PPAP中英文报告模板-3.外观检验报告
- 格式:xlsx
- 大小:11.33 KB
- 文档页数:25

PPAP文件模板n Part n WarrantNumber: ZY/CG-03-02Part Name:Part Number:Product Drawing Change Level: Change Date:XXX:Change Date:XXX:Weight: ______kgXXX: Yes NoXXX:XXX:Date:Supplier nSupplier Name:Supplier Code:Address/Zip Code:XXX Name:XXX:SubmittedXXX:Initial nChange to a different structure or materialProduct design changeChange in XXXTooling: n。
replacement。
XXXTooling has been out of use for more than one yearPart machining process changeXXX nn of parts XXXOther - please specifyRequired n Level (select one):Level 1 - Only submit a warranty to the customer (if specified as an appearance item。
an appearance part approval report should also be submitted)Level 2 - Warranty。
parts。
drawings。
n n results。
material and performance test results。
appearance part approval reportLevel 3 - At the requester's n - Warranty。
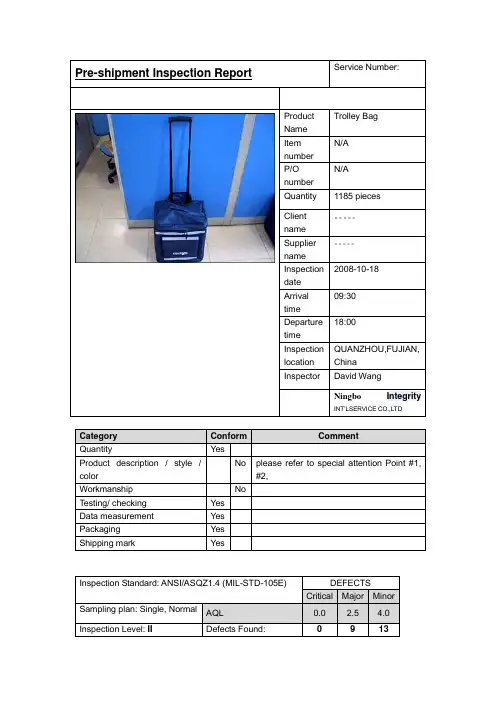
Pre-shipment Inspection Report Service Number: Summary SectionProductNameTrolley BagItemnumberN/AP/OnumberN/AQuantity 1185 piecesClientname。
Suppliername。
Inspectiondate2008-10-18Arrivaltime09:30Departuretime18:00Inspection location QUANZHOU,FUJIAN, ChinaInspector David WangNingbo IntegrityINT’LSERVICE CO.,LTDCategory Conform CommentQuantity YesProduct description / style / color No please refer to special attention Point #1, #2,Workmanship NoTesting/ checking YesData measurement YesPackaging YesShipping mark YesInspection Standard: ANSI/ASQZ1.4 (MIL-STD-105E) DEFECTSCritical Major Minor Sampling plan: Single, Normal AQL 0.0 2.5 4.0Inspection Level: II Defects Found: 0 9 13QuantityProduct description / style / colorspecificationCheck against sample submitted by client:Discrepancy was found on inspection samples, please refer to Special Attention point # 1 & #2.WorkmanshipDefectives