食用植物油生产企业质量安全风险防控清单
- 格式:doc
- 大小:83.00 KB
- 文档页数:4
食用油油脂及其制品食品安全风险清单和措施清单1. 食用植物油(1)风险隐患因素①真菌毒素:黄曲霉毒素B1等真菌毒素限量超标;②质量指标:酸价、过氧化值、加热试验指标、浸出工艺的溶剂残留超标;③污染物:苯并[a]芘等污染物限量超标;④其他污染物:塑化剂、壬基酚污染;⑤食品添加剂:超范围使用乙基麦芽酚等香料,叶绿素铜钠盐等着色剂,超限量使用抗氧化剂;⑥掺杂掺假:花生油中掺入其他低价油脂、芝麻油中掺入其他低价油、添加精炼后的废弃食用油脂;⑦标签:用转基因原料生产的产品未标注转基因字样,调和油含量标识不清。
(2)原因分析①进货查验、贮运环节控制不严格,花生、玉米等植物油原料霉变;②生产过程温度控制不当、贮运过程中受到光照使油脂氧化酸败;③压榨过程或烘炒环节控制不当;④使用含塑化剂的管道、容器、包装材料,生产加工过程中接触了酚醛树脂、可塑性聚酯等;⑤配方管理、配料环节控制不严格;⑥食品安全管理人员培训不到位;⑦标签审核人员不具备专业知识;⑧出厂检验落实不到位。
(3)防控措施①严格执行原料进货查验制度,结合企业原料特性开展快速检测;②严格控制精炼工序的温度和时间,确保油脂的质量控制符合要求;③加强贮运管理制度的执行,严格落实贮运管理要求;④加强采购管理,应使用不含塑化剂等有害物质的食品接触材料;⑤加强配方管理,严格落实配料工序质量控制;⑥加强食品生产企业法律法规及标准培训;⑦严格落实出厂检验制度,保证出厂产品质量。
2. 食用油脂制品(1)风险隐患因素①污染物:镍等污染物限量超标;②质量指标:酸价、过氧化值、反式脂肪酸超标。
③微生物:人造奶油(人造黄油)的大肠菌群、霉菌等微生物限量超标。
(2)原因分析①油脂氢化过程催化剂镍残留;②生产过程温度控制不当和贮运过程中受到光照使油脂氧化酸败;③杀菌温度或时间不当或储运条件不当导致微生物限量超标;④出厂检验落实不到位。
(3)防控措施①严格控制精炼、杀菌等工序的温度和时间,确保质量控制符合要求;②加强贮运管理制度的执行,严格落实贮运管理要求;③严格落实出厂检验制度,保证出厂产品质量。

某粮油有限公司安全生产隐患排查清单某粮油有限公司安全生产隐患排查清单:1. 生产设备隐患:- 检查所有设备的运行状况,是否正常运转。
- 检查是否有设备老化、磨损、破损等问题。
- 检查设备的固定和支撑结构是否稳固。
- 检查设备是否存在漏电、过热等电气隐患。
- 检查设备是否配备了有效的安全装置和保护措施。
2. 劳动防护隐患:- 检查员工是否佩戴相应的个人防护设备,如安全帽、防护眼镜、防护口罩、防护手套等。
- 检查工作区域是否设置了明显的警示标志和指示牌。
- 检查是否有防护栏杆或其它防护措施,避免人员坠落或设备操作区域的入侵。
- 检查工作环境是否存在有毒有害物质的泄漏或积聚。
3. 火灾隐患:- 检查电线和电缆的布线是否整齐、牢固,并保持远离可燃物。
