56M47450.7 3.38M58.5560.8 4.210M610671511M81389 1.25 6.7514M10161011 1.58.517M12181214 1.7510.2520M1624161821426M203020222.517.532M2436242632138M304530323.526.549公称直径≤10φD=H+H/2+1φA=H+1公称直径小于>10φD=H+H/2φA=H+2ΦC=H-L底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p (螺距)过孔尺寸不常用常用φD H φA φB M36 1.748M48 2.3510M510 2.8612M612 3.3714M816 4.4919M1020 5.51123M1224 6.51427杯头螺丝及平头螺丝沉头孔设计规范螺丝头部尺寸沉头孔尺 公制平头螺丝(F.H.S.S)沉头孔设计:螺丝头部尺寸沉头孔尺公制杯头螺丝(S.H.C.S)沉头孔设计:备注:选择螺丝长度时要注意,锁紧部位的螺纹有效长度最少为直径的2倍,沉头孔深度尺寸可以根据螺做相应调整,攻牙底孔的深度要足够。
作成:时间:2010-9-4头孔尺寸C45679111317212532脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)头孔尺寸C22.533.5566.5根据螺丝型号。
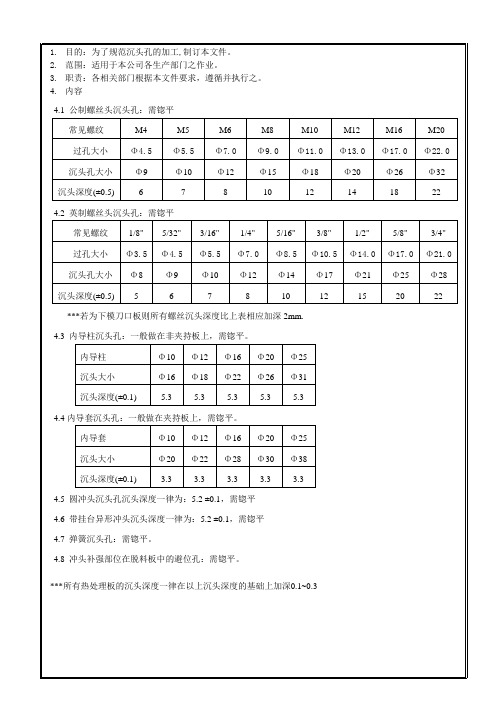
1.目的:为了规范沉头孔的加工,制订本文件。
2.范围:适用于本公司各生产部门之作业。
3.职责:各相关部门根据本文件要求,遵循并执行之。
4.内容4.1 公制螺丝头沉头孔:需锪平常见螺纹M4 M5 M6 M8 M10 M12 M16 M20 过孔大小Φ4.5Φ5.5Φ7.0Φ9.0Φ11.0Φ13.0Φ17.0Φ22.0沉头孔大小Φ9Φ10Φ12Φ15Φ18Φ20Φ26Φ32沉头深度(±0.5) 6 7 8 10 12 14 18 22 4.2 英制螺丝头沉头孔:需锪平常见螺纹1/8" 5/32" 3/16" 1/4" 5/16" 3/8" 1/2" 5/8" 3/4"过孔大小Φ3.5Φ4.5Φ5.5Φ7.0Φ8.5Φ10.5Φ14.0Φ17.0Φ21.0沉头孔大小Φ8Φ9Φ10Φ12Φ14Φ17Φ21Φ25Φ28沉头深度(±0.5) 5 6 7 8 10 12 15 20 22 ***若为下模刀口板则所有螺丝沉头深度比上表相应加深2mm.4.3 内导柱沉头孔:一般做在非夹持板上,需锪平。
内导柱Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ16 Φ18 Φ22 Φ26 Φ31沉头深度(±0.1) 5.3 5.3 5.3 5.3 5.34.4内导套沉头孔:一般做在夹持板上,需锪平。
内导套Φ10 Φ12 Φ16 Φ20 Φ25沉头大小Φ20 Φ22 Φ28 Φ30 Φ38沉头深度(±0.1) 3.3 3.3 3.3 3.3 3.34.5 圆冲头沉头孔沉头深度一律为:5.2 ±0.1,需锪平4.6 带挂台异形冲头沉头深度一律为:5.2 ±0.1,需锪平4.7 弹簧沉头孔:需锪平。
4.8 冲头补强部位在脱料板中的避位孔:需锪平。
***所有热处理板的沉头深度一律在以上沉头深度的基础上加深0.1~0.3。
产品介绍内六角螺丝的螺丝头外边是圆的,中间是凹进去的六边形,与扳手之间有六个接触面,受力充分且不容易损坏不容易滑角等优势常用于机械上,主要有便于紧固,拆卸。
广泛应用于机械工业场所,汽车装配,电力行业,风电场所,船用制造业,桥梁工程用,泵阀制造业,家具制造业,电子行业,电器行业,通讯设备,建筑装修,机电专用行业,模具加工行业,医学纺织行业,航空专用行业,军工铁路制造业等等五金行业设备。
