用正弦规测量锥度
- 格式:doc
- 大小:43.50 KB
- 文档页数:3
车工中级鉴定理论试题1. 测量偏心距时,用顶尖顶住基准部分的中心孔,百分表测头与偏心部分外圆接触,用手转动工件,百分表读数最大值与最小值之差的()就是偏心距的实际尺寸。
[单选题] *A、一半(正确答案)B、二倍C、一倍D、尺寸2. 测量两平行非完整孔的中心距时,用内径百分表或杆式内径千分尺直接测出两孔间的最大距离,然后减去两孔实际半径之(),所得的差即为两孔的中心距。
[单选题] *A、积B、差C、和(正确答案)D、商3. 用正弦规检验锥度的方法:应先从有关表中查出()圆锥的圆锥角α,算出圆锥半角α/2。
[单选题] *A、标准B、莫氏(正确答案)C、公制D、洛氏4. 正弦规是利用()函数关系,与量块配合测量工件角度和锥度的精密量具。
[单选题] *A、正切B、正弦(正确答案)C、余弦D、几何5. 圆锥体()直径 d 可用公式: d = M—2R(1+1/cosα/2+tanα/2)求出。
[单选题] *A、小端(正确答案)B、大端C、内孔D、中端6. 测量外圆锥体时,将工件的小端立在检验平板上,两量棒放在平板上紧靠工件,用千分尺测出两量棒之间的距离,通过()即可间接测出工件小端直径。
[单选题] *A、换算(正确答案)B、测量C、比较D、调整7. 把直径为D1的大钢球放入锥孔内,用高度尺测出钢球 D1最高点到工件的距离,通过计算可测出工件()的大小。
[单选题] *A、圆锥角(正确答案)B、小径C、高度D、孔径8. 多线螺纹工件的技术要求中,所有加工表面不准使用()刀、砂布等修饰。
[单选题] *A、锉(正确答案)B、拉C、刮D、偏9. 梯形螺纹测量中径的方法与测普通螺纹中径的方法相同,只是千分尺()值 M 的计算公式不同。
[单选题] *A、绝对B、读数(正确答案)C、理论D、相对10. 梯形螺纹的大径和小径精度一般要求都不高,()可直接用游标卡尺测出。
[单选题] *A、中径B、小径C、大径(正确答案)D、底径11. 车床电气控制线路不要求()。
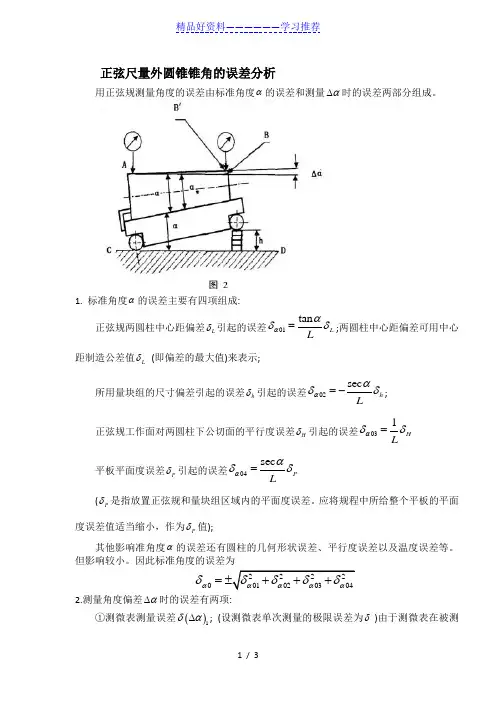
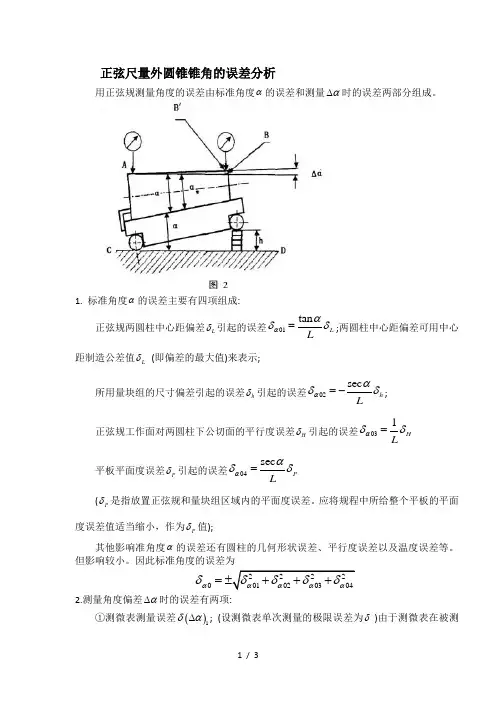
正弦尺量外圆锥锥角的误差分析用正弦规测量角度的误差由标准角度α的误差和测量α∆时的误差两部分组成。
1. 标准角度α的误差主要有四项组成:正弦规两圆柱中心距偏差L δ引起的误差01tan L Lααδδ=;两圆柱中心距偏差可用中心距制造公差值L δ (即偏差的最大值)来表示; 所用量块组的尺寸偏差引起的误差h δ引起的误差02sec h Lααδδ=-; 正弦规工作面对两圆柱下公切面的平行度误差H δ引起的误差031H Lαδδ= 平板平面度误差P δ引起的误差04sec P Lααδδ= (P δ是指放置正弦规和量块组区域内的平面度误差。
应将规程中所给整个平板的平面度误差值适当缩小,作为P δ值);其他影响准角度α的误差还有圆柱的几何形状误差、平行度误差以及温度误差等。
但影响较小。
因此标准角度的误差为2222001020304αααααδδδδδ=±+++2.测量角度偏差α∆时的误差有两项:①测微表测量误差()1δα∆; (设测微表单次测量的极限误差为δ)由于测微表在被测件上不同处测量两次,故有()12y lδαδ∆== ②两测量点间距l 的测量误差1δ引起的误差()2δα∆()21222n n lδαδ-∆=-; 测量两测量点间距l 的方法,通常采用钢尺进行目测,测量误差1δ是较大的,甚至可达±1mm 。
