物料编码说明书
- 格式:doc
- 大小:105.00 KB
- 文档页数:15
XXX 公司物料编码方案书文件名称: 物料编码规则 文件编号:生效日期: 版 本 号:受控正本 受控副本编 制: 校 核:批 准:1目的与用途1.1规范物料描述与物料编码规则。
1.2适用于本公司ERP系统用户。
2 物料描述2.1物料描述内容必须含有按各产品术语标准确定的图样名称。
2.2物料描述内容应力求简洁明了。
2.3物料描述的具体要求2.4.1成品——基本型号+电压功率+颜色或标准规定名称。
例如:YA500(2) 220V900W磨砂YD500(2) 220V900W磨砂2.4.2 原材料——标准规定名称+规格+材质+形态+颜色或型号+热变形温度+阻燃等级+颜色。
例如:不锈钢板0.33*879.5*193/SUS430PP-338/热变形温度130℃/黑色(308色板)2.4.3标准件——标准规定名称+规格+材质+表面处理,根据对象而定。
例如:螺钉ST3x10十字槽盘头锥尾/镀镍3 物料编码规则3.1物料类型代码注:1) 成品:包装好后的产品。
2)材料:指采购回来后还需在公司內再组织加工的零部件。
3)包装:指采购回来后还需在公司内再包装零件4)组件:指由几个零部件装配在一起的组合体。
公司内根据目前情况主要指还需要再次加工的零部件。
3.2成品物料编码规则(11位)物料类型代号小类代号型号规格描述表面处理(颜色)品牌代号 6XXX X 11 234XX 5环保代号X XXX例如: 12150105011表示该成品为 11150010801表示该成品为黑金刚环保电压力锅YA500(2)御尚堂产品简包。
3.3原材料编码规则X XXXX XX 表面处理流水号/型号规则描述小类代码大类代码物料类型代码XX 环保代号X123456X原材料各层表示见下表:3.31五金件编码规则X XXXXX XX 表面处理流水号小类代码大类代码物料类型代码XX 环保X123456X注:如果没有升数流水号最前一位为O 表示。
物料编码规则手册文件编号:RD-0908-001版本:A4日期:物料编码格式及所用数字的含义零件编号一般格式:索佳物料编码格式由10位数字组成,在第三位与第四位、第七位与第八位之间用–连字符连接。
A1 A2 A3–B1 B2 B3 B4–C1 C2 C3A1:物料大类(按材质区分)A2A3:物料中类(按用途、类别等区分)B1B2B3B4:物料特征码(反映物料主要特征)C1C2C3:流水号特征码的说明:1、表03—表10中所使用的标量(参数、长度、宽度、直径、间距、外径、内径、中心距离、厚度、高度、环径、Pin脚数、通道数)说明:取实际数值的两位有效数字,当有效数位数大于两位时,取前面两位,当有效数位数小于两位时,后面补零。
例如:数值为838mm→83、0.3mm→30、3mm→30、300mm→30。
2、长宽高选取说明:取最长的作为长度,其次作为宽度。
3、物料型号说明:特征码选取物料型号中的四位数字,当不足四位时,前补零;当超过四位时,取前四位数字,字符舍去。
名称规格描述规范说明:物料编码中的名称及规格描述应书写规范,名称栏主要描述物料的中类特征和型号,如“螺丝,PWM”;规格描述栏描述物料的主要特征信息,其注:螺丝的直径与长度均为丝牙的直径与长度,通用螺丝的头径在规格描述中可不用标注,PW型螺丝的默认头径为φ6,其余螺丝默认头径为φ5。
注:面壳属于前盖注①幂数: B3=9 表示10-2B3=8表示10-1B3=0表示100B3=1表示101B3=2表示102B3=3表示103B3=4表示104B3=5表示105 B3=6表示106 B3=7表示107例如:1.789MHZ → B1B2=17,B3=5②误差: 电阻、电感:B4=1表示±1% B4=2表示±2% B4=3表示±5% B4=4表示±10% B4=5表示±20%电容:B4=1表示+80%/-20%B4=2表示±20%B4=3表示±10%B4=4表示±5%第21 页共21 页物料编码规则手册版本:A2。
编码原则指导说明书编码原则说明:以物料的编码为主线讲解编码的原则,但所讲编码原则同样适用于K3系统的客户编码、供应商编码、职员编码、部门编码、单位编码、仓库编码、各种类别编码和其他需要编码的任何项目等。
第一节物料编码的意义物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其他有关事项的一种管理工具。
在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。
此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而藉着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。
物料编码之功能如下:增强物料资料的正确性物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。
至于一物多名,一名多物或物名错乱之现象不致于发生。
提高物料管理的工作效率物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。
利于电脑的管理物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。
降低物料库存、降低成本物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。
防止物料舞弊事件之发生物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。
便于物料之领用库存物料均有正确的统一的名称及规格予以编码。
对用料部门的领用以及物料仓库的发料都十分方便。
第二节物料编码的原则物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则:●简单性●分类展开性●完整性●单一性●一贯性●可伸缩性●组织性●适应电脑管理●充足性●易记性一、简单性编码的目的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,则违反了编码之目的。
因切此物料编码在应用文字符号或数字上应力求简单明了,这样可节省阅读、填写、抄录的时间与手续,并可减少其中的错误机会。
物料编码规则说明书第1章目的为实现公司物料分类及电脑化管理,提高物料管理水平,特拟定本编码规则。
第2章适用范围适用于ERP系统中所有物料的编码定义。
第3章内容及流程以下物料编码以4位ASCII码字符表示,编码规则:2级2-2,具体格式和定义如下:◆整机:字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级4-2-2,具体格式和定义如下:◆模块:整机编码+字母+数字以下物料编码以8位ASCII码字符表示,编码规则:3级2-2-4,具体格式和定义如下:◆零件加工件:SL+类型+数字(类型:机加工件、雕刻件、手板、开模件)以下物料编码以10位ASCII码字符表示,编码规则:4级2-2-2-4,具体格式和定义如下:◆元器件、线材、标准件:SL+类型+字母+数字(类型:电子类,机械类)◆M : 原材料◆ A :生产辅料和消耗品◆ F :OEM产品及配件3.1 模块、产成品编码规则模块、产成品编码结构如下:模块编码结构如下:1 2 3 4 5 6 7 81-4位表示产品名称代号;用英文+数字表示,产品工艺代号在新产品立项时,由技术委员会确定。
工程部在新产品工程化时,更改《产品型号与工艺代号对照表》,交质管部受控发放。