- 检查消防器材(如灭火器、消防栓等)的数量和位置是否符合规范要求。
- 检查消防通道是否保持畅通。
- 检查是否有明火或不安全使用明火的情况。
4. 仓库储存隐患:- 检查储存区域是否清洁整齐,无杂物堆放。
- 检查是否有可燃物与易燃物品混储的情况。
- 检查是否设置了合适的通风系统,避免积聚可燃气体。
- 检查储存区域是否有灭火器、消防器材等应急设备。
5. 车辆运输隐患:- 检查车辆是否经过合格的维护和检修,是否有安全隐患。
- 检查司机是否具备相应的驾驶证和驾驶技能。
- 检查车辆货物是否严格按照规定进行固定,避免在行驶中产生滑动或坠落。
6. 应急救援隐患:- 检查应急通道是否畅通无阻。
- 检查是否有足够的医疗急救设备和急救药品。
- 检查员工是否熟悉应急逃生路线和紧急联系电话。
以上是某粮油有限公司安全生产隐患排查清单的一部分,可以根据实际情况进行补充和调整。
该清单旨在帮助公司全面排查、预防和消除安全隐患,确保生产过程中的安全。
同时,建议公司定期进行安全培训和演练,提高员工对安全生产的意识和应对能力。
某粮油有限公司安全生产隐患排查清单(续):7. 危险品管理隐患:- 检查危险品的储存、使用和运输是否符合相关法律法规要求。
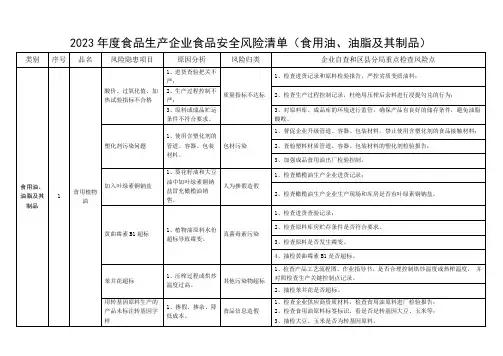
食用油、油脂及其制品生产企业食品安全风险及防控措施清单食品生产者资质方面:1个风险点高风险点(1个):食品生产者许可证过期,超范围经营。
生产环境方面:6个风险点中风险点(3个):1.暴露在食品和原料正上方的消毒、照明设施,未采取防护措施;2.生产设备偶发性的污染产品,造成产品质量安全风险;3.生产车间人流、物流未能按照规划的行动路线行进,存在交叉污染风险。
低风险点(3个):1.虫害控制不到位,卫生条件差;2.生产车间、仓库墙面有明显裂缝,脱皮。
天花板有蜘蛛网;3.厂区垃圾、杂物较多,堆放混乱。
进货查验方面:5个风险点高风险点(3个):1.采购、使用不符合要求的原料,造成产品质量风险;或原料油未经检验,质量、理化和污染物限量超标;2.食品相关产品供应商评价不严,造成产品污染风险;采购、使用含塑化剂的管道、容器、工器具零部件等,造成污染风险;3.采购变质、过期或不合格食品添加剂导致产品物理性、化学性或生物学污染。
中风险点(2个):1.进货查验记录不完整或缺失,索证索票不齐全;2.植物原油品种、质量等级等不实造成各种掺假,掺杂的质量风险。
生产过程控制方面:7个风险点高风险点(3个):1.原油制取、油脂精炼、油脂分提、灌装等关键工艺控制出现偏差;2.违法添加或超范围超限;3.使用非现行有效版本的文件,文件管理混乱。
中风险点(2个):1.生产中使用的包材,没有领用和使用记录;生产中使用的容器、包材造成产品污染的风险;2.车间使用的清洗剂、消毒剂等化学品未明显标识。
低风险点(2个):1.不同原料的清场不严,造成产品品种的混和;2.车间废弃物未及时清理,可能产生卫生隐患。
产品检验方面:4个风险点高风险点(1个):缺少检验人员或检验人员能力不够,产品检验结果准确性不高。
