第五章塑料
- 格式:ppt
- 大小:272.50 KB
- 文档页数:1
《会唱歌的塑料袋》幼儿园小班教案一、教学内容本节课选自幼儿园小班教材《快乐成长》第五章《奇妙的声音》,详细内容为“会唱歌的塑料袋”。
通过观察和动手制作,让幼儿感知声音的产生和传播,培养幼儿的观察力、动手能力和想象力。
二、教学目标1. 让幼儿了解声音的产生和传播,知道塑料袋可以发出声音。
2. 培养幼儿的动手能力,能独立完成塑料袋乐器的制作。
3. 培养幼儿的团队合作意识,学会与同伴共同探索、发现和解决问题。
三、教学难点与重点难点:让幼儿理解声音的产生和传播原理。
重点:培养幼儿的动手能力、观察力和团队合作意识。
四、教具与学具准备教具:塑料袋、气球、橡皮筋、彩纸、剪刀、胶棒、录音机、音乐CD。
学具:每组一份塑料袋、气球、橡皮筋、彩纸、剪刀、胶棒。
五、教学过程1. 实践情景引入(5分钟)教师邀请幼儿观察一个会唱歌的塑料袋,引导幼儿思考:为什么这个塑料袋会唱歌?激发幼儿的好奇心,为新课的学习做好铺垫。
2. 例题讲解(10分钟)3. 动手制作(15分钟)幼儿按照教师讲解的方法,分组进行塑料袋乐器的制作。
教师巡回指导,解答幼儿在制作过程中遇到的问题。
4. 随堂练习(10分钟)幼儿用自己制作的塑料袋乐器,跟随音乐CD进行演奏。
教师评价幼儿的表现,给予鼓励和指导。
六、板书设计1. 《会唱歌的塑料袋》2. 内容:声音的产生和传播塑料袋乐器的制作方法演奏注意事项七、作业设计1. 作业题目:用自己制作的塑料袋乐器,为家人演奏一首歌曲。
2. 答案:根据幼儿的演奏情况进行评价,给予鼓励和指导。
八、课后反思及拓展延伸1. 反思:在教学中,是否充分调动了幼儿的积极性?是否关注到每个幼儿的学习情况?2. 拓展延伸:邀请家长参与,让幼儿在家庭中继续探索声音的奥秘。
开展相关主题活动,如制作其他类型的乐器,进行音乐表演等。
重点和难点解析1. 教学难点与重点的设定2. 实践情景引入的方式3. 动手制作的环节4. 随堂练习的组织5. 作业设计的实施6. 课后反思及拓展延伸的深度详细补充和说明:一、教学难点与重点的设定教学难点与重点是教学设计的核心,应围绕幼儿的认知发展水平和兴趣进行设定。

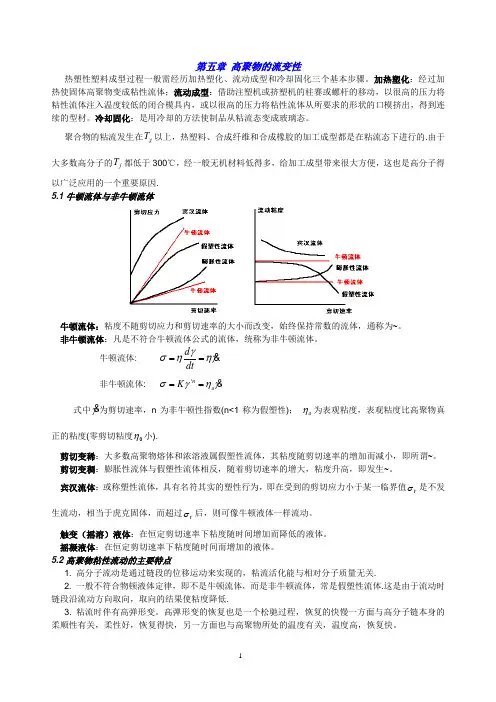
第五章 高聚物的流变性热塑性塑料成型过程一般需经历加热塑化、流动成型和冷却固化三个基本步骤。
加热塑化:经过加热使固体高聚物变成粘性流体;流动成型:借助注塑机或挤塑机的柱赛或螺杆的移动,以很高的压力将粘性流体注入温度较低的闭合模具内,或以很高的压力将粘性流体从所要求的形状的口模挤出,得到连续的型材。
冷却固化:是用冷却的方法使制品从粘流态变成玻璃态。
聚合物的粘流发生在g T 以上,热塑料、合成纤维和合成橡胶的加工成型都是在粘流态下进行的.由于大多数高分子的f T 都低于300℃,经一般无机材料低得多,给加工成型带来很大方便,这也是高分子得以广泛应用的一个重要原因. 5.1牛顿流体与非牛顿流体牛顿流体:粘度不随剪切应力和剪切速率的大小而改变,始终保持常数的流体,通称为~。
非牛顿流体:凡是不符合牛顿流体公式的流体,统称为非牛顿流体。
牛顿流体: d dtγσηηγ== 非牛顿流体:'n a K σγηγ== 式中γ 为剪切速率,n 为非牛顿性指数(n<1称为假塑性); a η为表观粘度,表观粘度比高聚物真正的粘度(零剪切粘度0η小).剪切变稀:大多数高聚物熔体和浓溶液属假塑性流体,其粘度随剪切速率的增加而减小,即所谓~。
剪切变稠:膨胀性流体与假塑性流体相反,随着剪切速率的增大,粘度升高,即发生~。
宾汉流体:或称塑性流体,具有名符其实的塑性行为,即在受到的剪切应力小于某一临界值Y σ是不发生流动,相当于虎克固体,而超过Y σ后,则可像牛顿液体一样流动。
触变(摇溶)液体:在恒定剪切速率下粘度随时间增加而降低的液体。
摇凝液体:在恒定剪切速率下粘度随时间而增加的液体。
5.2高聚物粘性流动的主要特点1. 高分子流动是通过链段的位移运动来实现的,粘流活化能与相对分子质量无关.2. 一般不符合物顿液体定律,即不是牛顿流体,而是非牛顿流体,常是假塑性流体.这是由于流动时链段沿流动方向取向,取向的结果使粘度降低.3. 粘流时伴有高弹形变。