当前工艺代号规定如下:◆SC18为SenloSL180产品工艺代号◆SC30为SenloSL300产品工艺代号◆SC50为SenloSL500产品工艺代号第6、7位表示属性及子系统模块类型,规定如下:产品系统:PR (Products)软件子系统:SO (Software)硬件子系统:HA (Hardware)机械子系统:MA (Macheinery)液路子系统:YL热工子系统:TS (Thermal subsystem)光学子系统:PT (Ptical)测试子系统:TE (Test)临床子系统:CL (Clinical)外购件:OU (Outsourcing)装配件:AS (Assembly)自制件:SE (Self-control)硬件子系统: HA (Hardware)◆电源模块:01 DY(Power module)◆PCB板模块:02 PC◆反应盘模块:03 RW (Reaction wheel module)◆试剂盘模块:04 RM (Reagent module)◆样本盘模块:05 SM (Sample module)◆采样针模块:06 SZ◆搅拌针模块:07 PZ (Pin module)◆加样模块:08 UP◆搅拌模块:09 SJ◆机架模块:10 JJ◆外壳模块:11 HM (Housing module)◆自动清洗模块:12 CX◆注射器模块:13 ZS◆液路模块:14 YL◆附件模块:15 FM◆光电模块:16 PB第7、8 位表示产品模块流水号,由工程师根据具体设计细节添加,再申请录入,原则是不允许有重号,具体规定如下:◆第9、10位的XX值表示该产品模块下的第XX装配,◆第11、12位表示该装配的第XX个零件,若为“00”则表示装配总成范例:反应盘模块的物料编码SC18RW011 2 3 4 5 6 7 8产品工艺代号:SC18属性/系统类型:RW产品模块流水号:01该规则可以保证产品编码唯一化零件加工件编码结构如下1 2 3 4 5 6 7 8 91-2位表示公司部门名称代号SY3-4位表示类型◆机加工件LA◆雕刻件(雕刻铝材YB 塑料材料DB)◆手板件(钣金材料BJ 塑料材料SB)◆开模件MD (开模补加工BM)6-9位表示流水号3.2 元器件、线材、标准件编码结构如下:1 2 3 4 5 6 7 8 9 10第1-2位表示公司部门:SY第3-4位表示系统类型:◆硬件子类HA◆机械子类MA第5-6位示器件、线材、标准件(如只有一位字母,第6位用0表示)以下为硬件的大分类代号,规定如下:◆成平单板:PC◆电阻类:R◆电容类:: C◆发光管: D◆稳压二极管:D◆整流二极管:D◆桥堆: D◆二极管: D◆连接器:J◆插件连接器:J◆贴片连接器:J◆三极管:T◆开关:K(拔码开关、空气开关、过流保护开关、电源开关)◆器件:IC (CPU、通讯IC、电源IC、运算放大器、逻辑IC器件、A/D采集类IC、时钟IC、驱动IC、存储器IC)◆线材L◆变压器:L◆电感:L◆固定电阻器:L◆排阻:L◆可变电阻器:L (包括电位器)◆独石电容:L◆陶瓷电容:L◆铝电解电容:L◆云母电容:L◆薄膜电容:L◆可调电容:L◆隔离变压器:L◆电源变压器:L◆磁珠:L◆电感:L◆晶体:Z◆晶振:Z◆钟振:Z◆压控晶振:Z第7-10位表示流水号3.3 原材料编码规则原材料编码结构如下:1 2 3 4 5 6 7 8 9 10 11 12 13第1为M,表示原材料项目第2、3位表示原材料大类编码,意义规定如下:♦ 金属原材料♦ 塑胶原材料♦ 试剂厂原材料第位表示原材料明细编码,方法见以下各章节。
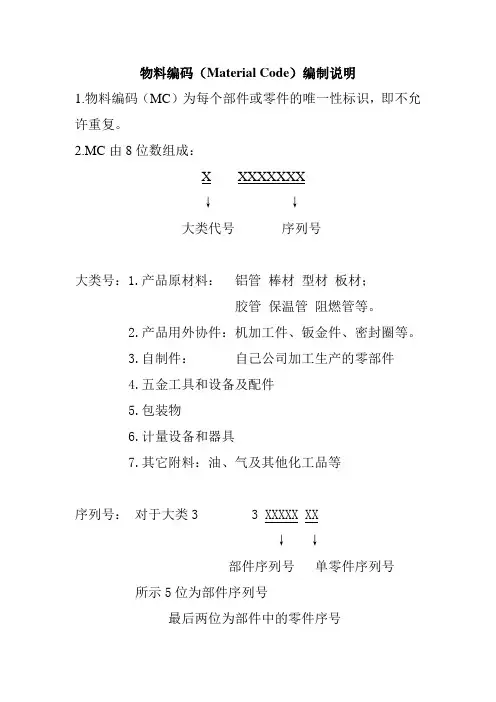
物料编码(Material Code)编制说明
1.物料编码(MC)为每个部件或零件的唯一性标识,即不允许重复。
2.MC由8位数组成:
X XXXXXXX
↓↓
大类代号序列号
大类号:1.产品原材料:铝管棒材型材板材;
胶管保温管阻燃管等。
2.产品用外协件:机加工件、钣金件、密封圈等。
3.自制件:自己公司加工生产的零部件
4.五金工具和设备及配件
5.包装物
6.计量设备和器具
7.其它附料:油、气及其他化工品等
序列号:对于大类3 3 XXXXX XX
↓↓
部件序列号单零件序列号
所示5位为部件序列号
最后两位为部件中的零件序号
对于其他大类:后七位为序列号。
物料编码规则手册文件编号:RD-0908-001版本:A4日期:物料编码格式及所用数字的含义零件编号一般格式:1 / 19索佳物料编码格式由10位数字组成,在第三位与第四位、第七位与第八位之间用–连字符连接。
A1 A2 A3–B1 B2 B3 B4–C1 C2 C3A1:物料大类(按材质区分)A2A3:物料中类(按用途、类别等区分)B1B2B3B4:物料特征码(反映物料主要特征)C1C2C3:流水号特征码的说明:1、表03—表10中所使用的标量(参数、长度、宽度、直径、间距、外径、内径、中心距离、厚度、高度、环径、Pin脚数、通道数)说明:取实际数值的两位有效数字,当有效数位数大于两位时,取前面两位,当有效数位数小于两位时,后面补零。
例如:数值为838mm→83、0.3mm→30、3mm→30、300mm→30。
2、长宽高选取说明:取最长的作为长度,其次作为宽度。
3、物料型号说明:特征码选取物料型号中的四位数字,当不足四位时,前补零;当超过四位时,取前四位数字,字符舍去。
名称规格描述规范说明:物料编码中的名称及规格描述应书写规范,名称栏主要描述物料的中类特征和型号,如“螺丝,PWM”;规格描述栏描述物料的主要特征信息,其余的物料信息在详细规格描述中表达.不同的信息字段用英文半角逗号”,”隔开,“×”以“*”代替,不允许有空隔符,其他连接符统一用半角格式。
2 / 193 / 19注:螺丝的直径与长度均为丝牙的直径与长度,通用螺丝的头径在规格描述中可不用标注,PW型螺丝的默认头径为φ6,其余螺丝默认头径为φ5。
4 / 19注:面壳属于前盖5 / 196 / 197 / 199 / 19注①幂数: B3=9 表示10-2B3=8表示10-1B3=0表示100B3=1表示101B3=2表示102B3=3表示103B3=4表示104B3=5表示105 B3=6表示106 B3=7表示107例如:1.789MHZ → B1B2=17,B3=5②误差: 电阻、电感:B4=1表示±1% B4=2表示±2% B4=3表示±5% B4=4表示±10%B4=5表示±20%电容:B4=1表示+80%/-20% B 4=2表示±20% B4=3表示±10% B4=4表示±5%10 / 19612 / 1913 / 1914 / 1915 / 1917 / 1918 / 1919 / 19。
物料编码是计算机系统对物料的惟一识别代码。
它用一组代码来代表一种物料。
物料编码必须是惟一的,也就是,一种物料不能有多个物料编码,一个物料编码不能有多种物料。
现存编码在企业当中是一种现存的编码资源,但是同一物料在企业中可能存在多种编码,应此,需要对不同种类物料的编码进行一个分析,确定分段选取策略。
物料的种类大致可以划分为原料(黑色、有色)、毛胚(锻件、铸件)、标准件、辅料、自制件、组件、半成品、成品、定制品甚至还包括工装工具、劳保用品、能源等等。
物料的编码大致可以划分为储位码、技术图号、分类加流水号、物料属性号、国标加规格号。
顺序编码是更简单的一种编码,计算机也可以提供流水编码的功能。
在没有现存的编码可利用的前提下,可以考虑顺序编码,或者称谓流水号编码。
赋义编码顾名思义是赋于编码一定含义。
这种编码常用的是层次码和属性码。