ListDefectivesListDefectivesCRI MAJ MIN PictureDescription0 0 8Wrinkle markon fabricDirty stains 0 0 5DefectivesListDefectives ListDefectivesDescriptionCRI MAJ MIN PictureHandle standslant ( can beused)0 9 0TESTING /CHECKINGFunction test on handle, wheel, zip and Velcro.Performed on all seletced samples, the result was passed.Function checking for Velcro tape/zip Performed all selected samples, the result was acceptablePull test at handle strap by hand normal force Performed on S-3 samples, the result was passed.Adhesive test by tapes Performed on S-3 samples, Noprinting peel off, the result waspassedSize measure performed on 5 pcs samples,result is below measurement table.Internal Check performed on 5 pcs samples,Discrepancy was found oninspection samples, please refer toSpecial Attention point # 1 & # 2.(Page 2).Mass productions Approved sampleGap locationCarton Drop Test from 76cmheight, drop 10 times at 1 corner, 3edges and 6 faces.Performed on 3 cartons, the resultwas passedDATA MEASUREMENTSize MeasurementItems Spec.(cm)Samples1 2 3 4 5Product size (L * W * H) N/A 36 * 26.5* 4036 * 26.5* 4036 * 26.5* 4036 * 26.5* 4036 * 26.5* 40Side pocket23*25 23*24.5 23*24.5 23*24.5 23*24.5 23*24.5 Logo printing(L * W)N/A 11 * 2.6 11 * 2.6 11 * 2.6 11 * 2.6 11 * 2.6PE boardthickness onbottom and backpart4.0mm 4.0mm 4.0mm 4.0mm 4.0mm 4.0mmPE boardthickness around3 sides3.0mm 3.0mm 3.0mm 3.0mm 3.0mm 3.0mmGross Weight ofexport cartonN/A 5.0 KGS 5.1 KGS 5.2 KGS 5.0 KGS 5.0 KGSSize of Export carton N/A 39 * 32 *44cm39 * 32 *44cm39 * 32 *44cm39 * 32 *44cm39 * 32 *44cmPackagingUnit packingEach product was packed into anindividual poly bag ,sealed onopeningOuter packing Carton size: 39 * 32 * 44cm1 pc with an instruction sheet packed ina carton which fixed by 1 nylon strap.Shipping markShipping MarkFront mark Side markOther markingBar code label on CartonPrinting logo on bag Other PicturesSewn label Sewn label (back)Instruction sheet Bottom viewString on zipper puller Compare with approved sample (rightside one)CartonsTotal cartons Inspected cartons。
