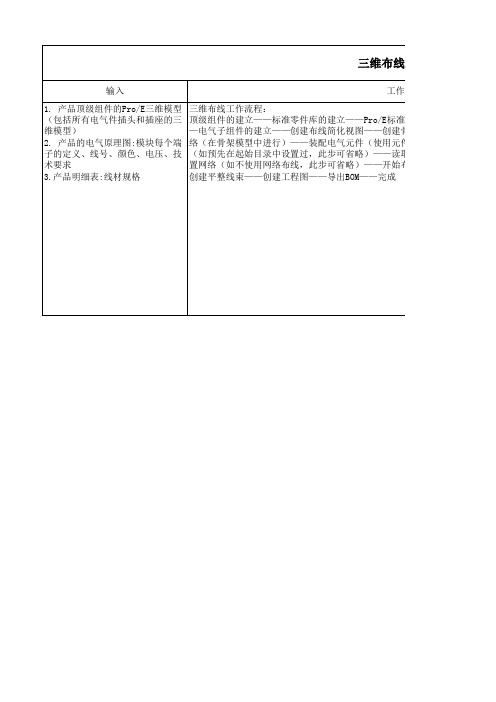
整机三维立体布线设计
- 格式:pdf
- 大小:355.29 KB
- 文档页数:3
第四章 PRO/CABLING三维布线(上)自序(一)PRO/CABLING三维布线的作用三维布线在工程中用的很广泛,所有用到线缆的地方都可以应用该模块。
如通讯、电力电子、IT制造业(如电脑制造业)、家电等。
在上述行业的机柜/机箱中,有大量的线缆,线缆对结构布局有重大影响。
现在各式机柜/机箱设计得越来越紧凑,机柜内能否容纳所需的电缆,机柜内元器件的布置能否满足线缆的折弯要求,线缆在机柜内如何固定,都是需要考虑的问题。
同时,设计机柜/机箱时要考虑用户的接线、调试和维修,机柜中有了三维线缆,可以将这些问题考虑的更清楚。
在设计方法学来说,各公司为了增强竞争力,尽快地将产品推出去,都在推行并行工程。
用PRO/CABLING模块进行三维布线后可以生成完整的数字化样机,该数字化样机不仅包括结构件、电气元件的布置,也包括线缆的进出线方式、线缆在机柜内的布置、线缆和接插件的选型、线缆的绑扎方式等。
项目开发团队在数字化样机上进行评审,交流设计思路,对设计中存在的问题及时指出。
如果没有完整的数字化样机,开发团队不少人只进行过基本的机械设计训练,难以理解机柜具体的结构形式和机柜的走线方式,项目组人员对问题的看法存在二意性,沟通困难,开发团队的优势难以发挥。
PRO/CABLING构筑完整的数字化样机后,开发团队组织各方面的专家对数字化样机进行评审。
结构和工艺专家对机柜的强度、可制造性、可加工性进行审查,配电人员和安规人员对机柜电气元器件的布局、线缆的布置、各导体之间的电气间隙进行检查,用户服务人员对机柜的可安装性、可维护性进行检查,市场人员提出用户的喜好和要求,指导设计人员满足不同用户的要求。
评审结束后,根据评审结论,设计人员修改结构设计。
设计过程从原来的“设计样机——制造样机——样机评审——修改”改为“设计数字化样机——数字化样机评审——修改——制造样机”,将原来的样机只有制造出来才能进行评审与修改的大循环变成边设计边修改的小循环。

浅析基于UG NX的电子机箱三维布线设计王涛,王佳丽(连云港杰瑞自动化有限公司,江苏连云港222000)摘要:科技进步伴随着电子产品的日新月异,电子机箱作为电子产品的重要组成部分,其结构样式也逐渐多样化、复杂化。
为在日益激烈的市场竞争中抢占先机,在保证产品质量的同时,缩短产品的设计生产周期也变得尤为重要。
通过对基于UG NX的三维布线技术的功能介绍及优缺点的具体分析可以看出,从电子机箱前期方案设计,到后期指导产品生产装配,再到最终的产品交付,基于UG NX的三维布线技术都能够为其提供更加可靠的保障。
通过详细介绍基于UG NX的电子机箱三维布线设计过程,对比分析三维布线报告线缆长度与实际线缆铺设长度,得出三维布线设计的误差比例,可以为其他电子产品三维布线技术的实际应用提供一定的参考。
关键词:三维布线;电子机箱;方案设计;实际应用;对比分析;设计流程中图分类号:TP391.7文献标志码:ADesign of Three Dimensional Wiring for Electronic Cabinet based on UG NXWANG Tao,WANG Jiali(Lianyungang Jierui Automation Co.,Ltd.,Lianyungang222000,China) Abstract:With the development of science and technology,electronic cabinets as an important part of electronic products has been changing with each passing day,the structure of electronic cabinets was gradually diversified and complicated. In order to seize the opportunity in the increasingly fierce market competition,it is particularly