层次码可以表达物料的统计上的卷叠要求;属性码可以表达物料的配置要求。
好的编码方案应该是简单的,同时对编码的认识应该是细致的,如果没有很好的理由不要把资料的属性含义放到编码中。
物料编码的原则唯一性:同一种物料只能对应一个编码,同一编码只能代表一个物料,绝不能出现一个物料多个编码,或多个物料的情况。
对于同种物料,不同供应商提供时,应在编码中能够有所体现,以便区别并对物料进行追溯。
可使用性:编码的长度应在6-20之间,不宜过长,否则不易识别记忆规则性:按编码应当是按照一定的编码原则编制出来的,并配合对描述进行规范。
可读性:物料编码不一定要求一到就知道是哪种物料,但应当做到一看到物料就能够识别出该物料是属于哪一类的物料,可以考虑采用前段用分类码,后段用顺序码的方式进行编码。
编码的使用者应可以在较短的时间内对编码的方式有大致的了解。
通用性:同一编码原则应能涵盖大多数物料,新增加的品种也能够适应可扩展性:编码原则的制定应能考虑公司5-10年内物料的变化趋势。
并且要对不同的情况留有一定的余地。
例如贴片物料的封装,现在主要用的是0805,0603,可能以后会逐渐使用0402和0201的,那么在编码原则中应当为这些物料留出余地。
X X X X X X(集团)有限公司管理信息系统编码手册一、手册说明本手册规定了本公司信息系统的物料编码原则和操作规范,本公司K3系统内的所有物料编码都必须按本文件执行。
物料编码:指物料在k3中的10位通用代码,按照编码规则生成。
物料名称:该物料的常用名称,应该简短、清楚的表达物料。
物料规格:对于自行设计的物料,直接使用图号;对于标准件,使用符合标准要求的标准代号;按其他公司的物料清单直接选用的物料,使用厂家的物料代号,同时注明厂家(同一实物可以多个厂家供货,编码相同,用不同的厂家代码区分)。
物料分类:根据本手册,一个物料所属于的分类(直接在系统中查),同时必须按照编码规则提供辅助信息。
二、物料编码原则物料是一个广义的存货概念,为了保证本集团内部数据的统一,本集团统一使用一套物料编码体系,各分公司不使用的物料在分公司帐套中隐藏。
物料编号由数段物料分类号和末级编码组成!为简化实物管理,降低库存,减少bom修改,不同厂家提供的相同物料在系统中采用同一个编码,同时录入厂家代码对照表。
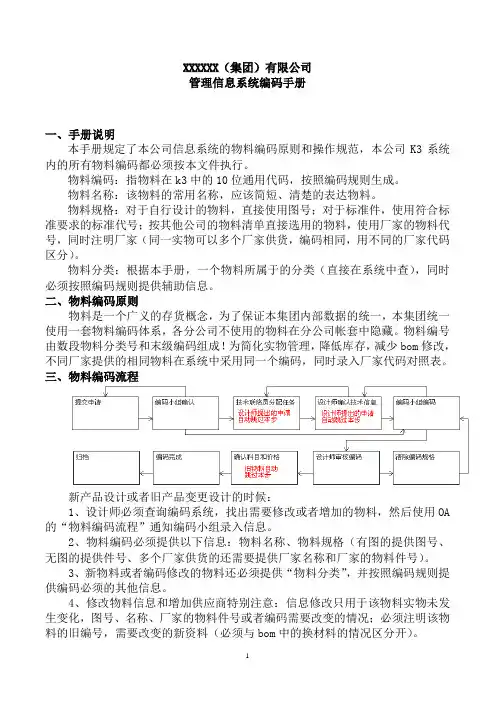
三、物料编码流程新产品设计或者旧产品变更设计的时候:1、设计师必须查询编码系统,找出需要修改或者增加的物料,然后使用OA 的“物料编码流程”通知编码小组录入信息。
2、物料编码必须提供以下信息:物料名称、物料规格(有图的提供图号、无图的提供件号、多个厂家供货的还需要提供厂家名称和厂家的物料件号)。
3、新物料或者编码修改的物料还必须提供“物料分类”,并按照编码规则提供编码必须的其他信息。
4、修改物料信息和增加供应商特别注意:信息修改只用于该物料实物未发生变化,图号、名称、厂家的物料件号或者编码需要改变的情况;必须注明该物料的旧编号,需要改变的新资料(必须与bom中的换材料的情况区分开)。
5、举例:旧物料簧片SC6350-3772052-01,实物不变,规格改为“SC6350-3772051-01”;名称改为“SC6350前大灯簧片”;编码不正确,分类“原材料_灯具材料_金属件_簧片”,按编码标准需要提供“大类、小类、车型、产品类别”是个信息,因为前面的名称、规格、分类已经能表述“大类、小类、车型”了,可以不再重复,“前大灯”在灯具产品类别中查不到,所以还需要提供产品类别:组合前灯。
物料编码规则编写说明书文件编号(FILE NO):版本号(VERSION):颁布日期(ISSUE DATE):编写人(PREPARED BY):日期(DATE):审核人(CHECKED BY):日期(DATE):批准人(APPROVALED BY):日期(DATE):此编码规则为新更改规则,以后工厂物料编码以此为准,此版本自颁布之日起生效制定:工程部目录封面 (1)目录 (2)物料编码编写规则架构及说明 (3)物料总分类明细表 (4)成品类物料编码编写规则 (12)半成品物料编码编写规则 (17)塑胶类物料编码编写规则 (24)五金类物料编码编写规则 (26)包装类物料编码编写规则 (31)电子类物料编码编写规则 (33)塑料类物料编码编写规则 (50)玻璃类物料编码编写规则 (54)杂项类物料编码编写规则 (57)物料编码编写规则架构及说明一、目的:为统一和规范本公司所有产品物料编号特制定本规则二、使用范围:本公司所有产品(包括成品、半成品、原材料、零件材料类和其它杂项类及外购产品等)。
三、基本规则:以14位数编写所有产品编码,具体编法及内容详细说明见各物料编码规则。
四、物料编码架构规则示意图:BOM结构及示意图:第一阶层:整机第二阶层:半成品组件第三阶层:半成品组件之物料成品(整机)半成品组件A(外壳)半成品组件B(主板)半成品组件C(灯板)其它配件D物料C物料B物料A物料A物料B物料C物料A物料B物料C物料C物料B物料A 物料总分类明细表整机类物料编码编写规则一、物料类别:成品类物料二、物料编写格式:X X X X X X—X X —X—X X—X X—XA B C D E FX X X X X X6、外壳的编号5、摄像机的解析度4、传感器的尺寸大小3、摄像机色彩、功能的划分2、芯片的厂商1、所代表的机型1A字段说明:1.1代表的机型L —枪机 M —小半球(C 接口) X —大半球(CS 接口) R —红外防水 H —红外半球 V —防暴半球 Y —烟感 B —迷你 F —飞碟 I —体机 A —半球双驱 D —红外双滤光片 C —抄表仪1.2 芯片的厂商S —SONY Y —SONY(4103) H —SHARP L —LGM —CMS X —NEXTHCIP 2010/2010 W —SONY 2170宽动态 摄像机色彩、功能的划分C —彩色 B —黑白 N —彩转黑 I —彩色低照 J —黑白低照W —宽动态 1.3 传感器的尺寸大小2—1/2” 3—1/3” 4—1/4” 1.4 摄像机的解析度2—420线 3—450线 4—480线 6—520线 8—600线 9—700线1.5 机型外壳编号1—1号壳 2—2号壳 3—3号壳 4—4号壳 5—5号壳 6—6号壳7—7号壳 8—8号壳 9—9号壳 A —10号壳B —11号壳C —12号壳依次类推(1~10 10以上用字母A~Z 表示) 注:以规则仅为整机类命名.2 B 字段说明:2.1 代表外壳颜色B —黑色(black) W —白色(white) A —银白色(argentine) R —褐色(brown) G —灰色(gray) P —电镀银(plating) 若无此项用“X ”表示 2.2 整机可变数:M —菜单 K —单驱 A —音频 D —双驱若无则以X 表示XX2、代表整机可变数 1、代表外壳颜色3C字段代表灯板号:3.0 机型:HA、HB、HCJ—23*Φ5*45度双排K—23*Φ5*60度双排L—18*Φ5*45度双排M—18*Φ5*60度双排N—18*Φ5*90度双排3.1 机型:V2、H1、H9、RD、RK、R2A—12*Φ5*30度B—12*Φ5*45度C—12*Φ5*60度D—18*Φ5*30度E—18*Φ5*45度F—18*Φ5*60度G—24*Φ5*30度H—24*Φ5*45度I—24*Φ5*60度3.2 机型:R1 、R4、R5A—24*Φ5*30度B—24*Φ5*45度C—24*Φ5*60度D—30*Φ5*30度E—30*Φ5*45度F—30*Φ5*60度G—35*Φ5*45度H—35*Φ5*60度I—35*Φ5*30度J—24*Φ5*90度3.3 