但误差传递系数很小,故使误差()2δα∆并不显著。
增加两测量点的距离L 同样可减小误差()2δα∆。
所以角度偏差α∆的测量误差为()δα∆= 浮标式气动量仪工作原理压力Ps 为3~7公斤/平方厘米的压缩空气进入过滤器除去油液、水分、杂质等,经进气阀,再通过稳压器,成为洁净而恒定压力为Pa 的气体。
此恒压气体由锥度玻璃管下端,通过浮标和锥度玻璃管之间形成的环形间隙,流到气动测量头的喷嘴,再由喷嘴和活塞之间的间隙逸入大气。
当气体流经浮标和锥度玻璃管内壁所形成的环形间隙时,由于间隙起到了节流作用,浮标上部的压力0P 小于下部的压力a P ,即在浮标上下形成压力差0a P P -。
锥度的测量知识精讲一、用角度样板检测角度1、角度样板:用于检验螺纹车刀、成型刀具及零件上斜面或倒角等。
2、角度样板测量种类:(1)、刃磨时检测:采用透光法检查。
(2)、对刀时检测:刀尖对准工件中心,保证刀尖的间平分线与工件的轴线相垂直二、用万能角度尺测量角度1、万能角度尺:用来测量精密零件内外角度或进行角度画线。
2、万能角度尺的结构:主尺、游标尺、基尺、锁紧头、角尺、直尺。
3、测量范围:0°~50°、50°~140°、140°~230°、230°~320°三、用锥度量规检测零件锥度1、圆锥角α:通过圆锥轴线的截面内(轴截面),两素线的夹角。
2、圆锥直径:最大圆锥直径D;最小圆锥直径d。
3、圆锥长度L:最大直径的截面到最小直径截面的距离。
4、锥度C:两个截面的直径差与长度之比,C=(D-d)/L5、锥度量规:主要用于检测锥体工件综合误差的定性量具。
6、工件锥度合格判定:(1)、看接触着色:如果擦去均匀,表明被测工件锥角正确;如果小端擦去,大端没有擦去,说明锥角大了,反之,说明锥角小了。
(2)、看刻线:工件圆锥端面位于量规基准端面上的间距为m的两刻线之间为合格。
四、用正弦规测量锥度1、正弦规:用于准确检验零件及量规角度和锥度的量具,利用三角函数的正弦关系来度量的,故称正弦规、正弦尺或正弦台。
2、测量:H=L×sinα式中:H—量块高度L—正弦尺两圆柱的中心距α—圆锥塞规圆锥角五、其他定角度量具1、90°角尺:主要用于检验直角、垂直度和平行度误差的测量工具。
2、角度量块:用于检定角度样板和万能角度尺等,也可用于直接测量精密模具零件的角度。
能力训练一、填空题1、角度可以采用______和______进行测量;锥度可以采用______和______进行测量。
2、安装螺纹车刀时,刀尖对准______,用样板对刀,以保证刀尖角的角平分线与工件的轴线相______,车出的牙型角才不会偏斜。
10 《计量与测试技术》2007年第34卷第4期测量锥体外锥度的几种方法S e v e l S u r v e y i n g M e t h o d s o f O u t e r T a p e r宗玉娟(哈尔滨市计量检定测试所,黑龙江哈尔滨150036)摘 要:锥体在企、事业单位中应用广泛,其检测方法至关重要。
本文介绍了四种利用不同标准器检测锥体外锥度的方法。
关键词:测量方法;锥体;锥度 圆锥零件的加工误差主要表现为直径和锥度两个方面。
