动力电池技术路线图介绍共39页文档共41页
- 格式:ppt
- 大小:3.93 MB
- 文档页数:21
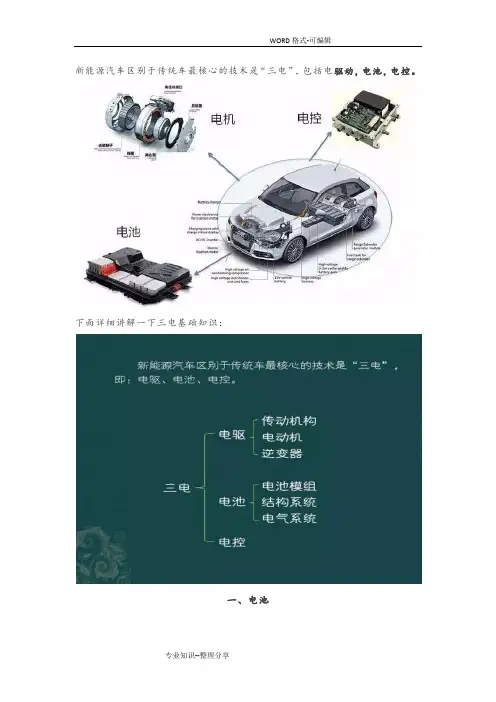
新能源汽车区别于传统车最核心的技术是“三电”,包括电驱动,电池,电控。
下面详细讲解一下三电基础知识:一、电池电池是与化学、机械工业、电子控制等相关的一个行业。
电池的关键在电芯,电芯最重要的材料便是正负极、隔膜、电解液。
正极材料广为熟知的有磷酸铁锂、钴酸锂、锰酸锂、三元、高镍三元。
动力电池是非常“年轻”的产品,1996年通用推出EV-1采用的是铅酸电池,它是现代电动汽车架构雏形,从铅酸电池到日系混动的镍氢电池,再到现在流行的锂电池,也才20多年。
从第四批《新能源汽车推广应用推荐车型目录》新能源乘用车配置电池来看,32款车型采用了17家企业的电池,其中16家是电池厂商,另外一家是长安新能源的,这说明其它乘用车的动力电池直接外购,包括电芯、电池组与电池管理系统等。
大部分自主品牌主机厂都没有自己的电芯与电池组设计能力跨国车企,虽然没有自己的电芯,但是它们却坚持自己设计生产电池组件与管理系统,这是为了加强动力电池的核心竞争力。
与大多自主品牌的差别是,即使不采用这家的电芯,它们可以换个电芯品牌照样能够设计电池组,核心技术还是掌握在自己手里。
但是我们更关心的是动力电池,也是就新能源汽车中的能量来源,目前动力电池中,镍氢电池面临淘汰,铅酸电池全凭保有量在支撑,故目前以锂电池最为主要。
(如下图)先介绍几个重要概念能量密度方面电池肯定不如汽油,但是究竟差别多大呢?一箱50L的汽油可以大概跑600km,续航同样里程的电动车需要多少电池呢?(如下图)下表列出了四类锂电池的主要性能指标差别。
从表中可以看出,四类电池各有优劣。
那各汽车厂商究竟是凭什么选择其中某种电池呢?哪种电池又将是未来的主流呢?数码电子产品对锂电池安全性要求不高,钴酸锂电池最合适3C领域,特斯拉敢于使用此类电池也是未来得到超强的续航能力,但是同时其安全性能要打些折扣。
锰酸锂电池因其不偏不倚的特征赢得动力电池最大的市场占有率,虽然其能量密度不如钴酸锂和三元锂,但其他综合性能相当出色。
锂电池工作原理和结构图解,看完你就是专家!从上世纪90年代开始,锂电池开始进入市场,逐渐成为电器和IT 终端设备的动力选择。
更小的体积、更稳定的性能、更好的循环性,使锂电池逐渐遍布人们日常生活的各个方面,助力人类向清洁世界迈出重要一步。
相较于以化石燃料为基础的传统能源供给方式,锂电池的出现打破了以往的碳基供能方式,减少了碳排放量,为可持续发展提供了新路径。
我们俗称的锂电池其实分为锂金属电池和锂离子电池两种。
1、锂金属电池锂金属电池一般是使用二氧化锰为正极材料、金属锂或其合金金属为负极材料、使用非水电解质溶液的电池。
放电反应原理为:Li MnO2=LiMnO2。
2、锂离子电池锂离子电池一般是使用锂合金金属氧化物为正极材料、石墨为负极材料、使用非水电解质的电池。
充电正极上发生的反应为:LiCoO2==Li(1-x)CoO2 XLi Xe-(电子);充电负极上发生的反应为:6C XLi Xe- = LixC6;充电电池总反应:LiCoO2 6C = Li(1-x)CoO2 LixC6。
今天来详解一下锂电池工作原理和结构,让大家全方位的了解锂电池。