机型:R3、R8、RF、RJ、RGA—30*Φ8*15度B—30*Φ8*30度C—30*Φ8*45度D—30*Φ8*60度F—30*Φ8*10度3.4 机型:R9A—36*Φ5*30度B—36*Φ5*45度C—36*Φ5*60度3.5 机型:RA 、RJ、RGA—36*Φ8*15度B—36*Φ8*30度C—36*Φ8*45度D—36*Φ8*60度E—食人鱼灯板(12个食人鱼灯)F—36*Φ8*30度(RA) G—36*Φ8*15度(RA) H—36*Φ8*45度(RA)I—36*Φ8*60度(RA) J—36*Φ8*10度(RA)3.6 机型:RBA—食人鱼灯板(12食人鱼灯+12个Φ8灯)B—食人鱼灯板(6个杯灯+25个Φ8灯)3.7 机型:RC 3.8 机型:C1E—杯灯A—8*Φ5(白光)3.9 机型:H3A—12*Φ5*60度3.a 机型:V5 RHA—36*Φ5*60度B—36*Φ5*45度C—36*Φ5*30度3.c 机型:V9A —21*Φ5*60度B —21*Φ5*45度 B —21*Φ5*30度3.d 机型:C1(车载外壳)A—18*5*60度B—18*5*90度3.e 机型RLA —48*5*30度B —48*5*45度C —48*5*60度 3.f 机型HF/HDA —22*5*60度B —22*5*45度C —22*5*30度 3.g 机型RT/RV/RW/RZA —24*8*30度B —24*8*45度 K —24*8*60度 D —48*5*30度 E —48*5*45度 F —48*5*60度 3.h 机型R2A —24*Φ5*30度B —24*Φ5*45度C —24*Φ5*60度 3.i 机型R7A —24*Φ5*30度B —24*Φ5*45度C —24*Φ5*60度 3.j 机型RS/RUA —36*8 *10度B —36*8 *15度C —36*8 *45度D —36*8 *60度 3.K 机型RS/RUA —78*5 *60度B —78*5 *45度C —78*5 *30度 3.L 机型VDF —30*Φ5*60度 I —30*Φ5*60度 J —30*Φ5*60度 3..M 机型RXF —30*Φ5*60度 I —30*Φ5*60度 J —30*Φ5*60度 3..N 机型REA —108*Φ5*30度B —108*Φ5*45度C —108*Φ5*60度若无此项用“X ”表示4 D 字段详细说明:2、代表滤光片 1、代表镜头型号4.1 镜头型号;4.1.1 机型:M1/M2/M4/M7/M8/MF/H1/H9/HA/HB/HC/HD/Y1/Y2/R1/R2/R4/R5/R6/R9/RD/V1/V2/V3/V5/V9/F1/F2)(A~Z) 匹配镜头:单板机镜头-感红外(直径14带螺牙) A — 3.6mm B —4mm C —6mm D —8mm E —12mmF —3.7mmG —2.8mm W —2.1mm Y —16mm N —4.3mmH —4~9mm 4.1.2 机型:X3/X5/X6/X7/A5/R3/R7/R8/M3/V4/V6/RF (A~Z )4.1.2.1 匹配镜头:固定光圈手动调焦距镜头-感红外CS 接口H —4mm I —6mm J —8mm K —12mm L —16mm M —25mmXX4.1.2.1匹配镜头:手光圈手动调焦距镜头-感红外CS接口O—2.8mm P—4mm Q—6mm R—8mm S—16mmT—25mm U—35mm A—12mm4.1.3机型: RA/RB/RC(A~Z)4.1.3.1 匹配镜头:固定光圈手动调焦距镜头-感红外CS接口H—4mm I—6mm J—8mm K—12mm L—16mmM—25mm4.1.3.2匹配镜头:手动光圈手动调焦距镜头-感红外CS接口O—2.8mm P—4mm Q—6mm R—8mm S—16mmT—25mm U—35mm A—12mm Z—8.5~51mmN—6~60mm4.1.4机型:B1/ B2(A~Z)4.1.4.1匹配镜头:单板机镜头-感红外 N—4.3mm4.1.4.2匹配镜头:针孔镜头V—3.7mm W—4.3mm4.1.5机型:一体机(A-Z)A—3.9-85.8mm4.1.6机型:V9/M9 板机接口(直径14不带螺牙)A—4-9mm B-2.8-11mm C-2.8-10mm D-3.5-8mm4.1.7机型: M9 DC光圈手动变焦A—4-9mm B-2.8-11mm C-2.8-10mm D-3.5-8mm I—3.5-9mm若无此项用“X”表示。
物料编码指导书1第一章信息编码概述一、编码的重要作用实施应用ERP/MRPⅡ的关键有硬件、软件、数据、组织、管理五大要素。
其中数据的整理、编码和录入是系统在企业实施的拦路虎,有人将企业管理信息系统的工作量说成"三分技术、七分组织、十二分数据",一点不过分。
数据整理与编码是整个ERP系统实施的基础,数据整理就包括物料编码与资料录入。
物料的编码是所有物料在企业的户口,它的应用就如同人的身份证号一样,企业生产技术的各个环节的业务人员和一线工人每天都在使用它,但是各个环节的人员所关心的属性信息各不相同,因此物料编码不需要包含太多的属性信息,仅仅将各个环节的人员共同关心的主要属性信息有所反映就可以了,如果企图将许多属性信息一起反映出来,那么势必会造成推广上的失败。
二、编码的概1、定义编码——是对系统中的信息,如物料、客户、地区、零件、产品、部门给予的相应符号的惟一标识。
2、作用1、编码是系统惟一识别某个、某类信息的依据2、编码是进行信息分类、校核、合计、检索的关键字3、编码可克服项目参差不齐的缺点,节省内存与外存空间4、编码是系统化、标准化、逻辑化的有效手段5、物料编码又是MPS、MRP、库存准确性的依据三、编码工作的内容1. 建立编码体系,确定编码原则2. 数据整理与分析:物料数据的整理是整理工程数据的前提,包括给企业范围内的材料、外购件、毛坯、零件、部件、产品等所有物料编码,3. 制定编码方案与编码框架:编码工作的关键是建立代码编制的原则与编码方案,将各类物料的编码框架搭建起来。
4. 具体编码:组织有关单位根据编码方案,对每种物料进行具体的逐一编码。
5. 测试与颁布:编码体系建立后,必须进行严格的测试才能定版。
具体作法是,录入数据进行试用,所选数据要有广泛性、代表性。
试用过程中检验编码体系的完整性、可扩充性,边改边用,直到适用为止。
编码体系建立后,由各部门认可后,经企业负责人批准即可作为企业标准进行推广应用。
物料编码作业指导书************************履行部门 ( 者, 工序 ):文件公布原始印章查验部门 ( 者, 工序 ):实行日期 :一、目的:依据简单性、分类性、扩展性、完好性、一向性、易记性原则,拟订物料编码规定,便于物料管理,使物料编码规范一致化。
二、合用范围:仓管组对物料的编码指导,规范作业。
三、内容:(一)、物料编码规则:一级代码+二级代码(字母两位) +三级代码(数字 1 位) +流水号(数字三位)。
(二)、物料编码定义:物料品名:表示物料种类的一般性称呼、如硅胶料、色膏、塑胶料、色粉、油墨、溶剂、胶水、化学品。
物料规格:关于物料名称的特定说明,如厂商赐予的编号、产品大小、用途等。
.(三)、物料编码原则:企业所用物料依据用途不一样区分为 5 大类其代码为一级代码,原资料代码为A、包装物代码为B、办公品代码为H、五金类代码为J、日用品代码为X。
二级代码的编码规则:取资料物件名的前两个汉字拼音的首位字母,资料物件名为英文时,则取英文字母的前两位字母,若有重复则今后取字母。
当物料分类单调,无同类时,则三级代码为0。