检验这两方面的检具为锥体塞规。
锥体塞规作为检验圆锥零件的标准器具,其检测方法至关重要。
下面介绍几种测量锥体塞规外锥度的方法。
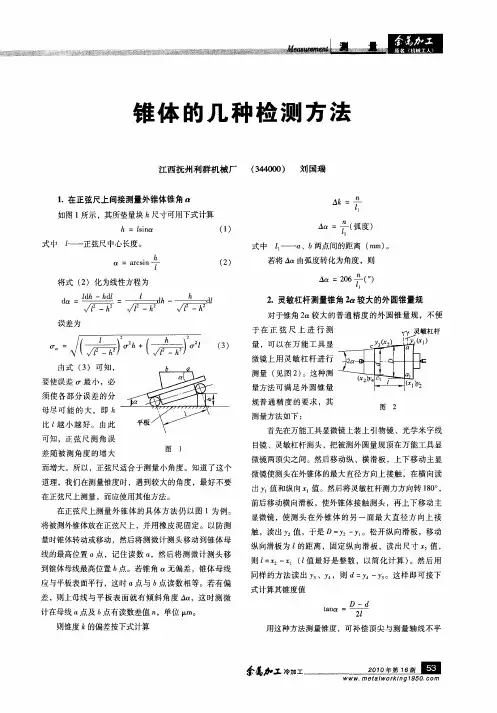
1 利用工具显微镜测角目镜直接测量角度大型工具显微镜和万能工具显微镜均配备有测角目镜头,其上装有的度盘可直接作为角度标准,测量时用目镜分划板上的米字刻线进行瞄准,再利用相互垂直的纵向和横向导轨对锥体塞规进行调整,并配合使用顶针架等附件即可实现对锥度的测量。
2 正弦规测量法由三角函数关系知,角度α的正弦角s i n α=对边/斜边,因此可以通过测量角度的两个边长,来求得被测角α值。
这种方法可以通过正弦规来实现。
如图1,首先用平板、量块和正弦规主体工作面组成被测角度的标称值。
所用量块组的总尺寸H 为:H=L ·s i n α0式中:L ———正弦规两圆柱间的尺寸;α0———被测角度的标称值。
测量时,将量块组和正弦规按图1所示放置在平板上这样由正弦规的主体平面和平板工作面组成的夹角便是被测角度的标称值α0。
将被测角度的一个工作面放置在正弦规的主体工作面上,如果被测角度的实际值与其标称值相等时,则被测锥体的上工作面应与平板平行,否则两面不平行。
通过测量不平行的程度,便可算出被测锥体的实际角度值与标称角度值之差。
实测时,将装有测微计的表架放在平板上,移动表架,使测微计从位置Ⅰ移到位置Ⅱ,并分别记取测微计在这两个位置上的示值α1和α2,可按下式算得被测锥体实际角度值α与其标称角度值α0的偏差:Δα=α-α0=2×105×α2-α1L(″)式中:α1、α2———分别是测微计在位置Ⅰ、Ⅱ处示值;L ———位置Ⅰ、Ⅱ间的距离。
正弦尺量外圆锥锥角的误差分析用正弦规测量角度的误差由标准角度α的误差和测量α∆时的误差两部分组成。
1. 标准角度α的误差主要有四项组成:正弦规两圆柱中心距偏差L δ引起的误差01tan L Lααδδ=;两圆柱中心距偏差可用中心距制造公差值L δ (即偏差的最大值)来表示;所用量块组的尺寸偏差引起的误差h δ引起的误差02sec h Lααδδ=-; 正弦规工作面对两圆柱下公切面的平行度误差H δ引起的误差031H Lαδδ= 平板平面度误差P δ引起的误差04sec P Lααδδ=(P δ是指放置正弦规和量块组区域内的平面度误差。
应将规程中所给整个平板的平面度误差值适当缩小,作为P δ值);其他影响准角度α的误差还有圆柱的几何形状误差、平行度误差以及温度误差等。
但影响较小。
因此标准角度的误差为0αδ=2.测量角度偏差α∆时的误差有两项:①测微表测量误差()1δα∆; (设测微表单次测量的极限误差为δ)由于测微表在被测件上不同处测量两次,故有()12y lδαδ∆==②两测量点间距l 的测量误差1δ引起的误差()2δα∆()21222n n lδαδ-∆=-; 测量两测量点间距l 的方法,通常采用钢尺进行目测,测量误差1δ是较大的,甚至可达±1mm 。
但误差传递系数很小,故使误差()2δα∆并不显著。
增加两测量点的距离L 同样可减小误差()2δα∆。
所以角度偏差α∆的测量误差为()δα∆=浮标式气动量仪工作原理压力Ps 为3~7公斤/平方厘米的压缩空气进入过滤器除去油液、水分、杂质等,经进气阀,再通过稳压器,成为洁净而恒定压力为Pa 的气体。