目的It is to guarantee company,s correct understanding over the demands presented in customers,engineering design records and standards and to guarantee those potential abilities to sustainably meet the said demands during executing the real production under required take time.确保公司正确理解顾客工程设计记录和规范的所有要求,并在执行所要求的生产节拍条件下的实际生产过程中,具有持续满足这些要求的潜在能力。
2.0 Scope 范围This procedure is applicable to all related products and when customers require to submit approval report or to amend approval report.本程序适用于本公司提供给顾客的所有产品,也适合顾客要求递交批准报告或其变更批准报告的其它场合。
3.0 Definitions 定义3.1 PPAP: Production Part Approval ProcessPPAP:指生产件批准程序的英文简称3.2 Production Part: Parts used for Production Part Approval should be from effective productionprocess. Typically, this process involves one hour to one shift with a stated production of 300pieces at least, except other written statement from customers.生产件:对于用作生产件批准的零件应取得有效的生产过程。
PPAP主要提交资料样本格式我很高兴为您提供PPAP(Production Part Approval Process)主要提交资料样本格式的详细说明。
PPAP是一种管理工具和标准,用于确保供应商的零部件和工艺能满足客户的要求,并且生产过程是稳定和可靠的。
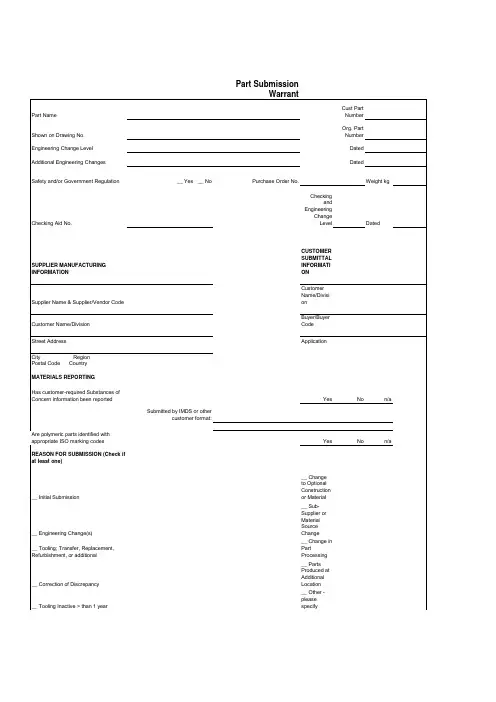
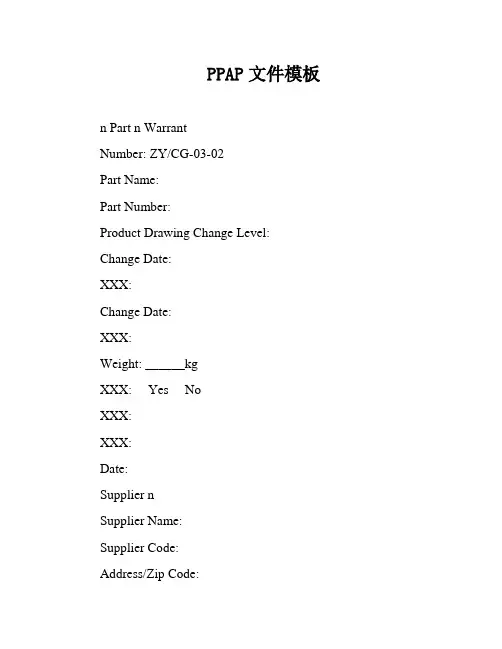
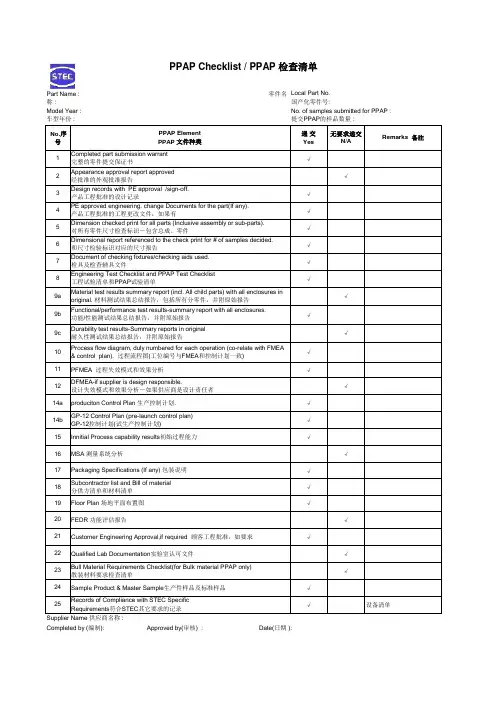
以下是PPAP主要提交资料的样本格式(适用于汽车行业):1. Part Submission Warrant(零部件提交保证书):这是PPAP中最重要的文件,包含供应商确认零部件符合要求并可以投入生产的承诺。
通常包括:供应商信息、产品详细说明、目标值及容差、验证测试结果等。
2. Design Record(设计文件):这是供应商提供的零部件设计文件,包括设计图纸、规格书和其他相关数据以确保零部件满足客户的设计要求。
3. Engineering Change Documents(工程变更文件):如存在任何设计变更,供应商需要提供相关的工程变更文件,包括变更通知书、变更记录和变更批准等。
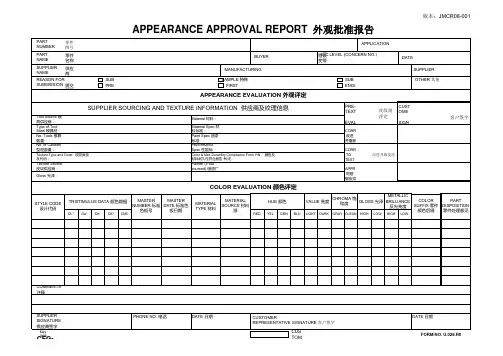
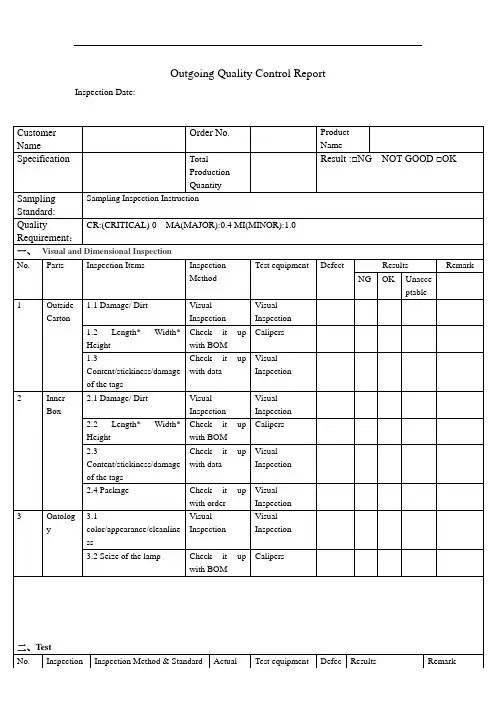