中风险点(2个):1.检验设备设施不符合法规、标准的要求或布局不合理;2.检验原始记录缺失相关记录及谱图等。
低风险点(1个):产品留样不符合要求。
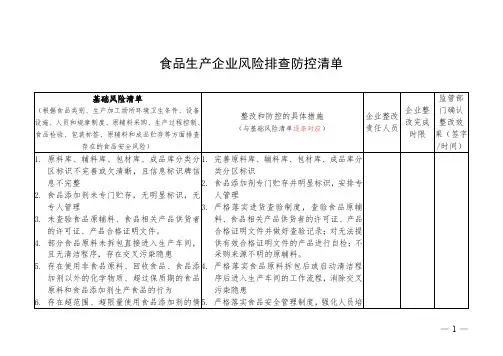
食品生产企业食品安全总体风险清单和措施清单一、生产者资质1.主体资质(1)风险隐患因素:食品生产许可证、营业执照超过有效期仍进行生产。
(2)原因分析:①食品安全管理人员培训不到位;②资质档案管理控制不严格;③企业自查制度落实不到位。
(3)防控措施:①严格落实企业自查制度,加强企业资质管理,及时对资质进行更新和完善,确保资质在有效期内;②企业负责人应提升食品安全主体责任意识,加强食品安全法律法规的学习,依法组织生产。
2.许可范围(1)风险隐患因素:超出食品生产许可范围进行生产。
(2)原因分析:食品安全管理人员培训不到位。
(3)防控措施:①严格按照规定在许可范围内从事食品生产活动,超出许可范围时及时申请变更;②企业负责人应提升食品安全主体责任意识,加强食品安全法律法规的学习,依法进行生产。
3.许可保持情况(1)风险隐患因素:主要生产设备、设备布局、工艺流程与准予食品生产许可时相比进行了变化未及时申请变更。
(2)原因分析:食品安全管理人员培训不到位。
(3)防控措施:①严格按照许可规定在许可范围内从事食品生产活动,主要生产设备、设备布局、工艺流程发生变化时应及时向审批部门申请变更;②企业负责人应提升食品安全主体责任意识,加强食品安全法律法规的学习,依法进行生产。
二、生产环境条件1.外界污染源(1)风险隐患因素:厂区、车间与有毒、有害场所及其他污染源距离较近的且未采取有效的防范措施。
(2)原因分析:①企业卫生管理控制不严格;②食品安全管理人员培训不到位。
(3)防控措施:①严格落实环境卫生管理制度,加强企业员工培训;②采取防止微生物、化学、物理污染的控制措施,将厂区、车间和污染源有效隔离。
2.厂内污染源(1)风险隐患因素:①卫生间与食品生产、包装或贮存区域直接连通;②车间内使用的洗涤剂、消毒剂等化学品未进行明显标示,洗涤剂、消毒剂等化学品与食品原料、半成品、成品、包装材料等混放,未分类贮存;③防鼠、防蝇、防虫害控制不当,生产场所内有虫害迹象。
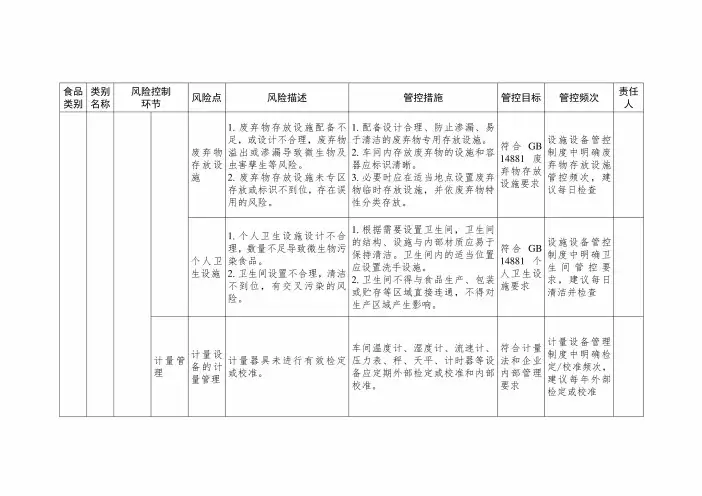
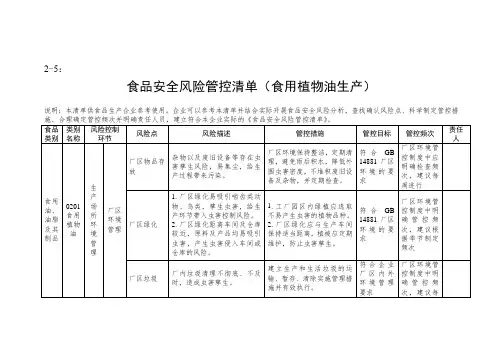
食品类别类别名称风险控制环节风险点风险描述管控措施管控目标管控频次责任人废弃物存放设施1.废弃物存放设施配备不足,或设计不合理,废弃物溢出或渗漏导致微生物及虫害孳生等风险。
2.废弃物存放设施未专区存放或标识不到位,存在误用的风险。
1.配备设计合理、防止渗漏、易于清洁的废弃物专用存放设施。
2.车间内存放废弃物的设施和容器应标识清晰。
3.必要时应在适当地点设置废弃物临时存放设施,并依废弃物特性分类存放。