此恒压气体由锥度玻璃管下端,通过浮标和锥度玻璃管之间形成的环形间隙,流到气动测量头的喷嘴,再由喷嘴和活塞之间的间隙逸入大气。
当气体流经浮标和锥度玻璃管内壁所形成的环形间隙时,由于间隙起到了节流作用,浮标上部的压力0P 小于下部的压力a P ,即在浮标上下形成压力差0a P P -。
采用正弦规对锥体锥度误差的测量向翠萍【摘要】正弦规作为间接测量法中常用的量具之一,是以直角三角形的正弦函数为基础,以正弦函数原理对锥度进行间接测量的一种精密测量工具,通过与量块、指示表等的配合使用,对锥体的锥度误差进行精密测量。
通过介绍正弦规的结构、测量原理以及测量步骤,对测量结果的合格性与否做出判断准则。
%The sine bar is the indirect measuring method used in gauging; it is on the basis of the right angled triangle sine and the sine princi- ple on the taper of indirect measurement of a precision measuring tool. By combining the gauge blocks and dial gauge, it can be used on the cone taper tolerance of precision measurement. The article mainly introduces the structure of the sine ruler, describes the measurement principle, and introduces the steps of measuring, to determine whether the measurement is qualified or not.【期刊名称】《常州信息职业技术学院学报》【年(卷),期】2012(011)006【总页数】3页(P20-22)【关键词】正弦规;锥度偏差;量块;精密测量【作者】向翠萍【作者单位】南京信息职业技术学院机电学院,南京210046【正文语种】中文【中图分类】TG826引言在机器结构和生产检测中,锥度的应用非常广泛。
实验七 角度与锥度测量一.实验目的1. 了解角度与锥度的测量方法;2. 学会用正弦尺测量外圆锥度的原理和方法。
二.实验内容角度与锥度的测量方法分为直接量法和间接量法两种。
直接量法是从量具或量仪的刻度盘上直接读出被测角度,或与标准角度进行比较获得被测角度与标准角度的偏差值。
间接测量则是测量一个或几个相关的线性尺寸,然后按照一定的数学关系计算出被测角度和锥度值。
本实验重点介绍用正弦尺测量圆锥塞规的圆锥角偏差。
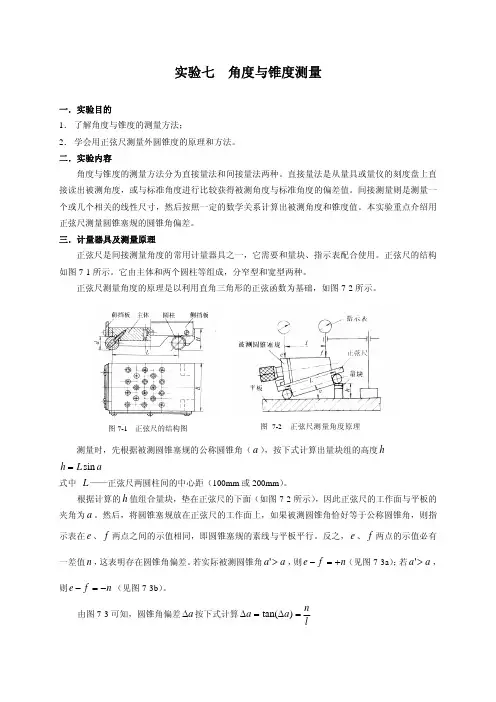
三.计量器具及测量原理正弦尺是间接测量角度的常用计量器具之一,它需要和量块、指示表配合使用。
正弦尺的结构如图7-1所示。
它由主体和两个圆柱等组成,分窄型和宽型两种。
正弦尺测量角度的原理是以利用直角三角形的正弦函数为基础,如图7-2所示。
测量时,先根据被测圆锥塞规的公称圆锥角(a ),按下式计算出量块组的高度ha L h sin =式中L ——正弦尺两圆柱间的中心距(100mm 或200mm )。