例:新购一种丈量工具, 其一级代码为J, 二级代码为CL, 三级代码为0, 同用途流水号原物料编到235, 则接着今后编为236 ,即该物料编码为JCL0236。
流水号(除维修配件)是由三位数字表示,从001 开始挨次编码。
维修配件的流水号从第三级编码开始编写,维修配件撤消三级代码,从第三级开始为流水号,挨次从0001开始编写。
当资料下边(除维修配件)还分有同类型不一样用途时,则三级代码一定从 1 开始进行编码。
A,二级代码BM,三级代码2,流水号为002,即编码为ABM2002。
例:新购一种TPU薄膜,其物料编码为:一级代码物料编码规则见下表一级代码二级代码三级代码名称一级代码二级代码三级代码名称A原资料J五金类BM薄膜CL丈量工具1PC薄膜DD电动工具2TPU薄膜JG紧固件3PET 薄膜JT机台配件DM导电薄膜JZ建筑装潢五金类DZ电子类QY起重及液压工具GJ硅胶SG手工具GP金属类SZ丝锥HL导电粒WX维修配件JD胶带XD铣刀A1双面胶J XF消防JS胶水YH易耗品SG色膏1机油SL塑料2试剂XJ1IMD 油墨3溶剂YM2硅胶油墨ZT钻头3塑喷油墨X日用品4硅印油墨LB劳保5溅镀油墨YP药品6塑印油墨H办公用品7钢片油墨CG橱柜(办公类)B包装物IT ITMZ木质类RC平时办公用品SL塑料TX通信器械TZ铁质类YS印刷品ZZ纸质类原料进货批号编码规则批号批号批号批号批号原料种类原料种类原料种类原料种类原料种类代码代码代码代码代码硅胶AA硅胶喷涂油墨AG颜色粉BD导电薄膜橡胶AB导电粒AH注塑料BE固化剂促使剂AC办理剂AJ钢片喷涂油墨BF稀释剂缩水剂AD IMD 薄膜BA胶水CA钢片色膏AE塑料印刷油墨BB双面胶CB铜材硅胶印刷油墨AF塑料喷涂油墨BC单面胶CC导电油墨注:原料每次进货后,仓管员依照供方生产日期的不一样和各原料批号代码对其编制批号如注塑料料批号: BE0,则 BE 为原料批号代码, 09 为年月, 01 为月份, 12 为来料日期,有两个或以上生产日期 , 批次编为 002、 003 ,挨次类推 .四、新增与改正、删除申请流程:CD防尘网CJCE PC板材CKCF钢片喷涂DACG硅胶产品DBCH铝合金DCCI工程物料GC ,规则为批号前两位为批号代码,1为当天来料批次。
23【XX】物料编码规则说明书V10物料编码规则讲明书物料分类及编码规则公司所有物料实行分类治理,成品划分为线径、品牌、型号、支数、片数、插卡、盒数、线径品牌型号支数片数插卡盒数长度颜色XXX XXXX XXXXX XXX XX X XX XXX X4位阿拉伯数字)物料三级类不(2位阿拉伯数字)物料二级类不(2位阿拉伯数字)物料一级类不(1位阿拉伯数字)一、编码原则1.1一级分类及编码:二、类不详细定义及规则讲明1.01产品命名规则:类不定义:夏盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:半盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:全盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:越野盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:揭面盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:哈雷盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:玩具盔名称规则:型号+光/花+(客户商标)+材质+标准规格描述的规则:无类不定义:销售配件名称规则:型号+代码+颜色+码数规格描述的规则:无类不定义:塑料壳体名称规则:产品型号+壳体(内/外)+材料描述规格描述的规则:无类不定义:复材壳体名称规则:产品型号+壳体(内/外)+材料描述规格描述的规则:无类不定义:下巴名称规则:产品型号+下巴+材料描述规格描述的规则:无类不定义:帽檐帽檐名称规则:产品型号+帽檐+材料描述规格描述的规则:无类不定义:帽檐打扣名称规则:产品型号+帽檐打扣+材料描述规格描述的规则:无类不定义:前风件名称规则:产品型号+前风件+材料描述规格描述的规则:无类不定义:后风件名称规则:产品型号+后风件+材料描述规格描述的规则:无类不定义:嘴风件名称规则:产品型号+嘴风件+材料描述规格描述的规则:无类不定义:侧风件名称规则:产品型号+侧风件+材料描述规格描述的规则:无类不定义:转弯角名称规则:产品型号+转弯角+材料描述规格描述的规则:无类不定义:转弯角内件名称规则:产品型号+转弯角内件+材料描述规格描述的规则:无类不定义:下巴档片名称规则:产品型号+下巴档片+材料描述规格描述的规则:无类不定义:内镜片支架名称规则:产品型号+内镜片支架+材料描述规格描述的规则:无类不定义:内镜片开关名称规则:产品型号+内镜片开关+材料描述规格描述的规则:无类不定义:内镜片开关底座名称规则:产品型号+内镜片开关底座+材料描述规格描述的规则:无类不定义:镜片旋钮名称规则:产品型号+镜片旋钮+材料描述规格描述的规则:无类不定义:镜片压圈名称规则:产品型号+镜片压圈+材料描述规格描述的规则:无类不定义:外镜片支架名称规则:产品型号+外镜片支架+材料描述规格描述的规则:无类不定义:护鼻名称规则:产品型号+护鼻+材料描述规格描述的规则:无类不定义:护鼻挡片名称规则:产品型号+护鼻挡片+材料描述规格描述的规则:无类不定义:外镜片底座名称规则:产品型号+外镜片底座+材料描述规格描述的规则:无类不定义:帽檐垫片名称规则:产品型号+帽檐垫片+材料描述规格描述的规则:无类不定义:前包胶名称规则:产品型号+前包胶+材料描述规格描述的规则:无类不定义:壳体档位件名称规则:产品型号+壳体档位件+材料描述规格描述的规则:无示例:类不定义:下巴档位件名称规则:产品型号+下巴档位件+材料描述规格描述的规则:无类不定义:下巴开关名称规则:产品型号+下巴开关+材料描述规格描述的规则:无类不定义:下巴锁件底座名称规则:产品型号+下巴锁件底座+材料描述规格描述的规则:无类不定义:下巴连接件名称规则:产品型号+下巴连接件+材料描述规格描述的规则:无类不定义:侧块挡片名称规则:产品型号+侧块挡片+材料描述规格描述的规则:无类不定义:塑料螺丝名称规则:产品型号+塑料螺丝+材料描述规格描述的规则:无类不定义:后包胶名称规则:产品型号+后包胶+材料描述规格描述的规则:无类不定义:前风件名称规则:产品型号+前风件+材料描述+喷漆颜色规格描述的规则:无类不定义:后风件名称规则:产品型号+后风件+材料描述+喷漆颜色规格描述的规则:无类不定义:嘴风件名称规则:产品型号+嘴风件+材料描述+喷漆颜色规格描述的规则:无类不定义:侧风件名称规则:产品型号+侧风件+材料描述+喷漆颜色规格描述的规则:无类不定义:镜片旋钮名称规则:产品型号+镜片旋钮+材料描述+喷漆颜色规格描述的规则:无类不定义:镜片压圈名称规则:产品型号+镜片压圈+材料描述+喷漆颜色规格描述的规则:无示例:类不定义:外镜片支架名称规则:产品型号+外镜片支架+材料描述+喷漆颜色规格描述的规则:无类不定义:帽檐垫片名称规则:产品型号+帽檐垫片+材料描述+喷漆颜色规格描述的规则:无类不定义:前风件名称规则:产品型号+前风件+材料描述(套)规格描述的规则:无类不定义:后风件名称规则:产品型号+后风件+材料描述(套)规格描述的规则:无类不定义:嘴风件名称规则:产品型号+嘴风件+材料描述(套)规格描述的规则:无类不定义:侧风件名称规则:产品型号+侧风件+材料描述(套)规格描述的规则:无名称规则:产品型号