important to shorten the product design and production cycle while ensuring product quality.Through the introduction of three dimensional wiring technologybasedon UG NXandthespecificanalysisofitsadvantagesanddisadvantages!itcouldbeseenthatthethreedi-mensionalwiringtechnologybasedonUG NXcouldprovidemorereliableguaranteefortheelectronicchassisfromtheearly schemedesign!tothelaterguidanceofproductproductionandassembly!andthentothefinalproductdelivery Through introducingthedesignprocessofthreedimensionalwiringofelectroniccabinetbasedonUG NXindetails!wecomparedand analyzedthecablelengthofelectroniccabinetreportwiththeactualcablelayinglength!andobtainedtheerrorratioofelec-troniccabinetdesign!whichprovidedacertainreferencevalueforthepracticalapplicationofotherelectronicproductswith threedimensionalwiringtechnologyKeywords:three dimensional wiring,electronic cabinet,scheme design,practical application,comparative analysis, designprocess随着科技不断发展,当代社会已逐步向现代化、数字化、智能化大步挺进,各种电子设备层出不穷,而电子机箱在电子设备中起着十分重要的作用’一般传统电子机箱线缆的布局安装,往往都是前期结构设计人员凭借设计经验预留线缆位置,电装工人根据二维电气装配图按照实际情况现场规划管线路径,配做固定线缆的线夹孔、过线孔,再通过估测等手段预留线缆长度然而往往电装工人为了避免整根线缆报废,预留的线缆长度都会远远长于实际使用线缆的长度,最后无论把剩余的线缆剪掉或者将冗余线缆留在电子设备中,都会造成线缆的一定浪费’并且这种线缆的布局安装受电装工人的主观因素影响较大,可控性与同批次一致性都受影响,线缆很难达到合理布局’尤其在一些相对空间狭小,线路复杂的电子机箱中,如果不在前期方案设计阶段明确线缆布局路径,很可能直到最后的产品装配阶段才能发现问题,不得不通过返修甚至报废重做零件的方式来完成整个电子机箱的加工装配,造成了不必要的损失’通过前期三维布线技术就可以很好地解决上述问题’1三维布线技术优缺点及软件介绍1.1三维布线技术优点三维布线技术优点如下:1)可以更好地优化前期方案设计阶段线缆布局,提高线缆布局的合理性;2)可以提供更加详细准确的方案模型,为最终产品交付提供可靠依据;3)可以更加准确地预估线缆长度,避免下料浪费,降低线缆使用成本;4)可以明确线缆布局,更加直观地指导生产,提高线缆装配效率;5)可以明确线缆路径、空间需求,降低结构件返修报废概率;6)可以增加同批次多件线缆布局的一致性,降低质量隐患。

Proe5.0布线入门一、连接器 (2)二、布线的简单介绍 (4)1、名词解释 (4)2、布线的操作步骤 (5)三、布线实例 (8)1、单芯电缆的布线 (8)2、多芯电缆的布线 (15)3、扁平线的布线 (23)一、连接器在我们用到的电缆中,大体可以分为3类,即单芯电缆、多芯电缆和扁平线,在proe布线模块中也是这样分类的。
在没有布线之前先看一下连接器,因为proe布线就是将要布置的线缆先与连接器连接,然后布置路径。
所谓连接器就是常说的端子、开关、接触器、变压器等接线的零件。