根据计算的h 值组合量块,垫在正弦尺的下面(如图7-2所示),因此正弦尺的工作面与平板的夹角为a 。
然后,将圆锥塞规放在正弦尺的工作面上,如果被测圆锥角恰好等于公称圆锥角,则指示表在e 、f 两点之间的示值相同,即圆锥塞规的素线与平板平行。
反之,e 、f 两点的示值必有一差值n ,这表明存在圆锥角偏差。
若实际被测圆锥角a a >',则n f e +=−(见图7-3a );若a a >',则n f e −=−(见图7-3b )。
由图7-3可知,圆锥角偏差a Δ按下式计算ln a a =Δ=Δ)tan( 图7-2 正弦尺测量角度原理1式中l ——e 、f 两点间的距离;a) a a >' b) a a <'b图7-3 用正弦尺测量圆锥角偏差n ——指示表在e 、f 两点的读数差。
a Δ的单位为弧度,1弧度(rad )=2×105秒)("。
在正弦规上测量圆锥(台)体角度的方法探讨吴作华【摘要】探讨了在正弦规上测量圆锥(台)体角度的方法,并推导了相应的计算公式;将推导公式与手册给出的公式进行了比较,说明使用手册给出的公式计算存在局限性;通过一个测量实例,得出当斜角大于7°时,应使用本文推导的公式进行计算较为准确.【期刊名称】《计测技术》【年(卷),期】2012(032)001【总页数】3页(P36-38)【关键词】圆锥体;测量;正弦规;锥角【作者】吴作华【作者单位】中航力源液压股份有限公司计量检测中心,贵州贵阳 550018【正文语种】中文【中图分类】TG823;TB9221 测量方法正弦规法是测量圆锥体角度和锥度的常用方法,可得到精确数值。
使用的基本工具是正弦规、平台、量块、扭簧表等。
锥度K与锥体斜角α(半锥角)的关系是K=2tanα,测量锥体的锥度,可通过测量椎体的斜角α(半锥角)或锥角2α得到。
由于圆锥母线靠在侧挡板上,锥角2α就不能直接在正弦规上测量,只能通过确定2β角进而计算求出2α。
2β为锥体在正弦规侧挡板面上的投影角。
在圆锥体角度值的实际测量中,可以将扭簧表架在被测锥体上校平母线,再测量得到量块垫出的高度值h,通过公式h=Lsin2β反算求得2β值,最终求出实际锥角。
其简图如图1所示。
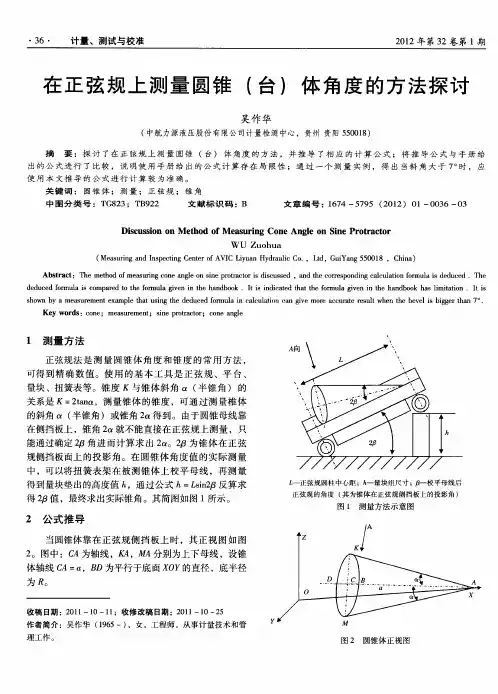
2 公式推导当圆锥体靠在正弦规侧挡板上时,其正视图如图2。
图中:CA为轴线,KA,MA分别为上下母线,设锥体轴线CA=a,BD为平行于底面XOY的直径,底半径为R。
图1 测量方法示意图L—正弦规圆柱中心距;h—量块组尺寸;β—校平母线后正弦规的角度 (其为锥体在正弦规侧挡板上的投影角)图2 圆锥体正视图A向侧视图 (垂直于轴线)如图3。
图3中,视图方向垂直于平面BDA,故半角投影大小不变,BD长度不变。
图3 A向视图轴线CA的方位图如图4。
在图4中,CA=a,∠CAC'=α,则AC'=acosα。
因为BD平行于底面,AC垂直且平分BD,故其在底面的投影AC'也垂直且平分BD在底面上的投影B'D'。
使用正弦规测量内外锥套配合尺寸的精度摘要:对于测量内外锥套配合的零件,通常使用正弦规来测量,利用它来测量外锥体和内锥孔直径的数值,这种测量方法,是一种扩大的使用技术。
本文主要是对内、外锥的直径值来进行分析及用正弦规进行实践性的测量,建立了测量公式及锥套配合尺寸的测量精度。