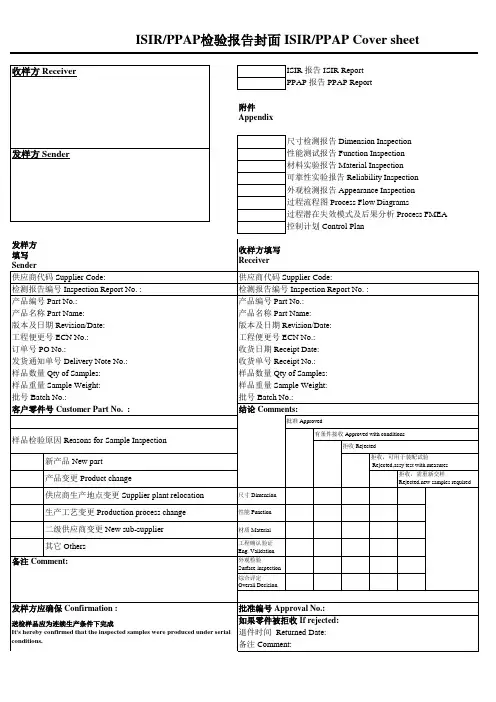
4. Appearance Approval Report(外观批准报告):这是用于工艺和外观要求的批准报告。
该报告通常包括外观检查结果和照片,以确保零部件的外观质量满足客户的要求。
5. Dimensional Results(尺寸结果):供应商需要提供尺寸测量报告以确认零部件的尺寸符合设计要求。
这通常包括测量数据、测量工具和测量方法等信息。
6. Material Certifications(材料认证):如果零部件涉及特殊材料或特殊处理过程,供应商需要提供相关的材料认证文件,以证明材料的质量和合规性。
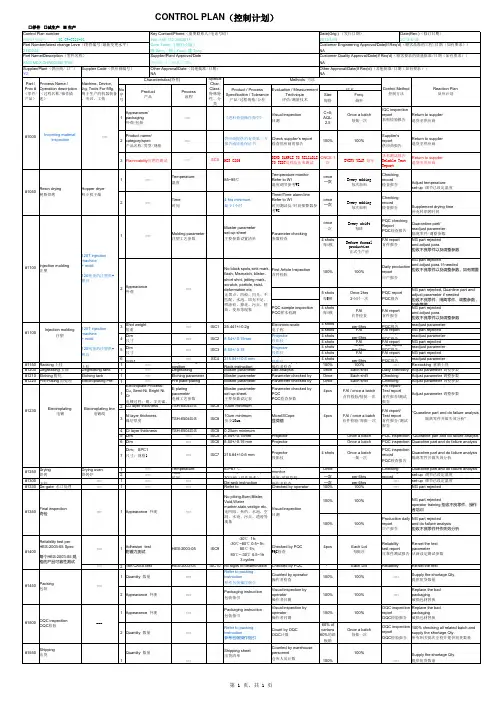
7. Control Plans(控制计划):这是供应商制定的控制计划文件,描述了如何控制和监督零部件制造过程以确保质量的一致性。
通常包括关键特征、检查方法和频率等信息。
8. Measurement System Analysis(测量系统分析):供应商需要提供测量系统分析报告,以证明测量结果的可靠性和准确性。
PPAP 零件名称Part name: ******* 零件号Part No. :图号Drawing No.:版本号Version: 01 Supplier Part No.:BC1234客户名称Customer Name: 供应商suppliers:XXXXXXXXXXXX CO ., LTD日期Date: 201X-XX-25零件号:Part No.:**** Part No.:BC1234XXXXXXXXXXXX有限公司 **** ******PPAP提交清单Document submited list 顾客名称 Customer:零件号Part No.:**** Part No.:BC1234PPAP递交日期PPAP递交等级:等级3编制Prepare:****** 日期Date:07/18/2018XXXXXXXXXXXX有限公司**** RUBBER TECHNOLOGY CO.,LTD.制造流程图/PROCESS FLOW CHART客户产品编号\Customer part number : 日期(初版)\Date(Orig.):2018.02.02 日期(修订)\Date(Rev.) :供方产品编号\**** part number :BC1234跨功能小组\Core Team Member: ******流程图编号/Process flow number : BC1234-1部门\Department检验\Inspection 制造\Manufacture 仓库\Warehous 流程说明\Description10 进料检验\ Material incoming inspectionDrying70 涂粘合剂/Adhesive coated80 干燥/DryingNG20 储存\Storage30 备料\Material preparation40 打料\Rubber mixing50 切料\Material cutting90 成型\Molding100 过程检验110磨削\■120 最終檢驗\Final inspectionOkNG返工/报废Rework / scrap●130 包裝\Packaging作业\Operate 检验\Inspection 储存\Storage运输\Transfer第 1 页,共 1 页第 1 页,共 10 页第 2 页,共 10 页第 3 页,共 10 页第 4 页,共 10 页第 5 页,共 10 页第 6 页,共 10 页核准/Approved:审核/Checked:制作/Produced:跨功能小组\Core Team Member全尺寸检验部分尺寸检验XXXXXXXXXXXX 有限公司 ************ CO.,LTD.