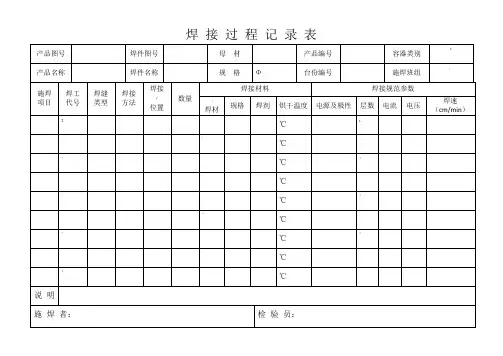
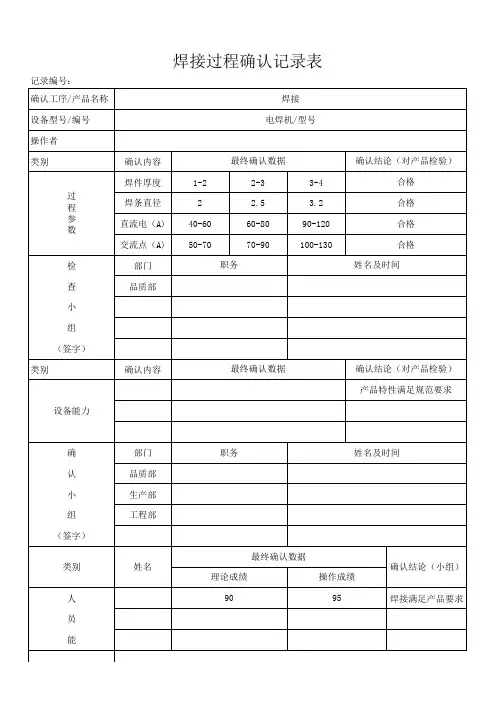
焊接过程记录卡
- 格式:xlsx
- 大小:10.09 KB
- 文档页数:1
. . .. . .
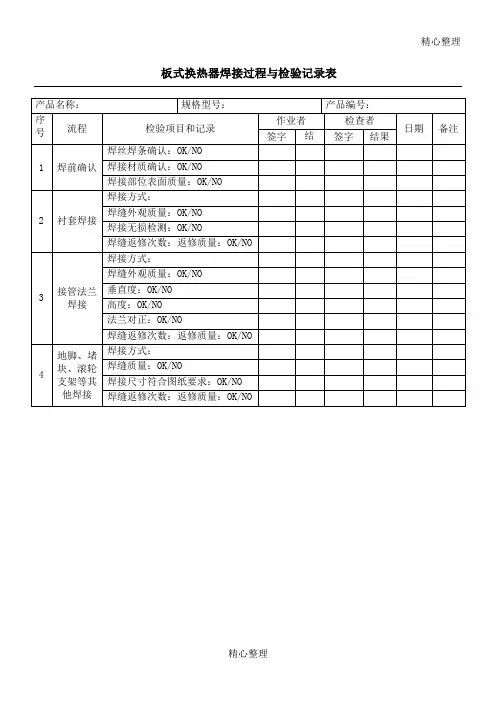
焊接过程记录与检查表(环焊缝)
.. .专业. .
说明:1―记录频率:每隔2小时/次。
2―检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
. . .. . .
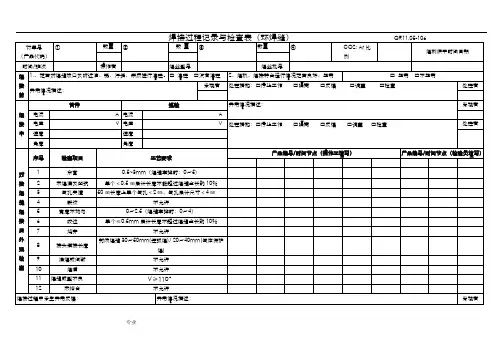
焊接过程记录与检查表(角焊缝)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(闪光对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .
. . .. . .
焊接过程记录与检查表(电阻对接焊)
.. .专业. .