+帽檐螺丝+材料描述(套)规格描述的规则:无类不定义:帽顶热压名称规则:模具型号+帽顶热压+布料颜色+海绵厚度+码数规格描述的规则:无类不定义:皮热压名称规则:模具型号+皮热压+皮料颜色+海绵厚度+码数规格描述的规则:无类不定义:热压后块名称规则:模具型号+热压后块+布料颜色+海绵厚度+码数规格描述的规则:无类不定义:热压前块名称规则:模具型号+热压前块+布料颜色+海绵厚度+码数规格描述的规则:无类不定义:热压左右块名称规则:模具型号+热压左右块+布料颜色+海绵厚度+码数规格描述的规则:无名称规则:模具型号+胶板啤制+胶板厚度+码数规格描述的规则:无类不定义:皮啤制名称规则:模具型号+皮啤制+皮料颜色+码数规格描述的规则:无类不定义:布袋印字/刺绣名称规则:布袋模版型号+布料颜色+客户商标规格描述的规则:无类不定义:耳仔皮印字/刺绣名称规则:产品型号+耳仔皮+材料+客户商标规格描述的规则:无类不定义:帽带皮印字/刺绣名称规则:产品型号+帽带皮+材料+客户商标规格描述的规则:无类不定义:后枕皮印字/刺绣名称规则:产品型号+帽芯后枕皮+材料+客户商标规格描述的规则:无类不定义:帽顶印字/刺绣名称规则:产品型号+帽顶+材料+客户商标规格描述的规则:无示例:类不定义:网布复合名称规则:原材料名称+复合材料规格描述的规则:无类不定义:皮复合名称规则:原材料名称+复合材料规格描述的规则:无类不定义:布复合名称规则:原材料名称+复合材料规格描述的规则:无类不定义:胶板复合名称规则:原材料名称+复合材料规格描述的规则:无类不定义:海绵复合名称规则:原材料名称+复合材料规格描述的规则:无类不定义:帽带名称规则:产品型号+帽带+材料+插扣名称+码数规格描述的规则:无类不定义:帽芯名称规则:产品型号+帽芯+材料+客户标签+码数规格描述的规则:无类不定义:耳仔名称规则:产品型号+耳仔+材料+码数规格描述的规则:无类不定义:护托/鼻名称规则:产品型号+护托/鼻+客户规格描述的规则:无类不定义:后枕名称规则:产品型号+后枕规格描述的规则:无类不定义:围巾名称规则:产品型号+围巾规格描述的规则:无类不定义:布袋名称规则:布袋名称+材料+客户商标规格描述的规则:无类不定义:侧块名称规则:产品型号+侧块(材料)规格描述的规则:无示例:类不定义:嘴块名称规则:产品型号+嘴块(材料)规格描述的规则:无类不定义:防水布名称规则:产品型号+防水布+客户商标规格描述的规则:无类不定义:泡沫布名称规则:产品型号+泡沫布+材料+码数规格描述的规则:无类不定义:主体泡沫名称规则:产品型号+泡沫+标准+码数规格描述的规则:无类不定义:后皮名称规则:产品型号+后皮+材料+码数规格描述的规则:无类不定义:尾箱名称规则:产品型号+尾箱(颜色)+是否带靠背+是否带货架规格描述的规则:无类不定义:手套名称规则:手套+产品型号+码数+颜色规格描述的规则:无类不定义:雨披名称规则:单双头+雨披+产品型号+码数+颜色规格描述的规则:无类不定义:雨衣名称规则:雨衣+型号+颜色规格描述的规则:无类不定义:锁名称规则:锁+产品型号+性能+颜色规格描述的规则:无类不定义:护手名称规则:护手+产品型号+颜色+码数规格描述的规则:无类不定义:护膝名称规则:护膝+产品型号+颜色+码数规格描述的规则:无类不定义:尾箱配件名称规则:尾箱配件+型号+板块规格描述的规则:无示例:类不定义:尾箱镜片名称规则:尾箱反光灯片+型号+颜色规格描述的规则:无类不定义:线名称规则:型号+颜色+线规格描述的规则:无类不定义:绳子名称规则:颜色+绳子规格描述的规则:无类不定义:织带名称规则:规格+材料+织带+颜色规格描述的规则:无类不定义:捆条布名称规则:颜色+捆条布+规格规格描述的规则:无类不定义:拉链名称规则:规格+拉链+颜色规格描述的规则:无类不定义:魔术贴名称规则:规格+(勾/绒面)+魔术贴+是否过胶规格描述的规则:无类不定义:螺丝名称规则:规格+铝螺丝规格描述的规则:无类不定义:螺母名称规则:规格+螺母规格描述的规则:无类不定义:铆钉名称规则:规格+颜色+铆钉规格描述的规则:无类不定义:帽带扣名称规则:规格+帽带扣规格描述的规则:无类不定义:鸡眼名称规则:铜鸡眼+颜色规格描述的规则:无类不定义:铁片名称规则:名称+规格+铁片规格描述的规则:无示例:类不定义:钮扣名称规则:颜色+规格+钮扣规格描述的规则:无类不定义:铝网名称规则:产品型号+铝网规格描述的规则:无类不定义:弹簧名称规则:产品型号+弹簧规格描述的规则:无类不定义:垫片名称规则:规格+垫片规格描述的规则:无类不定义:白片名称规则:产品型号+材料+颜色+客户商标规格描述的规则:无类不定义:茶片名称规则:产品型号+材料+颜色+客户商标规格描述的规则:无类不定义:反光片名称规则:产品型号+材料+颜色+客户商标规格描述的规则:无类不定义:渐变片名称规则:产品型号+材料+颜色+客户商标规格描述的规则:无类不定义:电镀片名称规则:产品型号+材料+颜色+客户商标规格描述的规则:无类不定义:防雾片名称规则:产品型号+材料+防雾片+客户商标规格描述的规则:无类不定义:导电片名称规则:产品型号+材料+导电片+客户商标规格描述的规则:无类不定义:内镜片名称规则:产品型号+内镜片+颜色+客户商标规格描述的规则:无类不定义:风镜名称规则:产品型号+风镜+颜色+客户商标规格描述的规则:无示例:类不定义:滴胶名称规则:客户+产品型号+滴胶+颜色规格描述的规则:无类不定义:上胶边名称规则:产品型号+上胶边(颜色)规格描述的规则:无类不定义:下胶边名称规则:产品型号+下胶边(颜色)+尺寸规格描述的规则:无类不定义:后接口名称规则:产品型号+后接口(颜色)规格描述的规则:无类不定义:前插片名称规则:产品型号+后接口(单位)规格描述的规则:无类不定义:PU块名称规则:产品型号+ PU块规格描述的规则:无类不定义:布料名称规则:规格+颜色+材料+海绵规格规格描述的规则:无类不定义:海绵名称规则:材料+海绵规格规格描述的规则:无类不定义:网布名称规则:规格+颜色+材料+海绵规格规格描述的规则:无类不定义:皮料名称规则:规格+颜色+材料+海绵规格规格描述的规则:无类不定义:自粘布名称规则:规格+颜色+材料+海绵规格+上自粘规格描述的规则:无类不定义:净布名称规则:规格+颜色+材料+克重规格描述的规则:无类不定义:EV A名称规则:厚度+EV A+密度+是否上自粘规格描述的规则:无类不定义:胶板名称规则:厚度+胶板规格描述的规则:无类不定义:油漆名称规则:颜色+PU号规格描述的规则:无类不定义:固化剂名称规则:固化剂规格描述的规则:无类不定义:稀释剂名称规则:稀释剂规格描述的规则:无类不定义:开油水名称规则:开油水规格描述的规则:无类不定义:返工水名称规则:返工水规格描述的规则:无4.07.01产品命名规则:类不定义:洗洁精名称规则:洗洁精规格描述的规则:无类不定义:胶水名称规则:型号+胶水规格描述的规则:无类不定义:添加剂名称规则:添加剂规格描述的规则:无类不定义:抛光蜡名称规则:抛光蜡规格描述的规则:无类不定义:润滑剂名称规则:润滑剂规格描述的规则:无类不定义:挽救剂名称规则:挽救剂规格描述的规则:无类不定义:底涂剂名称规则:底涂剂规格描述的规则:无类不定义:松节水名称规则:松节水规格描述的规则:无类不定义:抛光剂名称规则:抛光剂规格描述的规则:无类不定义:促进剂名称规则:促进剂规格描述的规则:无类不定义:树脂名称规则:树脂规格描述的规则:无类不定义:脱模剂名称规则:脱模剂规格描述的规则:无类不定义:原子灰名称规则:原子灰规格描述的规则:无4.07.14产品命名规则:类不定义:干燥剂名称规则:干燥剂规格描述的规则:无类不定义:地板胶名称规则:地板胶规格描述的规则:无类