产品检验报告Product check report检验日期: 2018.04.05Total dimension check Part of dimension checkCheck date:XXXXXXXX 有限公司***** CO.,LTD.TEL: FAX:TEST REPORT / 胶料物性测试报告配方编号:FK080180-A Date:2018.6.10X-Bar 管制图50.180 50.150 50.120 50.090 50.060 50.030 50.000 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20过程能力指数测算表CPKComputation of process capability indices样件\Prototype 试产\Pre-launch 量产\ProductionCustomer part No.:Sampling place : Molding **** part No.: BC1234Measuring tool : Projector Equipment : Molding machine Specification : φ50±0.3 Unit:mmTest date :2018.6.18Data proces-singITEM TIMES123456789101 50.1250.0850.0650.1050.1050.0850.1650.1850.1650.182 50.08 50.10 50.10 50.06 50.08 50.10 50.10 50.06 50.10 50.063 50.10 50.08 50.08 50.08 50.06 50.04 50.14 50.08 50.14 50.08 4 50.08 50.13 50.06 50.14 50.08 50.14 50.16 50.06 50.16 50.065 50.0750.0450.0850.0850.0750.0850.0850.1250.0850.12X 50.090 50.086 50.076 50.092 50.078 50.088 50.128 50.100 50.128 50.100 R0.050 0.090 0.040 0.080 0.040 0.100 0.080 0.120 0.080 0.120ITEM TIMES111213141516171819201 50.1650.1850.1650.1850.1650.1850.1250.1850.1650.182 50.18 50.12 50.10 50.06 50.10 50.06 50.18 50.12 50.10 50.163 50.16 50.14 50.14 50.08 50.14 50.08 50.16 50.14 50.14 50.08 4 50.18 50.12 50.16 50.06 50.16 50.06 50.18 50.12 50.16 50.065 50.1750.0850.0850.1250.0850.1250.1750.0850.0850.12X 50.170 50.128 50.128 50.100 50.128 50.100 50.162 50.128 50.128 50.120 R0.020 0.100 0.080 0.120 0.080 0.120 0.060 0.100 0.080 0.120Calculating theparameters上公差限USL50.300 下公差限LSL 49.700 公差范围T 0.600 公差中心M6.300 分布中心X50.113 平均极差R0.084 样本容量n100标准差估计值(d2=2.33)σ0.036 上控制限UCL=50.221下控制限L CL=50.005Capability exponent calculation and judgement 标准差估计值 σ=R/d 25.1911.45 1.73Operation ability is no problemThe operation need to be adjusted, and to take measures. Tester****Operator****Checker****X-Bar 管制图50.180 50.150 50.120 50.090 50.060 50.030 50.0001234567891011121314151617181920R 管制图0.140 0.120 0.100 0.080 0.060 0.040。