说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表容执行.. .专业. .。

高压管道(GC2级)焊接过程记录卡
工程名称:板坯库主轧线氧气管道施工图号:YG032.38RQ0002 2007年9月24日编号:01
高压管道(GC2级)焊接过程记录卡
工程名称:板坯库主轧线氧气管道施工图号:YG032.38RQ0002 2007年9月24日编号:02
高压管道(GC2级)焊接过程记录卡
工程名称:板坯库主轧线氧气管道施工图号:YG032.38RQ0002 2007年9月24日编号:03
焊材烘烤记录
焊接责任人:班长:记录人:
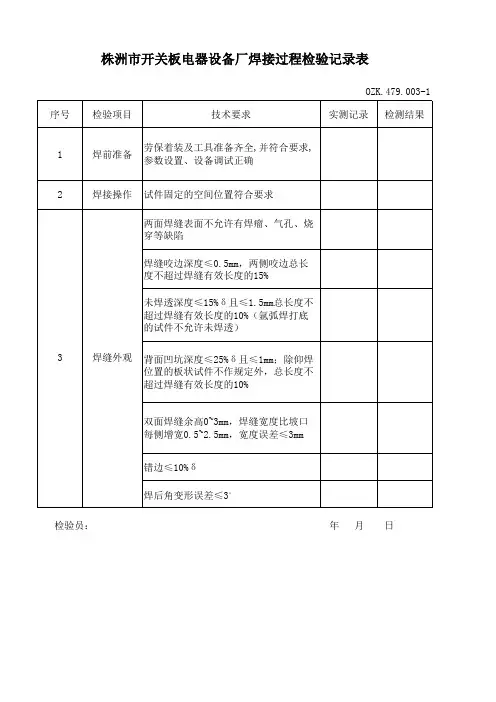
管道焊接外观质量检查记录表
工程名称:武钢二炼钢易地改造及1580热轧板坯库系统建安工程
工程部位:板坯库主轧线氧气管道图号:YG032.38RQ0002
技术负责人:班长:检查员:
中国第十九冶金建设公司
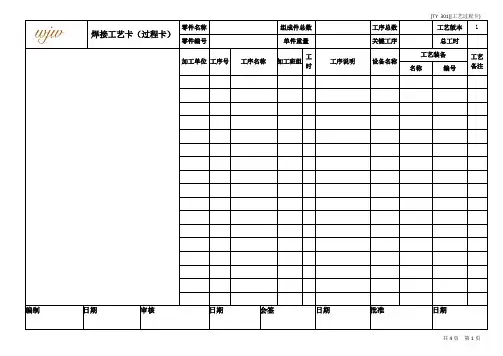
焊接工艺卡
编制:校核:审核:。

焊接过程记录嘿,朋友们!今天咱就来讲讲焊接过程记录这档子事儿。
你说焊接像啥?就好比是给金属搭鹊桥,让它们紧紧相连,永不分离。
这可不是随随便便就能干好的活儿呀!当你准备开始焊接的时候,那可得像准备一场大战一样认真。
先得把要焊接的地方清理得干干净净,不能有一点儿杂质,不然就像在脏桌子上摆美食,那能好吃吗?然后选好合适的焊条,这就跟挑武器一样重要。
接着,点火啦!那一瞬间的火花,就像夜空中绽放的烟花,可美啦!但你可别光顾着欣赏,得赶紧专注起来。
焊接的时候,手要稳,眼要准,心要静。
你想想,要是手一抖,那焊缝不就歪歪扭扭的啦,那不就成丑八怪啦!就好像你走路走得歪七扭八的,多难看呀。
焊接的过程中,那热度可高啦,就跟夏天站在大太阳底下似的。
但你不能怕热就跑开呀,得坚持住。
而且要注意焊接的速度,太快了不行,太慢了也不行,这得掌握好节奏,就跟跳舞似的,要有韵律。
每焊一段,你都得好好瞅瞅,看看有没有啥问题。
要是有小气孔啥的,就跟脸上长了痘痘似的,得赶紧处理掉。
你说要是你脸上有痘痘,你能不管不顾吗?肯定得想办法弄掉呀。
等焊接完了,可别以为就大功告成啦。
还得检查检查焊缝,看看结实不结实,美观不美观。
