SMT元器件焊接强度推力测试标准
- 格式:docx
- 大小:30.06 KB
- 文档页数:8
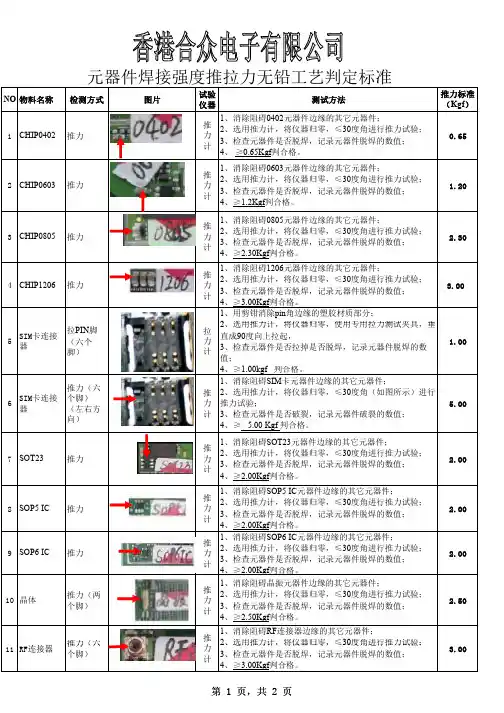
元器件焊接强度推拉力无铅工艺判定标准v1.0 可编辑可修改SIM 卡连接 个脚)行6力 推力试验;器(左右方向)计 3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ Kgf 判合格。
推 1、消除阻碍SOT23元器件边缘的其它元器件;7 SOT23推力力 2、选用推力计,将仪器归零,≤30度角进行推力试验;计3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥判合格。
推 1、消除阻碍SOP5 IC 元器件边缘的其它元器件;8 SOP5 IC推力力 2、选用推力计,将仪器归零,≤30度角进行推力试验;计3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥判合格。
推 1、消除阻碍SOP6 IC 元器件边缘的其它元器件;9 SOP6 IC推力力 2、选用推力计,将仪器归零,≤30度角进行推力试验;计 3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥判合格。
推 1、消除阻碍晶振元器件边缘的其它元器件;10 晶体推力(两2、选用推力计,将仪器归零,≤30度角进行推力试验;个脚)力3、检查元器件是否脱焊,记录元器件脱焊的数值;计4、≥判合格。
推 1、消除阻碍RF 连接器边缘的其它元器件;11 RF 连接器推力(六2、选用推力计,将仪器归零,≤30度角进行推力试验;个脚)力3、检查元器件是否脱焊,记录元器件脱焊的数值;计4、≥判合格。
第 1 页,共 2 页v1.0 可编辑可修改推力(小)推1、消除阻碍耳机插座元器件边缘的其它元器件;从后向插18耳机插座力2、选用推力计,将仪器归零,≤30度角(如图所示)进行孔处推计推力试验;备注:没3、检查元器件脱焊的力,≥ Kgf 判合格。
推力1、将测试主板固定好,避免出现测试时有晃动现象。
USB插座按照充电推192、选用推力计,将仪器归零,≤30度角(如图所示)进行插拔方向力推力试验;推(有定计3、检查元器件脱焊的力,≥ Kgf 判合格位柱)推力1、将测试主板固定好,避免出现测试时有晃动现象。

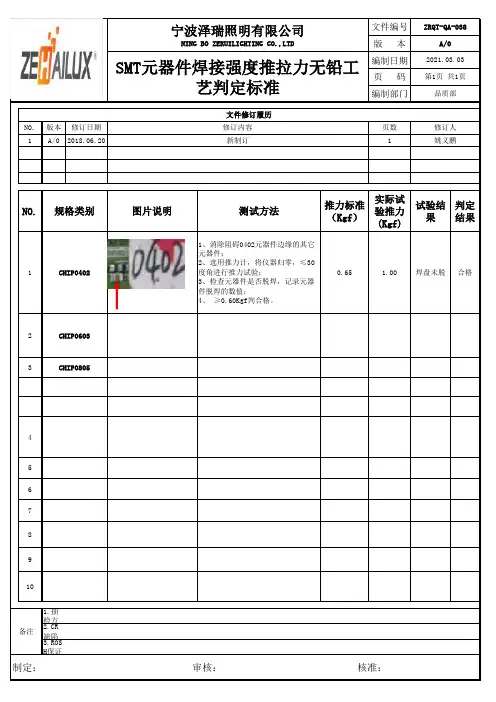
物料名称物料码检测方式图片仪器测试方法(Kgf)推力(Kgf)试验结果结果1CHIP0402c0402推力推力计1、消除阻碍0402元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥0.60Kgf判合格。
0.60 1.00焊盘未脱合格2CHIP0603c0603推力推力计1、消除阻碍0603元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.00Kgf判合格。
1.00 1.30焊盘未脱合格3CHIP0805c0805推力推力计1、消除阻碍0805元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥1.50Kgf判合格。
1.502.10焊盘未脱合格2105-06W129-0010推力(六个脚)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 6.00 Kgf 判合格。
6.009.05焊盘未脱,但塑胶变形合格2105-50006P-0000推力(六个脚)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
9.20焊盘未脱,但塑胶变形合格2105-CCA242-0000推力(六个脚)(左右方向)推力计1、消除阻碍SIM卡元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否破裂,记录元器件破裂的数值;4、≥ 5.00 Kgf 判合格。
5.007.30焊盘未脱,但塑胶变形合格1602-XH414E-0000推力(两个脚)推力计1、消除阻碍钮扣电池元器件边缘的其它元器件;2、选用推力计,将仪器归零,≤30度角(如图所示)进行推力试验;3、检查元器件是否脱焊,记录元器件脱焊的数值;4、≥ 2.00 Kgf 判合格。
不合格图示合格图示2多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3错件不符合BOM 的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4浮件(倾斜)器件浮起>0.3 mm ,不允许; 器件一端倾斜>0.3 mm ,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6空焊 应焊锡而未焊到的。