锂电池结构示意图了解锂电池工作原理之前,我们先大概了解下锂电池的组成部分,如下示意图:(1)正极——活性物质一般是钴酸锂或者锰酸锂,镍钴锰酸锂等材料,电动车则普遍是用镍钴锰酸锂(俗称三元)或者三元少量锰酸锂,纯的锰酸锂和磷酸铁锂则由于体积大、性能不好或成本过高而逐渐淡出视野,导电极流体使用厚度10--20微米的电解铝箔。
(2)隔膜——一种经特殊成型的高分子薄膜,薄膜有微孔结构,可以让锂离子自由通过,而电子不能通过。
(3)负极——活性物质为石墨,或近似石墨结构的碳,导电集流体使用厚度7-15微米的电解铜箔。
(4)有机电解液——溶解有六氟磷酸锂的碳酸酯类溶剂,聚合物的则使用凝胶状电解液。
(5)电池外壳——分为钢壳(方型很少使用)、铝壳、镀镍铁壳(圆柱电池使用)、铝塑膜(软包装)等,还有电池的盖帽,也是电池的正负极引出端。

装备制造与教育第三十四卷二O 二O 年第四期︵总第一百二十期︶《节能与新能源汽车技术路线图2.0》正式发布10月27日,由工业和信息化部指导、中国汽车工程学会组织全行业1000余名专家历时一年半修订编制的《节能与新能源汽车技术路线图2.0》(以下简称技术路线图2.0)在上海发布。
中国汽车工程学会理事长、中国工程院院士李骏在2020中国汽车工程学会年会暨展览会开幕式上就技术路线图2.0的编制背景和主要内容进行了发布。
技术路线图2.0进一步研究确认了全球汽车技术“低碳化、信息化、智能化”发展方向,客观评估了技术路线图1.0发布以来的技术进展和短板弱项,深入分析了新时代赋予汽车产业的新使命、新需求,进一步深化描绘了汽车产品品质不断提高、核心环节安全可控、汽车产业可持续发展、新型产业生态构建完成、汽车强国战略目标全面实现的产业发展愿景,提出了面向2035年我国汽车产业发展的六大目标,即:我国汽车产业碳排放将于2028年左右先于国家碳减排承诺提前达峰,至2035年,碳排放总量较峰值下降20%以上;新能源汽车将逐渐成为主流产品,汽车产业基本实现电动化转型;中国方案智能网联汽车核心技术国际领先,产品大规模应用;关键核心技术自主化水平显著提升,形成协同高效、安全可控的产业链;建立汽车智慧出行体系,形成汽车、交通、能源、城市深度融合生态;技术创新体系基本成熟,具备引领全球的原始创新能力。
技术路线图2.0进一步强调了纯电驱动发展战略,提出至2035年,新能源汽车市场占比超过50%,燃料电池汽车保有量达到100万辆左右,节能汽车全面实现混合动力化,汽车产业实现电动化转型。
技术路线图2.0进一步明确了构建中国方案智能网联汽车技术体系和新型产业生态,提出到2035年,各类网联式自动驾驶车辆广泛运行于中国广大地区,中国方案智能网联汽车与智慧能源、智能交通、智慧城市深度融合。
技术路线图2.0延续了“总体技术路线图+重点领域技术路线图”的研究框架,并将“1+7”的研究布局深化拓展至“1+9”,形成了“总体技术路线图+节能汽车、纯电动和插电式混合动力汽车、氢燃料电池汽车、智能网联汽车、汽车动力电池、新能源汽车电驱动总成系统、充电基础设施、汽车轻量化、汽车智能制造与关键装备”的“1+9”研究布局。

新能源汽车区别于传统车最核心的技术是“三电”,包括电驱动,电池,电控F面详细讲解一下三电基础知识:、电池电池是与化学、机械工业、电子控制等相关的一个行业。
电池的关键在电芯,电芯最重要的材料便是正负极、隔膜、电解液。
正极材料广为熟知的有磷酸铁锂、钻酸锂、锰酸锂、三元、高镍三元。
动力电池是非常“年轻”的产品,1996年通用推出EV-1采用的是铅酸电池, 它是现代电动汽车架构雏形,从铅酸电池到日系混动的镍氢电池,再到现在流行的锂电池,也才20多年。