尺寸标记说明标记:螺纹规格d=M12、公称长度L=40mm、性能等级为8.8级、表面氧化的A级内六角沉头螺钉的标记:螺钉GB/T70.3M12*40电镀类型中性盐雾试验时间(H)本色0兰锌24黄锌72三价铬72三价铬黑锌48三价铬镍13达克罗480304不锈钢本色48304不锈钢钝化240螺丝攻牙钻孔对照表公制粗螺纹规格标准径2级牙钻径max minM2.0×0.40 1.60 1.679 1.567 M2.5×0.45 2.10 2.138 2.013 M3.0×0.50 2.50 2.599 2.459 M4.0×0.70 3.30 3.422 3.242 M5.0×0.80 4.20 4.334 4.134 M6.0×1.00 5.00 5.513 4.917 M8.0×1.25 6.80 6.912 6.647 M10×1.508.508.6768.376 M12×1.7510.3010.44110.106 M14×2.0012.0012.21011.835 M16×2.0014.0014.21013.835 M18×2.5015.5015.74415.294 M20×2.5017.5017.74417.294 M22×2.5019.5019.74419.294 M24×3.0021.0021.25220.752 M27×3.0024.0024.25223.752 M30×3.5026.5026.77126.211。
沉头孔标准尺寸沉头孔是一种常见的螺丝连接方式,通常用于需要表面平整的装配场合。
在实际生产中,对于沉头孔的尺寸要求非常严格,因为尺寸的准确与否直接影响到螺丝的安装和使用效果。
下面将介绍沉头孔的标准尺寸及相关注意事项。
首先,沉头孔的直径应该略大于螺丝的直径,通常为螺丝直径的1.05倍到1.1倍。
这样可以确保螺丝能够顺利进入孔内,同时也能够提供足够的支撑力。
如果直径过大,会导致螺丝无法牢固固定;如果直径过小,可能会导致螺丝无法进入孔内,或者在使用过程中出现螺丝头损坏的情况。
其次,沉头孔的深度也是非常重要的。
一般情况下,沉头孔的深度应该略大于螺丝的长度,以确保螺丝完全嵌入孔内,表面平整。
如果孔的深度不够,会导致螺丝露出表面,影响外观和使用效果;如果孔的深度过深,可能会导致螺丝无法完全固定,甚至影响整个装配的稳定性。
此外,沉头孔的角度也需要特别注意。
一般来说,沉头孔的角度应该与螺丝头的角度相匹配,以确保螺丝能够完全嵌入孔内,表面平整。
如果角度不匹配,可能会导致螺丝无法完全嵌入孔内,或者在使用过程中出现螺丝头损坏的情况。
最后,对于不同材质的工件,沉头孔的尺寸也会有所不同。
一般来说,对于硬度较大的材质,沉头孔的尺寸可以适当增大,以便螺丝能够顺利进入孔内;对于硬度较小的材质,沉头孔的尺寸则可以适当减小,以提供更好的支撑力。
总的来说,沉头孔的标准尺寸是非常重要的,它直接影响到螺丝的安装和使用效果。
在实际生产中,我们需要严格按照标准要求来设计和加工沉头孔,以确保螺丝能够完全嵌入孔内,表面平整,从而提高装配质量和使用效果。
希望本文能够对大家有所帮助,谢谢阅读。
螺纹孔设计标准螺纹孔是一种机械连接的形式,具有拆装方便、结构牢固的特点,广泛应用于各种机械设备中。
为了保证螺纹孔连接的质量和可靠性,需要制定相应的设计标准,以下是螺纹孔设计标准的详细介绍。
一、螺纹孔基本设计原则1.螺纹孔的形状应符合国家标准,如GB/T 5286-85“普通螺纹孔”、GB/T6175-2000“实心螺栓螺纹孔”等。
2.螺纹孔的尺寸应满足设计要求,包括孔径、螺距、线径、底孔径等参数,其公差应符合国家标准。
3.螺纹孔应合理布局,保证零件的结构强度和刚性,同时也应方便加工和拆卸。
二、螺纹孔的孔径设计1.孔径应根据配合的螺栓规格而定,一般应比螺栓的中径稍大2%左右。
2.孔径的公差应控制在H7~H9范围内,大孔口承受的载荷应小于螺纹孔的承载能力,否则易造成螺纹孔变形、折断。
3.螺纹孔的深度一般应为螺纹长度的1.5~2倍,以免出现过分长的螺纹,造成加工困难和零件的弱点。
1.螺距和线径应根据螺栓尺寸和规格而定,比如M12螺栓的标准螺距为1.75mm,线径为10.956mm,应根据这个标准来设计。
2.线径的公差应控制在0.05~0.1mm之间,不能出现大于标准规定的线径,否则容易导致螺栓松动。
3.螺距应符合国家标准,如GB/T 5286-85规定的螺距公差范围为0.02~0.05mm。
1.底孔的深度一般应是主螺纹孔深度的1/3~1/2,底孔直径应略小于主螺纹孔直径,一般是主螺纹孔直径的0.6~0.8倍。
2.底孔的公差应控制在H7~H9范围内,超过这个范围会导致装配困难或拆卸时损坏螺栓。
3.底孔的倒角半径应大于螺栓的最小半径,以避免损坏螺栓的螺纹,损坏零件的孔壁。
五、螺纹孔的表面处理1.螺纹孔的表面应保持平整,不应出现毛刺、裂纹、凹凸等缺陷。
2.螺纹孔的表面应涂刷耐高温、防腐蚀的涂料,以保证长期使用性能。
3.螺纹孔的表面处理应符合国家标准,如GB/T 1184-1996“机械零件表面粗糙度”等。
以上就是螺纹孔设计标准的详细介绍,要制定科学、合理的螺纹孔设计标准,必须综合考虑零件的工作环境、载荷、加工工艺等多方因素,以确保螺纹孔的连接质量和长期使用性能。