未吃锡不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W缺陷定义描述及图示<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。
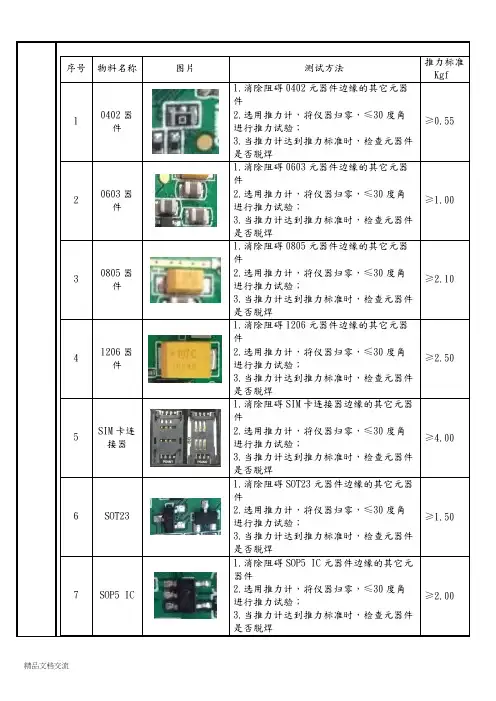
S M T焊接推力检验标准集团标准化工作小组 [Q8QX9QT-X8QQB8Q8-NQ8QJ8-M8QMN]序号物料名称图片测试方法推力标准Kgf10402器件1.消除阻碍0402元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥20603器件1.消除阻碍0603元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥30805器件1.消除阻碍0805元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥41206器件1.消除阻碍1206元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥5SIM卡连接器1.消除阻碍SIM卡连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥6SOT231.消除阻碍SOT23元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥7SOP5 IC 1.消除阻碍SOP5 IC元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥8SPO6 IC 1.消除阻碍SOP6 IC元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥9晶体1.消除阻碍晶体元器件边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥10RF连接器1.消除阻碍RF连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥11开关1.消除阻碍开关边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥12POGPIN连接器1.消除阻碍连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥13电池连接器1.消除阻碍电池连接器边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥14耳机(按插拔方向推力)1.消除阻碍耳机边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥15USB插座(按插拔方向推力)1.消除阻碍USB插座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥16TF卡座1.消除阻碍TF卡座边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥17纽扣电池1.消除阻碍电池边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥18多脚芯片(8脚及以上)1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥19BGA芯片1.消除阻碍芯片边缘的其它元器件2.选用推力计,将仪器归零,≤30度角进行推力试验;3.当推力计达到推力标准时,检查元器件是否脱焊≥注:除指定的推力方向外,其余均以器件较长的一面进行推力。

smt推力测试标准SMT推力测试标准。
SMT(表面贴装技术)是一种电子元件的组装技术,它通过将电子元件直接粘贴在印刷电路板(PCB)上,然后通过焊接工艺将其固定在PCB上。
在SMT过程中,推力测试是非常重要的一环,它可以确保组装的电子元件在使用过程中不会出现松动或脱落的情况,从而提高产品的可靠性和稳定性。
本文将介绍SMT推力测试的标准和相关内容。
首先,SMT推力测试的标准主要包括两个方面,测试方法和测试指标。
测试方法是指进行推力测试的具体步骤和操作流程,而测试指标则是用来评估电子元件在推力测试中的性能和可靠性的参数。
在进行SMT推力测试时,首先需要确定测试方法,包括测试设备的选择、测试样品的准备、测试条件的设定等。
然后根据测试方法进行推力测试,并根据测试指标对测试结果进行评估和分析。
在SMT推力测试的标准中,通常会包括以下几个方面的内容,首先是测试设备的选择和校准。
测试设备是进行推力测试的关键工具,其选择和校准对测试结果的准确性和可靠性有着重要的影响。
其次是测试样品的准备和安装。
测试样品的准备和安装应符合相关的标准和规范,以确保测试结果的可靠性和可重复性。
接着是测试条件的设定。
