磁粉检测工艺卡
- 格式:docx
- 大小:54.01 KB
- 文档页数:4
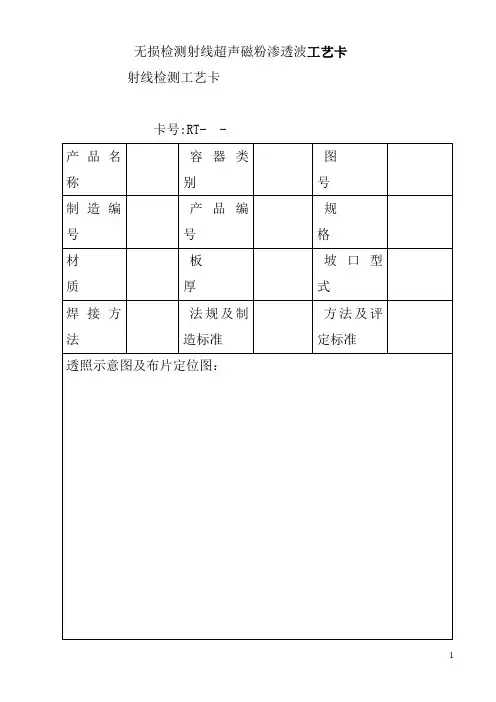
无损检测射线超声磁粉渗透波工艺卡射线检测工艺卡卡号:RT- -产品名称容器类别图号制造编号产品编号规格材质板厚坡口型式焊接方法法规及制造标准方法及评定标准透照示意图及布片定位图:胶片牌号透照对象胶片尺寸焊缝编号增感屏焊缝长度像质要求黑度范围检测比例像质计型号合格级别像质计位置透照厚度显影液配方识别丝号暗显影温透照方室处理要求度式显影时间射线机型号定影液配方焦点尺寸定影温度焦点-工件距离fmm定影时间工件-胶片距离dmm水洗时间管电压KV脱水干燥管电流mA注意事项曝光时间min一次透照长度L3mm单张拍片划线长度分段数N拍片数〈张〉编制人及资格审核人及资格日日期期第二节超声波检测工艺卡卡号:UT- -产品名称产品编号厚度焊缝编号工件材质板厚表面状态焊接方法焊缝宽度接头坡口器材仪器型号垂直线性水平线性探测频率晶片尺寸探头K值标准试块标准试块耦合剂检验要求焊缝总长探伤总长探伤总比例环缝长度探伤长度探伤比例纵缝长度探伤长度探伤比例验收标环缝合格纵缝合格准级别级别检测灵敏度测长线φ dB. 定量线φ dB. 判废线φ dB.探伤操作仪器性能校验探头性能校验扫描线比例基准波高探测面选择探测面宽度表面材质补偿粗探伤灵敏度精探伤灵敏度距离波幅实测值孔深(距离)mm波幅dB距离------波幅曲线图探测部位示意图探伤方直射法探测移动区:≥ mm粗探伤灵敏度: 精探伤灵敏度:法一次反射法探测移动区:≥ mm粗探伤灵敏度: 精探伤灵敏度: 横向裂纹探测扫查范围:扫查灵敏度:编制人及资格审核人及资格日期日期第三节磁粉检测工艺卡工艺卡号:产品名称产品编号产品规格焊接方法材料牌号热处理状态检测部位被检表面要求检测时机检测设备标准试片检测方法光线及检测环境缺陷磁痕记录方式磁化方法电流种类磁化规范磁粉及磁悬液配制浓度磁悬液施加方法检测方法标准合格级别磁粉检测质量评级要求磁化方法附加说明:磁化方法示意草编制审核日期日期第四节磁粉渗透检测工艺卡产品编号:卡号:PT- -设备名称设备类别规格尺寸材料牌号板厚表面状况检测方法检测部位检测比例检验温度标准试块观察方式渗透剂型号去除剂型号显像剂型号渗透时干燥时显像时间间间检测方法标准合格级别验收标准检测示意图:序号工序名称操作要求及主要工艺参数1 表面准备2 预清洗3 干燥4 渗透5 去除6 干燥7 显像8 观察9 复验10 后清洗11 评定与验收12 报告备注1. 渗透检测剂中的氯、氟元素的含量的质量比不得超过1%2. 渗透检测实施前、检测操作方法有误或条件发生变化时,用B型试块按工艺进行校验2. 缺陷显示迹痕等级评定按JB/T 4730.5/7.2条进行。