符合GB14881废弃物存放设施要求设施设备管控制度中明确废弃物存放设施管控频次,建议每日检查个人卫生设施1.个人卫生设施设计不合理,数量不足导致微生物污染食品o2.卫生扁设置不合理,清洁不到位,有交叉污染的风险。
1.根据需要设置卫生间,卫生间的结构、设施与内部材质应易于保持清洁。
卫生间内的适当位置应设置洗手设施。
2.卫生间不得与食品生产、包装或贮存等区域直接连通,不得对生产区域产生影响。
符合GB14881个人卫生设施要求设施设备管控制度中明确卫生间管控要求,建议每日清洁并检查计量管理计量设备的计量管理计量器具未进行有效检定或校准。
车间温度计、湿度计、流速计、压力表、秤、天平、计时器等设备应定期外部检定或校准和内部校准。
符合计量法和企业内部管理要求计量设备管理制度中明确检定/校准频次,建议每年外部检定或校准食品类别类别名称风险控制环节风险点风险描述管控措施管控目标管控频次责任人设备管理设备的维护保养1.无维保计划,设备超负荷工作导致设备故障,影响产品质量。
2.未按照维保计划开展维保,导致设备运转过程存在故障,影响产品质量。
1.制定设备维保计划并按照计划实施。
2.对工厂所有泵、阀、接口等的密封圈定期拆卸检查并根据需要及时更换。
3.自制自用生产氮气的设备,应有适当的防护设施,并设置氮气纯度指示装置,定期检查记录氮气纯度。
保执证转维『保运照戈,备常按计行设正设备维护保养制度中明确设备维保频次,建议每月/年进行设备的清洗、消毒设备清洗消毒不彻底,有导致产品微生物超标的风险。
植物油生产过程中的食品安全控制植物油生产过程中的食品安全控制一、植物油生产原料环节的食品安全控制(一)原料采购植物油生产的原料主要包括各种油料作物,如大豆、花生、菜籽等。
在采购环节,企业必须建立严格的供应商评估与选择体系。
优先选择具备良好信誉、规范种植管理且无不良记录的供应商。
例如,对于大豆供应商,要考察其种植基地的土壤质量、水源情况以及农药化肥使用规范等。
同时,需明确要求供应商提供每批次原料的详细检验报告,包括但不限于重金属含量、农药残留量、黄曲霉毒素含量等关键指标的检测结果。
只有各项指标均符合国家标准及企业内部制定的更为严格的质量标准的原料,才允许进入采购范围。
(二)原料储存原料储存条件直接影响其质量安全。
应建造专门的原料储存仓库,仓库需具备良好的通风设施,确保空气能够有效流通,防止原料受潮发霉。
例如,花生在潮湿环境下极易滋生黄曲霉,产生强致癌的黄曲霉毒素,因此通风系统的有效运行至关重要。
同时,仓库内部要配备温湿度调节设备,根据不同原料的特性,将温度和湿度控制在适宜范围内。
如菜籽适宜储存温度在10 - 15℃,相对湿度应低于70%。
此外,仓库还需具备防虫、防鼠设施,防止原料被害虫侵蚀或被老鼠污染,避免引入致病菌和其他有害生物,从源头上保障原料安全。
二、植物油生产加工环节的食品安全控制(一)清理工序原料在进入加工生产线前,需进行严格的清理。
利用振动筛、磁选器等设备去除原料中的杂质,如泥土、石块、金属碎片等。