设计连接器模型时,不仅要满足外形要求,还要满足连接器的布线要求。
有什么样的要求呢?简单来讲就是要在接线端口处加一个坐标系,而且z轴方向朝外,如图1-1,因为proe 中线缆是通过坐标系的z轴进入连接器的。
图1-1 端子接线端口处创建一个坐标系,且z轴朝外。
再说一下,三种电缆与proe中坐标系的关系:1、单芯电缆:通过z轴进入连接器,所以z轴一定要朝外,否则线就会接反。
图1-2、z轴朝外,方向正确图1-3、z轴朝里,方向反向2、多芯电缆:各电缆也是通过z轴进入连接器,均布在z轴周围。
z轴一定要朝外,否则也会方向。
图1-4、电缆均布在z轴周围3、扁平线:同样各根线也是通过z轴进入连接器,沿着y轴方向展开。
z轴一定要朝外,y轴朝着扁平线的方向。
图1-5、扁平线沿y轴分布其他类型的连接器,建完模型后都要在接线口处创建坐标系。
坐标系的创建不再啰嗦,一定要把方向弄对。
如图1-6。
图1-6、其他连接器建立坐标系时,z轴和y轴的方向一定要正确二、布线的简单介绍1、名词解释布线之前还有一点要说的就是,proe中的一些名词,假如是第一次接触布线模块可能会感觉有些乱,可以简单的看一下,了解了解一些命令都在哪里,然后跟着第三部分的实例自己去做做,等都做完后,再回来仔细看,就会恍然大悟。
所以该模块的学习,跟其他模块一样,要反复学习,多运用,才能更好掌握。

1.布线疏密的依据有人认为在能够刻画出结构的同时,线越简单越好,这种想法不完全正确。
线过少会导致肌肉变形的可操控性下降。
模型布线不是以定型为最终目的,创作者必须为日后的动画着想。
即便是单帧,也要为绘制贴图考虑。
无论是动画级还是电影级,布线的方法基本上没有太大区别。
只是疏密安排不同而已。
基本上可以遵循这样的规律:一、运动幅度大地方线条密集。
包括关节部位,表情活跃的肌肉群(如下图白色部分)。
密集的线有两个用途:(1)用来表现细节。
(2)使伸展更方便。
由于眼睛在表情动画中的变化是最丰富的,因此眼眶周围要有足够的伸展线。
头盖骨部位不会有肌肉变形和骨骼运动,此处的布线能够定型就可以了。
耳朵的形体很复杂,但是它布线的密集只是为了起到增加细节的目的而已。
二、运动幅度小的地方线条稀疏。
包括头盖骨,部分关节和关节之间的地方(下图白色位置)。
2.布线的准则:动则平均,静则结构。
伸展空间要求大,变形复杂的局部采用平均法能够保证线量的充沛及合理的伸展走向来支持大的运动幅度(下图红线位置)。
变形少的局部用结构法做足细节,它的运动可伸展性不用考虑那么周全(下图蓝线位置)。
3.均等的四边形法顾名思义,均等四边形法要求线条在模型上分布平均且每个单位模型近似(如下图)。
均等法的线条安排一般是按照骨骼的大方向走,即纵向要和相对应的骨骼垂直。
优点:由于面与面大小均等、排列有序,为后续工作(如:展开拓扑图、角色蒙皮、肌肉变形等)提供很大的便利,而且在修改外形时很适合使用雕刻刀这一利器。
缺点:要想体现跟多的肌肉细节,则面数会成倍的增加(一般用于对视觉要求苛刻的电影角色)。
4.一分三法有些朋友在增加细节时喜欢使用挤出(extrude)工具,建立工业模型时确实很好用,但是在建立生物模型,特别是建立人体模型时是不值得提倡的。
因为extrude一次就会出现四个五星,四个三星,这些状况出现在运动幅度大的地方,会给日后的蒙皮和动画带来相当大的麻烦。

PROE5.0 三维布线初步(之简单布线)1、所有要接线的端子处建立坐标系,Z轴正向必须朝向出线方向;2、进入布线模块;3、建立线缆名称为“dianyuanxian”,选择“空”并单击“确定”。
完成后模型树为:4、建立线轴特征:线轴---创建----电线-----输入线轴名(1221)-----设置线缆参数----确定Mini_bend_radius指的是电线的最小弯曲半径(开始竟可能设置的小些),thickness指的是电线的直径;5、指定布线零件:工具----元件-----指定元件(选取要接线的2个零件)----默认设置默认设置(直接打钩)选择“入口端”单击选取要接线零件上的坐标系;线缆内部长度设为0,打钩重复“工具----元件-----指定元件”,指定另一个要接线的端子,同样要设置入口端等;6、布线开始:单击布线电缆标签------新建一个线特征进行布