关键词:正弦规;测量;锥体、锥孔直径;精度引言对于加工锥体配合件,必须是在一定压力状态下装配(图1),在其长度方向上是按照预留量进行的。
装配中采用机器压力来装配。
若没有达到规定的压力使得该端面压平或在达到压力时,使得该端面没有压平,这样的工件都是不合格的。
因此,在加工时,首先保证该工件的表面粗糙度,其次保证锥角正确及内、外圆锥的直径尺寸正确。
根据该工件内、外直径尺寸测量点的特点,即使在锥面相交平面的线上,采用的是常规测量方法也不易进行准确的测量,因此,这是产生废品的重要原因[1]。
图1 锥轴套工件正弦规的测量方法是利用量块把一端垫高,使其倾斜一定的角度,这是定位工具。
在正弦规工作面的下方,固定两个直径相等、相平行的圆柱体,保证它的公切平面与上方工作面平行。
在直角△中,sinα=H/L,式中H是量块组的尺寸,再按被测公称角度算出具体数值。
根据测微仪两端的示值之差,求出被测角度的误差[2]。
正弦规常用于测量小于45°角度值,若小于30°时,其精确度可达到3″~5″。
正弦规,往往是配合量块使用组成标准角度。
在水平方向,以微差比较方式来测量工件的角度,这是内、外锥体的一种精密的测量仪器。
其精度分为0级,1级。
对于外锥面,利用正弦规测量锥度直径大小,这也是正弦规的一种使用方法。
根据实践性数据分析,用正弦规测量工件锥度直径尺寸,从中分析得出规律,即工艺方法和计算公式。
从而使具有较高精度的锥体配合件得以解决,达到高精度测量。
1.用正弦规测量外圆锥直径尺寸(A)计算锥体大端尺寸如图1b,需要计算出大端直径最小极限尺寸:首先求出单边最小预留量:amin=btan5°=7×0.0875=0.612mm,得出大端直径最小极限尺寸为:?200+2amin=?200+2×0.612=?201.224毫米同样计算出大端直径最大极限尺寸:单边最大预留量为:amax=btan5°=8×0.0875=0.7毫米;大端直径最大极限尺寸为:?200+2amax=?200+2×0.7=?201.4mm,那么锥体大端直径尺寸为:=?201+0.224+0.4(B)尺寸及角度分析已知:如图2工件锥体大端直径D,锥体斜角是5°,正弦规扳转圆锥角是10°,首先定位前挡板基准面与圆柱中心的距离BO=8毫米。
正弦规检测锥度的读数计算
张智玲
【期刊名称】《机械工人:冷加工》
【年(卷),期】1994(000)011
【摘要】用正弦规检测锥体的锥度,当正弦规垫好块规的精确高度后,正弦规工作面与平板夹角理论上等于锥角α。
如果被测锥体的锥度值α精确无误,则锥体的上母线与平板平行。
这时用千分表检测锥体的上母线两端读数应该相同。
但实际上不可能完全这样,锥角总是而且也允许有一定误差的,因此千分表在两端读数不可能相同,而有一定的误差值ΔS。
如果锥角α公差为±δα,那么ΔS应在什么范围内才能符合±δα的要求,这是我们实际工作中遇到的和经常要通过计算解决的问题。
如图1,假设千分表在小端的测点为A,过A作BA∥CD,则BA与正弦规工作面夹角为α。
由于锥度有误差,其上母线不和AB重合。
【总页数】1页(P19)
【作者】张智玲
【作者单位】无
【正文语种】中文
【中图分类】TG823
【相关文献】
1.采用正弦规对锥体锥度误差的测量 [J], 向翠萍
2.正弦规法检测石油螺纹工作量规锥度参数研究 [J], 刘改芹
3.用正弦规测量锥度的计算与分析 [J], 孔玉兰