不定义:热熔胶名称规则:颜色+热熔胶规格描述的规则:无类不定义:外箱名称规则:产品型号+外箱+客户商标+装箱数规格描述的规则:无类不定义:内箱名称规则:产品型号+内箱+客户商标规格描述的规则:无类不定义:配件箱名称规则:产品型号+配件箱+客户商标规格描述的规则:无类不定义:贴纸名称规则:花纸号+颜色规格描述的规则:无类不定义:头尾侧标名称规则:商标+颜色规格描述的规则:无类不定义:ABS料工程料名称规则:材料名称+供应商规格描述的规则:无类不定义:色种/色母名称规则:颜色+色种规格描述的规则:无类不定义:不干胶名称规则:颜色+重量+尺码规格描述的规则:无类不定义:警告标名称规则:客户+颜色+语言+码数规格描述的规则:无类不定义:尺码标名称规则:颜色+尺码标+码数规格描述的规则:无4.13.03产品命名规则:类不定义:认证标名称规则:产品型号+颜色+认证号码规格描述的规则:无类不定义:讲明书名称规则:产品型号+讲明书+商标规格描述的规则:无类不定义:吊卡名称规则:产品型号+吊卡+商标规格描述的规则:无类不定义:主体泡沫名称规则:模号+主体泡沫+密度规格描述的规则:无类不定义:侧块名称规则:模号+侧块+密度规格描述的规则:无类不定义:嘴块名称规则:模号+嘴块+密度规格描述的规则:无类不定义:顶块名称规则:模号+(内/外)顶块+密度规格描述的规则:无类不定义:封口胶名称规则:客户商标+封口胶规格描述的规则:无类不定义:双面胶名称规则:双面胶+型号+尺寸规格描述的规则:无类不定义:胶针名称规则:规格+胶针规格描述的规则:无类不定义:胶袋名称规则:尺寸+是否自封袋规格描述的规则:无。
物料编码规则说明书1. 引言本文档旨在定义和描述公司物料编码规则,以提供一致性和标准化的物料编码系统。
该规则适用于公司内所有物料,包括原材料、成品和零配件等。
统一的物料编码系统能够帮助公司更好地管理和跟踪物料,提高生产效率和管理水平。
2. 目标建立一套易于理解和使用的物料编码规则,具备以下优点: - 独特性:每个物料编码在整个公司内唯一,并能够准确地区分不同物料; - 可扩展性:编码规则能够应对公司发展和物料种类的增加; - 简洁性:编码规则简洁明了,易于记忆和使用; - 可读性:编码能够提供有关物料的基本信息,使用户能够迅速了解物料特征。
3. 编码规则3.1 主要编码规则物料编码由以下几个部分组成:3.1.1 类别标识符类别标识符用于区分不同的物料类别,并采用大写字母表示。
常见的类别标识符包括: - RM:原材料 - FG:成品 - SP:零配件3.1.2 分类标识符分类标识符用于进一步区分同一类别下的不同物料,由数字表示。
公司根据具体情况自定义分类标识符的范围和含义。
3.1.3 属性标识符属性标识符用于描述物料的特征和属性,采用由字母和数字组合的编码。
其中部分属性标识符包括: - S:大小(Small) - M:中等(Medium) - L:大(Large)- C:颜色(Color)3.2 示例编码根据上述编码规则,以下是一些示例物料编码: - RM01S:原材料01,大小为小 - FG05LC:成品05,颜色为蓝色,大小为大 - SP02M:零配件02,大小为中等4. 使用指南为了有效使用物料编码系统,以下是几点使用指南:4.1 新物料编码对于新增的物料,应按照编码规则进行编码,并确保编码的独一无二性。
如果出现重复或冲突的编码,应与相关部门进行沟通解决。
4.2 查询和检索通过物料编码可以快速查询和检索物料信息。
请使用公司提供的相应工具或系统来实现该功能。
4.3 物料变更和更新当物料发生变更或更新时,应及时更新物料编码系统。
ERP索要编码参数完善说明
为了完善产品编码,尽量避免编码规格不清楚、重复现象;现整理如下规格型号要求,完善我司编码,便于后期各个部门办公。
后期各部门索要编码需按以下规范进行:
1、物料或部件为市场上或供应商成型常规产品,则按照市场、供应
商产品名称命名。
2、物料或部件为我公司专用设计产品,则应提前申请技术研发根据
产品的用途、特性等给出产品名称。
3、物料(产品)的规格型号要求:
a、结构件(管类、支架类、散热器类、箱体类等):至少包含尺寸(长、宽、厚度、管内外径等)、材质,其它要求如颜色、表面处理工艺等有特殊要求也必须提供。
b、电子物料:一般为厂家常规产品,要提供厂家产品规格书,按规格书提供产品规格型号。
c、线材:一般按照国标提供规格型号。
d、其它辅料:比如螺丝一般按照国标提供规格型号,材质、螺丝头外观要注明。
e、其它常规国标、行标物料按照标准提供相应的规格型号。
4、相关参数不完善,不能与同类产品区分的、参数不确定的都将不再给予编码。
只有参数完善了才准予编码。
物料编码说明书内容提要:物料编码的意义、原则、方法、举例。
第一节物料编码的意义物料编码是以简短的文字、符号或数字、号码来代表物料、品名、规格或类别及其他有关事项的一种管理工具。
在物料极为单纯、物料种类极少的工厂或许有没有物料编码都无关紧要,但在物料多到数百种或数千、数万种以上的工厂,物料编码就显得格外重要了。
此时,物料的领发、验收,请购、跟催、盘点、储存等工作极为频紧,而藉着物料编码,使各部门提高效率,各种物料资料传递迅速、意见沟通更加容易。
物料编码之功能如下:Ø增强物料资料的正确性物料的领发、验收、请购、跟催、盘点、储存、记录等一切物料之活动均有物料编码可以查核,因此物料数据更加正确。
至于一物多名,一名多物或物名错乱之现象不致于发生。
Ø提高物料管理的工作效率物料既有系统的排列,以物料编码代替文字的记述,物料管理简便省事,效率因此提高。
Ø利于电脑的管理物料管理在物料编码推行彻底之后,方能进一步利用电脑作更有效的处理,以达到物料管理之效果。
Ø降低物料库存、降低成本物料编码利于物料库存量的控制,同时利于呆料的防止,并提高物料管理工作的效率,因此可减轻资金的积压,降低成本。
Ø防止物料舞弊事件之发生物料一经编码后,物料记录正确而迅速,物料储存井然有序,可以减少舞弊事件之发生。
Ø便于物料之领用库存物料均有正确的统一的名称及规格予以编码。
对用料部门的领用以及物料仓库的发料都十分方便。
第二节物料编码的原则物料编码必须合乎物料编码的原则,合理的物料编码,必须具备下列基本原则:⏹简单性⏹分类展开性⏹完整性⏹单一性⏹一贯性⏹可伸缩性⏹组织性⏹适应电脑管理⏹充足性⏹易记性一、简单性编码的目的在于将物料化繁为简,便于物料的管理,如果编码过于繁杂,则违反了编码之目的。
因切此物料编码在应用文字符号或数字上应力求简单明了,这样可节省阅读、填写、抄录的时间与手续,并可减少其中的错误机会。
物料相当单纯时,只要将物料简单分类为几项即可,物料分类项目多了,就显得很不方便。
若物料相当复杂时,就要将大分类再加以细分,这种分类展开也称为多级分类。
二、分类展开性物料复杂,物料编码大分类后还要加以细分,如果采用阿拉伯数字十进位,则每段最多只能由十个细分的项目,如果采用英文字母,则每段有26个细分项目,然而细分项目太多,就难于查找,而细分项目太少,则分类展开太慢,分类细分项目通常以五至九个较佳。
例如采用阿拉伯数字十进位,有十八个项目时,其分类展开可以利用下列方法。
需要分类的项目第一种分类方法第二类分法第三类分法(表一)三、完整性在物料编码时,所有的物料都应有物料编码可归,这样物料编码才能完整。
若有些物料找不到赋予之物料编码,则很显然物料编码缺乏完整性。
新产品新物料的产生容易破坏物料编码的完整性。
因此每当有新物料产生,即应赋予新的物料编码,并规定新的物料没有编码,采购部门不得从事采购,即使没物料编码的新物料采购进来了,仓库部门或会计部门发现物料订购单缺少物料编码,即应请采购部门补填物料编码,否则不予入库、不予付款。