振动筛可通过不同孔径的筛网,将大小不符合要求的杂质筛除;磁选器则能有效吸附原料中混有的金属杂质,避免其在后续加工过程中损坏设备,引发机械故障,进而导致油脂污染。
例如,若金属碎片进入榨油机,可能会破坏榨膛结构,使金属碎屑混入油脂中,对人体健康造成潜在危害。
(二)压榨/浸出工序1. 压榨法压榨工序是植物油生产的关键环节之一。
对于采用压榨法的企业,要确保压榨设备的正常运行与定期维护。
压榨设备的压力、温度等参数需根据原料特性进行精准设定。
附件1序号2环节原辅料采购及查验生产过程控制可能存在风险点草根、牛毛等杂质原料奶收购验收六六六、滴滴涕、亚硝酸盐、黄曲霉毒素M 、铅、砷、汞、铬、1抗生素、三聚氰胺、β - 内酰胺酶、苯甲酸水解蛋白、碱、淀粉细菌( 乳链球菌、乳酸杆菌、假单胞菌、芽孢菌等) 的繁殖包装材料验收重金属细菌、大肠杆菌、致病菌原料清理管道、容器、过滤设备等清洗消毒混入杂质硝酸、氢氧化钠等残留风险因素来源原料供应者处理不当由牛饲料中带入和原料供应者管理不善或者人为添加由奶牛患病、挤奶环境、挤奶设备卫生控制不当导入包装材料受到污染或者不合格过滤网损坏,离心机运转不正常,未及时排渣等设备清洗不彻底或者消毒剂使用不当危害分析可能导致杂质超标或者微生物污染可能导致农药残留、兽药残留、重金属超标可能导致原料微生物超标容易造成生产设备和产品污染设备功能不正常,分离效果差可能导致微生物或者消毒剂残留超标风险评估危害程度防控措施加强原奶验收感官查验及检测、确保杂质度≤ 4mg/Kg加强原奶检测,使原料奶验收亚硝酸盐≤20mg/kg 、抗生素抽检阴性、黄曲霉毒素 M1≤ 0.5 μ g/kg 、铅≤0.05 mg/kg 、砷≤ 0.05mg/kg 、汞≤ 0.01 mg/kg 、铬≤ 0.3 mg/kg 、三聚氰胺≤ 2.5 mg/kg 、β - 内酰胺酶、水解蛋白、碱、淀粉抽检阴性、原料奶全项检验合格。
原料奶验收温度保持在 4-8 ℃、微生物全项检验合格。
由供方提供产品资质证明及型式检验报告,对未用完的包装膜重新封装,放在指定地点保存。
加强包装膜使用过程卫生环境。
离心机每 2 小时排渣一次,每天生产前检查过滤网是否完整并清洗。
操作工记录 CIP 操作过程,酸碱浓度保持在1.5-2% ,温度在 75-80 ℃ , 15 分钟以上。
质检员抽查清洗效果。
合用产品类别全部类别乳制品全部类别乳制品全部类别乳制品发生频率中低中低低中中中高高中中中中- 1 -序号2环节生产过程控制可能存在风险点净乳巴氏杀菌冷却贮存均质超高温瞬时灭菌配料细菌、病菌细菌(酸杆菌芽孢菌嗜冷菌细菌增细菌、病菌细菌(酸杆菌芽孢菌细菌、水质不来的污超范围食品添大肠杆菌、致乳链球菌、乳、假单胞菌、等) 的繁殖繁殖殖大肠杆菌、致乳链球菌、乳、假单胞菌、等) 