这就好比你盖了一座房子,最后得看看房子牢不牢固,漂不漂亮呀。
咱再说说焊接时候的那些个小细节。
焊条的角度得把握好,不然怎么能焊得漂亮呢?还有电流的大小,就跟调水温似的,得合适才行。
电流大了,就跟水太烫了,会烫伤;电流小了,就跟水太凉了,洗不干净。
焊接这活儿,可不是一天两天就能练成高手的。
那得经过一次次的实践,一次次的失败,然后才能越来越厉害。
就跟学骑自行车似的,一开始谁不摔几个跟头呀,但摔着摔着不就会骑了嘛。
总之,焊接过程记录可重要啦,把每一个步骤,每一个细节都记下来,以后再遇到类似的情况,就知道该咋干啦。
这就跟写日记似的,把自己的经历都记下来,以后还能拿出来回味回味呢。
所以呀,大家可别小瞧了这焊接过程记录哦,它可是咱焊接的好帮手呢!。
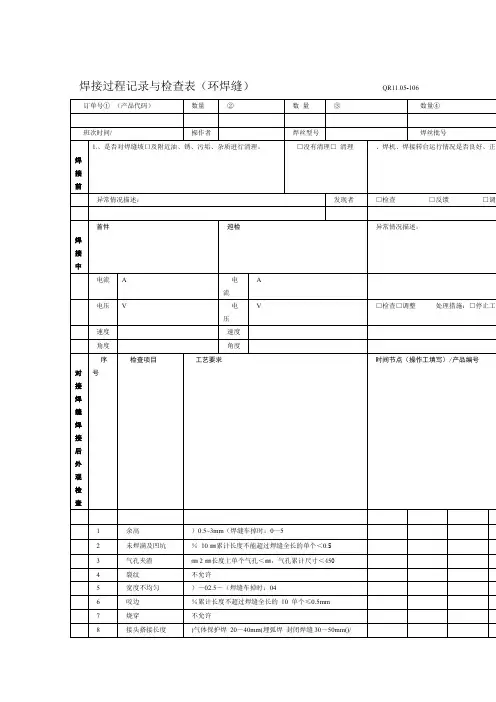
焊接过程记录与检查表(环焊缝)QR11.05-106
处理者□检查 □调整 □反馈 □隔离 □停止工作 问题处理措施:
.进行首巡末检查>焊接作业指导书<―检验员按3看板。
QR\QC 并将不符合内容记录在,―检验人员检查操作者是否
按操作者自检记录表内容执行2 次。
/小时 2 ―记录频率:每隔1说明:
焊接过程记录与检查表(角焊缝) QR11.05-107
.进行首巡末检查<焊接作业指导书>看板。
,并将不符合内容记录在QR\QC3―检验员按说明:1――记录频率:每隔2小时/次。
2――检验人员检查操作者是否按操作者自检记录表内容执行焊接过程记录与检查表(纵
焊缝)QR11.05-108
处理者□反馈□调整□检查问题处理措施:□停止工作□隔离.进行首巡末检查>焊接作业指导书<―检验员按3看板。
QR\QC并将不符合内容记录在,――检验人员检查操作者是否按操作者自检记录表内容执行2次。
/小时2――记录频率:每隔1说明:
焊接过程记录与检查表(闪光对接焊)QR11.05-109
处理者□检查 □调整 □反馈 □隔离 □停止工作 问题处理措施:
.进行首巡末检查>焊接作业指导书<―检验员按3看板。
QR\QC 并将不符合内容记录在,――检验人员检查操作者是否按操作者自检记录表内容执行2次。
/小时 2 ――记录频率:每隔1说明:
焊接过程记录与检查表(电阻对接焊)
QR11.05-110
按操作者自检记录表内容执行2次。
/小时2――记录频率:每隔1说明:。