这样才能确保物料编码的完整性。
四、单一性物料编码的单一性是指一个物料编码只能代表一种物料,同一种物料只能找到一个物料编码,而绝无一个物料有数个物料编码,或一个物料编码有数项物料,一般地,只要物料的物理或化学性质有变化、只要物料要在仓库中存储、就必须为其指定一个编码,举例,如某零件要经过冲压成型、钻孔、喷漆三道工序才能完成。
如果该物料的三道工序都在同一车间完成,不更换加工单位,即冲压成型后立即进行钻孔,紧接着进行喷漆,中间没有入库、出库处理,则该物料可取一个代码。
如果该物料的三道工序不在同一个车间完成,其顺序是冲压、入库、领料、钻孔、入库、领料、喷漆、入库,则在库存管理中为了区分该物料的三种状态,必须取不同的物料编码。
例:3000A,3000B,3000C三个编码分别表示三种不同加工状态的物料。
五、一贯性物料编码要统一而有一贯性,如以年限分类为标准时,就应一直沿用下去,在中途不能改变用籍贯或姓氏别来分类,若要这么做必须要分段或分级进行。
六、伸缩性物料编编码要考虑到未来新产品发展以及产品规格的变更而发生物料扩展或变动的情形。
预留物料的伸缩余地,并不能仅就目前物料的现状加以物料编码的安排,否则他日新物料产生时,就有新物料无号可编的情况。
七、组织性物料编码依其编码的系统,作井然有序的组织与排列,以便随时可从物料编码查知某项物料帐卡或资料。
物料编码的组织性,对物料管理可以省掉不必要的麻烦。
八、适应电脑管理电脑的应用已经比较普及,因此在编码时一定要考虑录入的方便性,如编码尽可能短、少使用其他符号,如‘#’、‘-’、‘*’等。
九、充足性物料编码所采用的文字、记号或数字,必须有足够的数量,以便所组成的个别物料编码,足以代表所有个别物料,以及应付将来物料扩展时的实际需要,以免遇有特殊物料时无号可编。
否则物料系统被破坏,费时误事。
十、易记性在不影响上述九项原则之下,物料编码应选择易于记忆的文字、符号或数字,或赋予暗示及联想性。
但这原则是属于次要原则,若上述九项原则俱全而独缺乏此项原则的物料编码,仍不失为优秀的物料编码。
第三节物料编码的方法目前工商企业所采用的物科编码方法,主要有下列几种:1. 阿拉伯数字法2. 英文字母法3. 暗示法4. 混合法一、阿拉伯数字法阿拉伯数字法,是以阿拉伯数字作为物料编码的工具,采用以一个或数个阿拉伯数字代表一项物料。
这种方法容易了解,只是需另外准备物料项目与数字的对照表,又要记忆对照项目,因此有关人员必须经过一段时间的训练与适应才能运用自如。
以阿拉伯数字做物料编码的,较常见的有下列几种:连续数字编码法分级式数字编码法区段数字编码法国际十进制分类法1.连续数字编码法连续数字编码法是先将所有物料依某种方式大致排列,然后自1号起依顺序编排流水号。
这种物料编码方法可做到一料一号,只是顺序编码除显示编码时间的先后,往往与所代表项目的属性并无关联。
因为新购物料无法插入原有排列顺序的料号内,例如: 1078为3/8“×3/4”之六角铁制带帽螺栓,而新购的六角铁制带帽螺栓为3/8“×1”,其物料编码无法插入(因过去没有库存或采用这种物料,故无编码),故只好编以最后一个号码8974。
两种物料本应排在一起,现在物料编码相距如此遥远,在物料管理、仓储管理上很不方便。
2.分级式数字编码法分级式数字编码法是先将物料主要属性分为大类并编定其号码。
其次再将各大类根据次要属性细分为较次级的类别并编定其号码,如止已继续进行下去。
在分级式数字编码法中,任一物料项目只有一个物料编码。
表二为三种属性的阶级式数字编码法,共可组成36个(3×4×3)编码,这种方法的优点一方面显示编码的规律性,一方面达到一物料项目仅有一编码的目标,其缺点是无用空号太多,一方面显得浪费累赘,另一方面常导致物料编码位数不够用。
(表二)3.区段数字编码法区段数字编码法介于连续数字编码法与分级式数字编码法之间。
使用位数较级次式数字编码法更少,而仍能达到物料编码的目的。
例如有64项,分为5大类,其情形如下:(表三)上述情形,如用阶级式数字编码法必须3位数,但如改为区段数字编码则仅需二位数即可,其情形如下:(表四)4.国际十进分类(U. D. C. )这种方法于1876年美国杜威M.DeWey首创,其方法新颖而独到,可以无限制展开,颇受欧洲大陆各国的重视。
1895年的国际图书馆学会决定杜威的十进法为基础,作更进一步发展,其后经众多数学专家的确究与发展,最后完成所谓国际十进位分类法(Universal Decimal Classification),目前已有许多国家采用为国家规格。
所谓国际十进位分类法是将所有物料分类为十大类,分别以0至9之数字代表之,然后每大类物料再划分为十个中类,再以0至9之数字为代表,如此进行下去按金字塔Pyramid形态展开。
其情形如下:6 应用科学62.工业技术621.机械的工业技术621.8 动力传动621.88 挟具621.882.螺丝、螺帽621.882.2 各种小螺丝621.882.21 金属用小螺丝621.882.215 丸螺丝621.682.215.3 平螺丝采用国际十进分类的物料编码,如编码编至三位数字之后仍须继续延长时时,即应加以“.”符号以表示划分,国际十进分类法可无限展开,任何新物料之产生均可插入原有物料编码之系统而不混淆原有之物料编码系统,国际十进分类法所能运用之符号只有十个(0-9),故使编码趋长而又无暗示作用,实在美中不足。
二、英文字母法是以英文字母作为物料编码工具的物料编码法。
英文字母中I、O、Q、Z 等字与阿拉伯数字1、0、9、2等容易混淆,故多废弃不用,除此之外,尚有23个字母可利用。
如以A代表金属材料,B代表非木材,C代表玻璃。
以AA代表铁金属,以AB代表铜金属......,英文字母在我国已经相当普遍,是可用的物料编码方法。
三、暗示法暗示编码法是指物料编码代表物料的意义,可自编码本身联想出来。
暗示编码法又可分为:⏹字母暗示法⏹数字暗示法1.英文字母暗示法:从物料的英文字母当中,择取重要且有代表性的一个或数个英文字母(通常取主要文字的第一个字母)做为编码的号码,使阅读物料编码者可以从中想象到英文字文字,进而从暗示中得知该物料为何物。
例如:VC=Variable Capaciter(可变电容器)IC=Integrated Circuit(集成电路)SW=Switch(开关)ST=Steel Tube (钢管)BT=BRASS Tuber(黄钢管)EP=Ear Phone(耳机)2.数字暗示法:直接以物料的数字为物料编码的号码,或将物料的数字依一固定规则而转换成物料编码的号码,物料编码的阅读者可从物料编码数字的暗示中得悉该物料为何物。
物料编码代表的意义:例1:××××××××××——————————类小类形式长度厚度例2:电阻值的编码(表五)例3:钢筋直径的编码(表六)例4:钢球轴承轴径之编码,其编码为轴经(限于轴经20mm至200mm)mm数的五分之一。
(表七)四、混合法混合法物料编码系联合使用英文字母与阿拉伯数字来作物料编码,而多以英文字母代表物料之类别或名称,其后再用十进位或其他方式编阿拉伯数字号码。
这种物料编码方法较十进位采用符号较多,故有不少公司乐于采用此种方法。
例如: M=金属物料MB=螺栓、螺丝及帽MBI=带帽螺栓MBI-100=六角铁制螺栓带帽MBI-106-6=3/8” x 3/4”六角铁制螺栓带帽MBI-106-8=3/8” x 1”六角铁制螺栓带帽MBI-106-8=1/2” x 1”六角铁制螺栓带帽第四节物料编码举例例一:某公司冰箱材料分类与编码代码基本形式××××××××××1 2 3 4 5 6 7 8 9 10大分类中分类小分类整个代码由十位数字组成,同样规格和材质的物料编码相同。