的繁殖致病菌繁殖洁净,可能带染、超限量使用加剂风险因素来源原料奶生产环设备不杀菌温当造成留没有达冷却温贮存温长造成原料奶生产设洁污染自身带入、境和生产洁污染度、时间不致病菌残到规定的度度、时间过细菌繁殖自身带入、备、辅料不杀菌温度、时间不当造成微生繁殖配料温度、时间过长水质不或者污染生产管食品添不够、符合要求物残留在路中加剂知识称量不许,限量计算错误可能导可能导可能导可能导可能导可能导和产品可能导和产品可能导染或者微可能导添加剂危害分析致半成品变质致产品变质致产品有苦味致产品变质致产品变质致微生物超标变质致微生物超标变质致重金属物污生物污染致产品中食品超标风险评估危害程度低高温度偏冰水降奶温度贮存温定期检温度偏配料要督检查对水质的检查严格按精确计防控措施离设备自动回流温,质检员检查冷却温度,确保原料降至 4-6 ℃度 4-8 ℃,贮存时间不能超过 48 小时查设备清洗效果及环境卫生离设备自动回流在规定的时间内完成,在线品控员监进行检测,对水处理设备等进行有效、维护,提高检测频次照国家标准规定的范围和剂量添加,算、准确称量、合理添加合用产品类别全部类别乳制品全部类别乳制品全部类别乳制品全部类别乳制品灭菌乳发酵乳、调制乳、调制乳粉及其他乳制品发生频率低低低低低中低低中高高高高高中中- 2 -序号2环节生产过程控制可能存在风险点接种发酵后熟杀菌浓缩喷雾干燥筛粉无菌灌装包装细菌、病菌有杂质大肠杆母菌霉菌、细菌(酸杆菌芽孢菌致病菌微生物致病菌包形破大肠杆母菌、和繁殖细菌、和繁殖大肠杆菌、致菌、霉菌、酵酵母菌乳链球菌、乳、假单胞菌、等) 的繁殖的污染和繁殖繁殖的污染和繁殖损、灌装溢出菌、霉菌、酵致病菌的污染致病菌的污染风险因素来源接种容发酵室尘发酵室消毒不冷库温毒不彻时间过杀菌温当造成留生产环管道、毒不彻筛粉机生产环菌消毒器不干净顶部落灰环境污染,彻底度过高,消底或者后熟长度、时间不致病菌残境污染 ;喷头清洗消底不干净境污染,杀不彻底包装物质量不达标生产环境污染 ;管道、消毒不外灯损材消毒生产环菌消毒机头彻底坏造不彻境污不彻清洗、; 紫成包底危害分析可能导致产品变质可能导致微生物污染和产品变质可能导致酸度超标或者产品变质可能导致产品变质可能导致微生物污染可能导致产品变质可能导致产品污染或者变质可能导致微生物污染或者产品变质可能导致微生物污染或者产品变质风险评估危害程度防控措施每批产品用 500mL 灭过菌的三角烧瓶做接种容器每天对发酵室( 罐) 进行卫生清洁,品控员及时监督检查每天生产完毕之后,对发酵室(罐 )进行消毒,品控员抽查并签字确认冷库温度必须控制在 2-6 ℃ ,后熟时间不能超过 3 天,品控员及时监督抽查控制杀菌温度和时间抽查设备清洗效果及环境卫生保持卫生整洁,筛孔完好,机器正常使用严格按照《设备、工器具清洗操作规程》操作在线品控员加强监控检查紫外灯是否完好,管道、灌注头是否彻底消毒人工逐一检查封口严密程度,通过《包装工序操作规范》控制,包材存放地点的环境卫生控制,包材进入包装间的传递窗中洁净度控制合用产品类别发酵乳发酵乳发酵乳乳粉乳粉乳粉液体乳乳粉发生频率低中低低低低低低中中低杀染,底高中中中高中中中中高高- 3 -- 4 -风险评 估发生频 率 危害程 度加强检 验人 员技 能培 训, 严格执行 检验 方法标准。