国际塑料工程师手册导言:国际塑料工程师手册是为塑料工程领域专业人员编写的一部全面的参考指南,旨在提供关于塑料材料、加工技术、工程设计和应用方面的详尽信息。
该手册致力于帮助工程师、设计师和研究人员深入了解和应用塑料技术,促进全球塑料工程领域的发展。
第一章:塑料材料塑料种类:介绍各类常见塑料材料,包括聚乙烯、聚丙烯、聚氯乙烯、聚苯乙烯等,详细描述它们的物性、化学性质和适用范围。
特殊塑料:探讨工程中常用的特殊塑料,如工程塑料(聚酰胺、聚碳酸酯等)以及高性能塑料(聚醚醚酮、聚四氟乙烯等)的性能和应用。
第二章:塑料加工技术注塑成型:深入介绍注塑工艺,包括模具设计、原料选择、注塑机操作等关键步骤。
挤出成型:详述挤出工艺,涵盖挤出机构、挤出头设计、挤出成型的应用等方面。
吹塑成型:讨论吹塑工艺,包括吹塑机构、模具设计、材料要求等内容。
第三章:塑料工程设计结构设计:针对塑料零部件的结构设计原则,介绍塑料材料的特性对设计的影响。
模具设计:提供关于塑料模具设计的技术指导,包括冷却系统、射出系统等方面的要点。
第四章:应用与创新汽车工程:探讨塑料在汽车领域的广泛应用,包括车身部件、内饰件等方面。
医疗器械:分析塑料在医疗器械制造中的创新,介绍可生物降解材料的应用。
第五章:环保与可持续发展可降解塑料:讨论生态友好的塑料材料,如生物降解塑料、可降解聚合物等,促进可持续发展。
废弃物处理:强调塑料废弃物的处理技术,包括循环利用、焚烧和降解等方案。
结语:国际塑料工程师手册以其全面而深入的内容,成为全球塑料工程领域从业者的不可或缺的参考工具。
通过深度的学科涵盖和实际应用案例,该手册将为工程师提供有力的支持,推动塑料工程技术的不断创新与发展。
第一章产品创新设计一、选择题1 .运营创新是对企业内部的流程、(A)、规章制度等进行变革。
A.规范B.理念C.创新D.产品技术2 .设计需融合自然科学和社会科学中的众多学科知识,要从现代科技,经济、文化、艺术等角度对产品的(A)、(B),(C)、(D),工艺、质感、材料等各方面进行综合处理,以满足人们对产品的物质功能和精神功能的需求。
A.功能B.构造C.形态D.色彩3 .改进型创新是指对现有产品进行改造或增加较为重要的功能,对产品的(B)和(D)有着巨大的累积性效果。
A.价值B.成本C.外观D.性能二、填空题1 .创新有四大类型,即(变革创新)、(产品创新)、(市场创新)和(运营创新)O2 .产品创新是针对企业的(产品技术研发活动)而言的,是站在客户的角度发现客户的(潜在需求),寻求新的产品或者发现老产品的问题,研究客户的建议、客户的痛点,从而进行产品的变革。
3 .概念型设计又称(未来型设计),是一种探索性的设计,旨在满足人们未来的需求。
三、简答题1 .产品创新的含义是什么?产品创新是指新产品在经济领域中的成功运用,包括对现有要素进行重新组合而形成新的产品的活动。
2 .创新型设计的含义是什么?创新型设计也称“原创设计”或“全新设计”是指首次向市场导入的、能对经济产生重大影响的创新产品或新技术。
通过新材料、新发明的应用,在设计原理、结构或材料运用等方面有重大突破,使得设计和生产出来的产品与市场上现有产品有本质区别。
3 .产品创新设计对社会的意义。
(1)产品创新设计能力就是竞争力。
(2)推动社会经济发展。
第二章CMF设计一、判断题1 .CMF设计是一门新兴的专业学科,它通过设计将色彩、材料、工艺三者完美结合,从而赋予产品新的品质与价值。
(J)2 .为了预测客户需求,CMF设计师必须预测客户行为。
所以,只要拥有预测新趋势的能力,他们就能改变市场。
(J)3 .收集的信息主要包括产品简介和调查研究两部分。
第五章加强筋(含凸台、角撑)基本设计守则加强筋在塑胶部件上是不可或缺的功能部份。
加强筋有效地如『工』字型,增加产品的刚性和强度而无需大幅增加产品切面面积,但没有如『工』字型筋,倒扣结构将难於成型,对一些经常受到压力、扭力、弯曲的塑胶产品尤其适用。
此外,加强筋更可充当内部流道,有助模腔充填,对帮助塑料流入部件的支节部份很大的作用。
加强筋一般被放在塑胶产品的非接触面,其伸展方向应跟随产品最大应力和最大偏移量的方向,选择加强筋的位置亦受制於一些生产上的考虑,如模腔充填、缩水及脱模等。