磁粉检测工艺卡的编制及常见错误叶代平(成都一六七厂 610110)摘要叙述了磁粉检测工艺卡的基本格式及编写中应注意的事项,并列出了在编制工艺卡中常见的错误。
关键词磁粉检测工艺卡一、引言在磁粉检测中,磁粉检测工艺卡是用图表形式编制的检测技术文件。
它依据磁粉检测规程和相关标准(或用户需求),针对某一具体工件或某一检测区域要进行的磁粉检测工作进行编制,是一种针对特定检测对象实施检测的作业文件。
要求符合相关标准,操作步骤齐全,工艺参数明确,实际操作可行;工艺卡标记的各种工艺参数和操作步骤应程序完整,示意清晰。
磁粉检测工艺卡对磁粉检测质量控制有着重要作用,是“人、机、料、法、环”各项中不可缺失的重要环节。
正确地编制磁粉检测工艺卡并在检测过程中准确地实施,是保证磁粉检测质量的重要因素。
二、磁粉检测工艺卡基本格式按照检测对象区分,磁粉检测工艺卡可以分为制造类工件工艺卡和在役工件工艺卡两类。
前者主要根据制造类工件在经过热加工(锻、铸、焊和轧制)和冷加工以及电镀过程中产生的缺陷来编制的。
而后者主要是为检测疲劳裂纹来编制的,一般不考虑这些工件在制造过程中产生的缺陷。
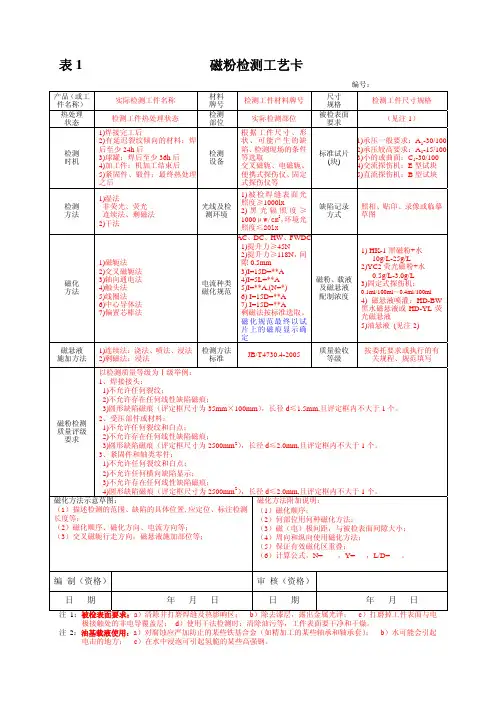
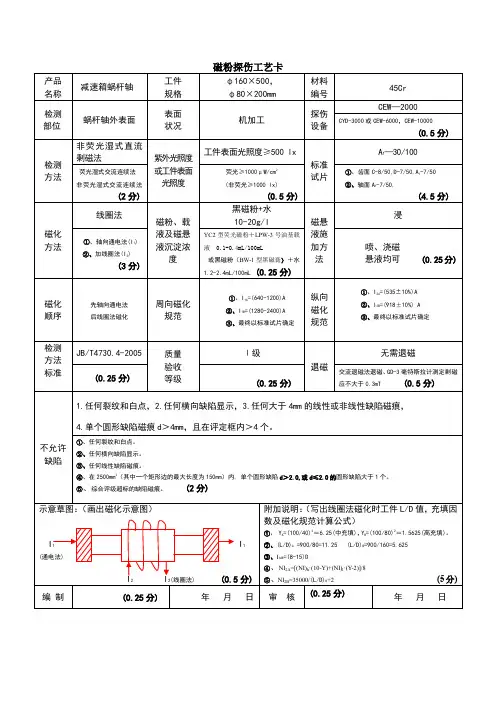
表1为工艺卡的一种常见样式。
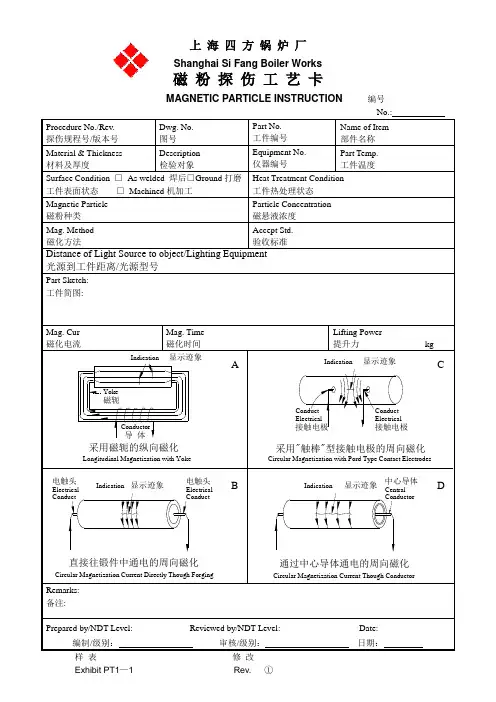
表1 磁粉检测工艺卡(样例)从表可看出,编制一般可分为几个部分:①表头部分:包括文件编号、试件概况(制件图号/制件号及名称、材料牌号、热处理参数、表面状态等);检测条件(磁化设备、检测介质、磁化电流类型等);检测技术参数(检测程序安排、磁化方法、检验方法、磁化电流数值等);检测要求(验收要求、退磁要求)②工件磁化示意图:包括磁化方向、夹持方法等。
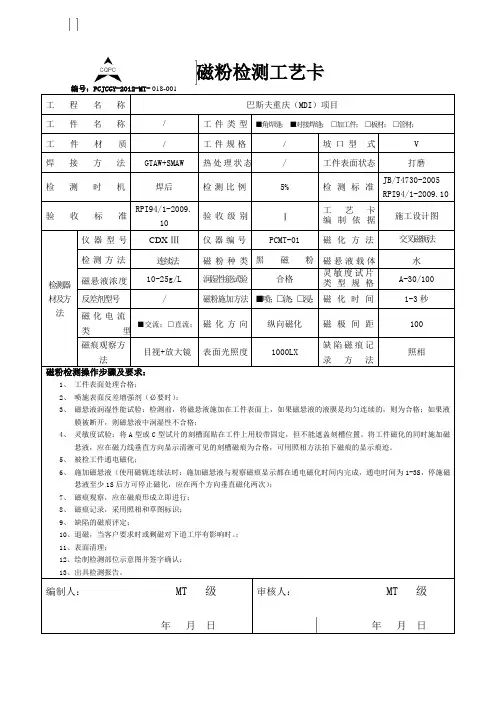
③检测主要程序:对检测主要过程进行描述。
④其他说明事项:需要说明的事项,如质量控制、特殊情况处理等。
⑤责任:工艺图表编制和审核人及日期。
⑥文件更改标记:在使用中对工艺卡局部内容修改或确认。
值得说明的是,以上只是工艺图表的基本内容。
可以根据产品检查及验收要求设计合适的图表,但必须满足实际检测的可操作性和管理要求。