线------单击“自”建立了一个线缆“W-1”----单击“自”-----去图中选取坐刚才设置为“入口端“的那个坐标系,然后点击“至“------选取刚才设置为“入口端“的另外一个坐标系-------”应用“----”确定“----布线成功单击“显示线缆”标签,即可显示线缆7、整理线缆:单击“中心线”形式的电缆并右击鼠标-------插入位置(单击你要把先放入的平面,即你的线不可都能都是悬空的,总是要从某个面上横平竖直的走,故你要把他放在某个面上,当然,如果你先就是悬空的,这一步就不要,你的线就算布好了)------继续打钩后如下图,线穿板,不符合要求!重新回到中心线显示状态(用两个按钮切换中心线和线缆显示状态)----单击电线----右击鼠标----选”编辑段”找到“自由点(出线小白框)”拖动小白框,调整位置,直至满意位置,如果实在不满意,可以再添加一个点控制电线双击第一次添加的点,修改高度值到合适值后,再生,慢慢把线调整到合适为止。
其他常见问题,请关注本贴的后续讲解。
• 185•引言:在传统的生产工艺中,电子设备的整机布线是由电器设计人员根据选择导线估算出线束分支直径,根据总布置图纸,粗略测算出线束走线路径、长度等,等首件试制出来后,由工艺人员进一步完善线束细节,再与设计进行反馈,调整图纸,改进样机。
这种传统上机布线和平板布线的方法,无法与结构设计、线路设计同步进行,及时反馈相关信息,使得工作周期较长,严重降低工作效率。
随着电子设备向小型化、模块化发展以及设备的内部走线日益复杂,设备的内部结构和电磁环境对布线提出了更高的要求,串行工艺设计模式已无法满足要求。
三维布线技术能够很好地解决传统工艺布线技术串行低效、长周期高成本问题,特别在设计和生产加工阶段,可以起到优化设计、提高效率、降低成本和保障质量的作用;同时,在军工电子产品愈发趋于数字化、智能化生产的大环境下,三维数字化样机模型布线对于可视化装配、数字化生产能够起到全方位、直观立体的指导作用。
本文基于EPLAN三维布线软件在产品的应用,通过具体案例阐述其应用对于生产成本降低、效率提升及设计优化的优势及前景。
1 三维布线技术三维布线技术是根据电气接线设计图和三维结构模型,使用三维设计软件进行立体线缆布设工艺设计技术。
现行三维布线软件种类较多,但从其布线流程来看,基本保持一致,如图1所示。
图1 三维布线基本流程图作为一种新的电子设备整机布线工艺技术,三维布线技术可以很好地解决传统布线技术的不足,其主要优势如下:第一,在工程研制阶段,将布线设计由原来的样机/产品试制阶段提前至设计阶段。
在设计阶段,工艺师即可根据电气接线设计图和三维结构模型进行布线设计,完成电路和结构设计的工艺性验证,存在问题时可即时与相关设计师沟通优化。
这种在设计阶段的交互,可大大提高设计效率。
第二,三维布线在三维结构模型上进行,相比于传统的在实物样机上手工测量,三维布线能够获得更加精准的测量参数。
第三,节约成本。
三维精确设计,在布线过程中部件之间的干涉检查,能够提前暴露结构设计方面存在的不足,使整个工程设计的成本大幅度减少。
3D布线原理
3D布线原理是指在三维空间中进行电路或网络布线的方法和技术。
它与传统的二维布线相比,能够更好地满足现代复杂电路和网络系统的需求。
在二维布线中,我们将电路或网络的元件和连接线都放置在同一个平面上进行布线,这种方式存在一些限制。
而在三维布线中,我们可以利用纵向空间,将一些元件或连接线放置在不同的高度上,从而提高布线的灵活性和效率。
3D布线原理的核心思想是尽量减少布线中的交叉和干扰。
为了实现这一目标,我们可以采用以下几种方法:
1. 减少交叉:通过巧妙地选择元件的位置,使得连接线在布线过程中尽量不会相交。
例如,我们可以将具有相似功能的元件放置在靠近的位置,从而减少它们之间的连接线的长度,降低相交的可能性。
2. 优化布线路径:在进行布线时,我们需要考虑信号传输的路径和长度。
通过选择最短路径和最优路径,可以降低信号传输的延迟和损耗。
3. 层次布线:利用纵向空间,将不同层次的布线分开进行。
例如,我们可以将电源线和地线放置在不同的层次上,以减少它们对其他信号线的干扰。
4. 选择合适的连接技术:在3D布线中,我们需要选择合适的
连接技术,以确保信号的传输质量和稳定性。