4.正弦规测锥度的块规高度计算 [J], 郑蜀华
5.使用正弦规检测锥度 [J], 杨晓娟
因版权原因,仅展示原文概要,查看原文内容请购买。
正弦式锥度规
正弦式锥度规是一种用于测量工件内孔或外表面锥度的测量工具。
它的工作原理是利用一个带有正弦线性标尺的可调节的测量头部,通过旋转测量头部来检查工件表面的锥度。
正弦式锥度规通常由两个主要部分组成:测量头和刻度盘。
测量头部分包含测量传感器以及可调节的夹持机构,用于确保测量头与工件表面之间的正确接触。
刻度盘则用于读取测量结果,根据测量头的位置来确定工件的锥度大小。
使用正弦式锥度规时,操作人员需要将测量头置于待测锥度表面上,并根据刻度盘上的读数来确定锥度的大小。
通过旋转测量头,可以对工件的锥度进行精确测量,并获得准确的结果。
正弦式锥度规在机械加工、制造等领域中广泛应用,能够快速、准确地测量工件的锥度,有助于保证产品质量和加工精度。
《用正弦规测量锥度》教学设计
适用专业:机械专业
使用范围:中等职业学校
课时:2课时
撰写时间:2014年6月
●教材分析:
本书课时节选《零件测量与质量控制技术》中项目二,为实现教学目标,帮助学生掌握重点、理解难点。
通过讲、练结合,引导学生制定工作计划、指导学生操作训练,将所学的理论知识与实践相结合,将教材的知识结构转化为自己的认知结构,实现对知识和技能的掌握和运用。
对于中职学生的教育而言,重点是培养学生的职业技能。
因此,在教学设计上应注重学习的实用性,让学生多动手操作,自主学习,教师以引导启发配合,体现以学生为主体教师为主导的教学理念。
●教学目标:
(一)知识目标
1,理解正弦规的检测原理
2,掌握正弦规的检测步骤
(二)能力目标
通过现场演示操作、讲解、讨论,提升学生观察、分析问题、解决问题的能力,能通过测量工具检测锥度零件的锥度。
(三)情感目标
通过讨论,激发学生的学习热情,养成主动学习、交流学习的意识,同时培养学生的团队合作意识。
●教学重点:
●测量的基本理论及量具的正确使用
●教学难点:
如何用正弦规测量锥度
●教学准备:
●1:正弦规
●2:清洁工具
●3,零件
教学过程:
一、情境导入
如何用正弦规测量精密零件的角度
【设计思路】讲解案例,创设情景,激发学生兴趣爱好。
二、提出任务
精密零件锥度的测量
【设计思路】提出问题,布置任务,引导学生思考。
三、制定计划
1.通过ppt讲解正弦规的基础知识。
2.掌握正弦规的测量步骤。
3.测量结果的判断。
【设计思路】引导学生进行思考,制定报告。
再通过指点学生进行计划制定,引导学生发现问题,查漏补缺,制定最佳的测量方法和步骤。
四、实施计划
1.组内成员分配各自的任务,自主完成任务分工。
2.每组以为学生参加竞赛,其他学生进行打分。
【设计思路】组织学生进行任务分工,指正学生在练习中出现的问题,对课程的重难点进行突破。
并通过竞赛的形式,提高学生对本节课的积极性。
五、任务评价
通过提问“1-2位学生对自己和别人的表现情况”,来点评各组任务完成情况。
从点评中查找自己的不足,并进行思考及改正。
【设计思路】引导学生客观的对自己和他人作出评价,并进行点评打分。
教学反思:
1.教学材料一定要准备齐全,没有基本的材料和工具,学生会无所事事,测量工具一定要准备到位。
2.要对难点知识作适当的讲解补充,有目的让学生进行测量,教师要做好指导工作。