测试条件包括测试温度、湿度、载荷速度等参数,这些参数的设定应符合实际使用环境的要求,以保证测试结果的真实性和可靠性。
最后是测试结果的评估和分析。
根据测试指标对测试结果进行评估和分析,以确定电子元件在推力测试中的性能和可靠性。
除了上述内容,SMT推力测试的标准还应包括一些其他方面的内容,如测试人员的资质要求、测试记录的保存和管理、测试报告的编制和归档等。
这些内容都对推力测试的准确性和可靠性有着重要的影响,应得到充分的重视和严格的执行。
总之,SMT推力测试是确保电子元件在使用过程中不会出现松动或脱落的重要环节,其标准化和规范化对于提高产品的可靠性和稳定性具有重要意义。
因此,在进行SMT推力测试时,应严格按照相关的标准和规范进行操作,确保测试结果的准确性和可靠性,从而为产品的质量和性能提供有力的保障。
不合格图示合格图示不合格图示
101
错
误
不合格图示102正确
器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm
0.3mm 0.3mm
<03mm
不合格图示
不合格图示合格图示
不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示
应导通而未导通的。
不合格图示
缺陷定义描述及图示
不合格图示
以器件脚的宽度为准,偏移不可0.1mm
0.3mm
器件水平偏移不可PAD
W
<1/2W
<1/2W
焊点四周及PCB板面上不得有锡球或其他焊锡
残渣等。
PCB板面不得有划伤。
不合格图示
合格图示单面不允许>0.5mm,
不合格图示
不合格图示
正负极性反向。
黑
线
是
负
极不合格图示黑
线
是
负
极合格图示
不合格图示合格图示不合格图示合格图示
不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示不合格图示合格图示
不合格图示合格图示
5mm
不合格图示2.5mm
合格图示。
不合格图示合格图示2 多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3 错件不符合BOM的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4 浮件(倾斜)器件浮起>0.3 mm,不允许;器件一端倾斜>0.3 mm,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5 立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6 空焊应焊锡而未焊到的。
未吃锡不合格图示合格图示不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。
不合格图示合格图示6 漏焊焊点应焊而未焊。
未吃锡未吃锡不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示7 连焊不应导通而导通的。
不合格图示合格图示2多件不需要的器件而有的。
多出不应该有多一顆零件不合格图示合格图示3错件不符合BOM 的料号或放错位置。
1k 正确1k101错误101错误不合格图示102正确合格图示4浮件(倾斜)器件浮起>0.3 mm ,不允许; 器件一端倾斜>0.3 mm ,不允许;0.3mm0.3mm<03mm不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示5立碑1、应正面摆放变成侧面摆放的;2、应两端接触变成单边接触的;单边吃锡侧置不合格图示合格图示6空焊 应焊锡而未焊到的。
未吃锡不合格图示合格图示器件脚与锡未完全融合。
不合格图示合格图示不应导通而导通的。
不合格图示应导通而未导通的。
不合格图示缺陷定义描述及图示不合格图示以器件脚的宽度为准,偏移不可0.1mm0.3mm不合格图示合格图示<1/2W缺陷定义描述及图示<1/2W焊点四周及PCB板面上不得有锡球或其他焊锡残渣等。
合格图示不合格图示单面不允许>0.5mm,不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示18 锡不足(锡少) 锡焊高度h不小于1/3H(器件高度)。
h≧1/ 3Hh器件高度H不合格图示合格图示19 极性反正负极性反向。
正确++错误黑线是负极不合格图示黑线是负极合格图示7.2插件类元器件检验标准序号检查项目缺陷定义描述及图示参考图示1 缺件应有器件而没有器件的。
缺件L8L8不合格图示合格图示2 多件不需要器件而有器件的。
L8正确L8多余不合格图示合格图示序号检查项目缺陷定义描述及图示参考图示3 错件不符合BOM料号要求或放错位置。
1Ω正确100Ω错误不合格图示合格图示4 浮件(倾斜1. 器件距PCB板面> 1.3 mm;2. 器件一端倾斜> 1.3 mm。
(a) 1.3mm浮件(b)hh>=1. 3mm倾斜不合格图示合格图示5 包焊表面造成气球状 (将器件脚整个包住)。