例如,采用屏蔽线、阻抗匹配和信号放大等技术,可以降低信号的噪声和衰减。
总之,3D布线原理通过合理利用三维空间,优化布线路径和
减少交叉,能够提高电路和网络系统的性能和可靠性。
在如今越来越复杂的电子产品中,3D布线技术的应用变得越来越重要。
整车线束三维制图指南目录1、CATIA电气链接选项基本设置 (4)2、了解线束CATIA数模规范 (5)3、电器附件3D数据库的创建及管理 (5)3.1定义接插件(Connector) (5)3.2定义卡扣(Clip) (9)3.3定义橡胶件、护板 (10)3.4定义保护层(Protective Covering) (11)3.5 库的创建 (12)3.6电气附件3D库的管理 (14)4、线束3D绘制 (15)4.1线束3D目录树创建 (15)4.2线束3D相关数据调入 (16)4.3线束3D-Bundle绘制 (17)5、CHS文件输出 (23)文档概述本文档是介绍线束三维绘制及其相关操作,其中包括CATIA软件选项基本设置、CATIA数模规范、电气附件(接插件、卡扣、橡胶件、电器盒、保护层)属性定义、电气附件3D库建立及管理、线束3D绘制、线束3D生成CHS格式文件。
本文档介绍的内容主要针对福田乘用车电子电器部电器布置科全体员工。
目的是让电器布置科室人员都能使用CATIA软件来绘制线束3D图,并将该线束3D生成CHS格式(.xml)文件导入到CHS软件接口中。
本文档只是介绍操作上的命令和注意事项,并不涵盖布置整车线束的所有信息。
1、CATIA电气链接选项基本设置双击桌面CATIA软件快捷方式,软件打开后,点击菜单栏Tools,出现图1下拉菜单,选择“Options”,找到基础结构→零件基础结构→常规→勾选保持与选定对象的链接,见图2,在设备与系统选项下找到电气线束规则→Electrical Harness Installation→勾选图3红框中选项,点击确定,选项设置保存成功。
图1 图2图32、了解线束CATIA数模规范详见“福田乘用车CATIA数模设计规范”(Q/FPT 1001004—2012)和乘用车线束科CATIA 数模设计规范。
3、电器附件3D数据库的创建及管理建立3D数据库,首先要对入库数据进行电气属性的定义。
汽车线束三维布局设计的基本原则汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。
随着人们对汽车的安全性、舒适性、经济性和排放性要求的提高,汽车上的电器配置、功能也越来越多,所以连接各个电器件的线束也越来越复杂,成为当代汽车故障的多发环节,也因此在汽车设计和生产制造中受到越来越多的关注。
如何提高汽车线束的综合性能成为关注的焦点。
在汽车线束的整体设计中,三维布局是前提。
本文将重点阐述这部分。
1汽车线束设计流程汽车线束的设计流程见图1,详细分析如下。
1)由主机厂电气工程师提供整车电气系统的功能,电气负荷及相关的特殊要求,电器件的状态、安装位置,线束与电器件对接的形式。
图1 汽车线束设计和制造流程2)根据电气原理图对每个电气子系统及回路进行电源分配,其中包括搭铁点的分配。
并绘制相应的整车电气原理图。
3)绘制三维线束布置图。
4)根据各子系统电器件的分布情况,确定线束的布线形式及在汽车上的走向;确定线束的外保护形式及过孔的保护;并根据电器件本身的插接件确定线束上与其对接的端子和护套的型号:绘制二维线束图。
5)根据冻结的三维线束布置图和原理图,校核二维线束图;确认无误后方可发图,经认可后试制、生产。
2线束三维布局走向设计线束的走向布局及分段,是根据车身钣金的具体情况,结合全车电器件的分布综合来考虑的。
线束的走向分段不可拘泥某种形式,而是要在车身钣金能够满足线束布置的前提下,从整车电气角度来考虑其分布走向。
1线束三维布局走向的主要原则下面详细介绍线束三维布局走向中需要考虑的主要原则。
1)装配工艺性好线束的走向分段设计一定要满足易于装配这个前提,尽量不要给总装增加过多的工序,可考虑分装,如门线、仪表板线等:同时,要考虑最好不要使用特殊工具就可以完成装配。
2)可维护性好这一点是与第l点相呼应的,不仅仅要易于装配,在售后维修方面,也要易于拆卸,不可以因为要维修某个电器件需要拆下某段线束,而拆除其他多个零部件,否则就将增加不必要的维修工时。