加强筋的长度可与产品的长度一致,两端相接产品的外壁,或只占据产品部份的长度,用以局部增加产品某部份的刚性。
要是加强筋没有接上产品外壁的话,末端部份亦不应突然终止,应该渐次地将高度减低,直至完结,从而减少出现困气、填充不满及烧焦痕等问题,这些问题经常发生在排气不足或封闭的位置上。
加强筋一般的设计加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。
长方形的加强筋必须改变形状使生产更容易加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力过分集中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。
此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。
图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部分相对外壁的厚度增加大约50%因此,此部份出现缩水纹的机会相当大。
如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。
由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。
《塑料成型工艺与模具设计》(上册)电子教案完全版第一章:塑料成型工艺概述1.1 塑料成型的基本概念塑料的定义与特性塑料成型的定义与分类1.2 塑料成型工艺流程塑料原料的准备塑料的加热与塑化塑料的冷却与固化塑料的脱模与后处理1.3 塑料成型工艺参数温度压力速度时间第二章:塑料模具概述2.1 模具的分类与结构模具的分类模具的基本结构2.2 模具的设计原则模具设计的要求与步骤模具设计中的关键参数2.3 模具的材料与制造模具材料的选用原则模具的制造工艺第三章:塑料注射成型工艺与模具设计3.1 注射成型工艺概述注射成型原理与特点注射成型工艺参数3.2 注射模具的结构设计模具的型腔与型芯设计模具的冷却系统设计模具的加热系统设计3.3 注射模具的导向与定位模具的导向设计模具的定位设计第四章:塑料挤出成型工艺与模具设计4.1 挤出成型工艺概述挤出成型的原理与特点挤出成型工艺参数4.2 挤出模具的结构设计模具的口模设计模具的定径套设计模具的切割装置设计模具的导向设计模具的调整方法第五章:塑料吹塑成型工艺与模具设计5.1 吹塑成型工艺概述吹塑成型的原理与特点吹塑成型工艺参数5.2 吹塑模具的结构设计模具的型腔设计模具的吹气系统设计模具的后处理设计5.3 吹塑模具的导向与定位模具的导向设计模具的定位设计第六章:塑料压缩成型工艺与模具设计6.1 压缩成型工艺概述压缩成型的原理与特点压缩成型工艺参数6.2 压缩模具的结构设计模具的型腔设计模具的压柱设计模具的冷却系统设计模具的导向设计模具的定位设计第七章:塑料压注成型工艺与模具设计7.1 压注成型工艺概述压注成型的原理与特点压注成型工艺参数7.2 压注模具的结构设计模具的型腔设计模具的压注系统设计模具的冷却系统设计7.3 压注模具的导向与定位模具的导向设计模具的定位设计第八章:塑料传递成型工艺与模具设计8.1 传递成型工艺概述传递成型的原理与特点传递成型工艺参数8.2 传递模具的结构设计模具的型腔设计模具的传递系统设计模具的冷却系统设计模具的导向设计模具的定位设计第九章:塑料成型工艺与模具设计的计算与模拟9.1 模具设计计算塑料收缩率的计算模具尺寸的计算模具强度的计算9.2 模具设计模拟模具流动分析模具冷却分析模具翘曲分析9.3 模具设计软件介绍模具设计软件的功能与特点模具设计软件的应用实例第十章:塑料成型工艺与模具设计的实践与应用10.1 塑料成型工艺实践成型工艺的操作步骤与注意事项成型过程中的常见问题与解决方法10.2 模具设计应用实例典型模具设计案例分析模具设计在实际生产中的应用10.3 塑料成型工艺与模具设计的未来发展塑料成型技术的发展趋势模具设计技术的创新与突破重点和难点解析重点环节1:塑料成型的基本概念与特性补充和说明:塑料成型的基本概念和特性是理解后续成型工艺与模具设计的基础。