从第四批《新能源汽车推广应用推荐车型目录》新能源乘用车配置电池来看,32款车型采用了17家企业的电池,其中16家是电池厂商,另外一家是长安新能源的,这说明其它乘用车的动力电池直接外购,包括电芯、电池组与电池管理系统等。
大部分自主品牌主机厂都没有自己的电芯与电池组设计能力后靳力阳试In跨国车企,虽然没有自己的电芯,但是它们却坚持自己设计生产电池组件与管理系统,这是为了加强动力电池的核心竞争力。
与大多自主品牌的差别是,即使不采用这家的电芯,它们可以换个电芯品牌照样能够设计电池组,核心技术还是掌握在自己手里。
膜 电解液」极耳 外壳 电芯附件 电芯组T上盖及侧板 端板及绝缘罩 隔热棉-模块组件-电就连接线束 底部绝缘膜-胶但是我们更关心的是动力电池,也是就新能源汽车中的能量来源,目前动力电 池中,镍氢电池面临淘汰,铅酸电池全凭保有量在支撑,故目前以锂电池最为 主要。
(如下图)先介绍几个重要概念电芯优盘:妥全、3JS 就点:能sags 低 应用:混动车型为主优点:容罐密度穴 缺点:成本鬲 主流电勖汽车< __________________ )优点:便宜、可端錶点:能低 应用:早期电动车型比能量和比功率比駆逍屉指电池单位质憧所軽输出的电能.单位SWh/kg :比切率密底是描述电池在輪同能放岀能披的能力,单E^W/kg:比能绘高的动力电池就像龟兔赛跑里的乌龟*耐力好,可以长时间工作’续航里程长;而比功率高的动力电池就像百米赛跑里的博尔特*速度快(可以提供很高的瞬间电流#以保证汽车的加速性能许-ar-产高比能量电池车型: 高比功率电池车型:cdelodster能量密度方面电池肯定不如汽油但是究竟差别多大呢?一箱50L的汽油可以大概跑600km,续航同样里程的电动车需要多少电池呢?(如下图)汽油比能董为I'KWh/kg1L汽油约重0742kg按车載丸L计算满载是37. kg放出的能量为408.1KWh三元锂电池比能・^Jl50Wh/kg408JKWh的能董需电池2700kg役发功机和电功机的效率差为3倍相当于SOOkgti电池的能董目前便用较多的锂动力电池有以下几类”以正极材料为划分依据。


动力电池系统简介术语解释缩略语描述BMS电池管理系统Battery Management SystemCSC电池监控单元Cell Supervision CircuitBMU电池管理单元Battery Management UnitTCB温度控制板Temperature Control BoardPDM功率分配模块Power Distribution ModuleBPM后备电源模块Backup Power ModuleCAN控制器局域网Controller Area NetworkSOC荷电状态State of ChargeSOH健康状态State of HealthNTC负温度系数Negative Temperature CoefficientA-CAN BMU与整车HCU通信所使用的CANC-CAN BUM与CSC通讯所使用的CANCH-CAN BMU与充电机通讯所使用的CANMSD维护开关Manual Service Disconnect动力电池系统构成01 0302 04电池箱高压盒热管理附件高低压线束电池箱在整车中的位置(大巴示例)1.底盘上表面(最常见)2.尾部正后方(最常见)3.尾部侧面(常见)4.顶部(不常见)电池箱1.高压连接器正2.高压连接器负3.加热输出4.加热输入5.低压输入6.低压输出7.维护开关(MSD)插座8.气压平衡阀(上盖)9.工装挂钩10.警示标识(踩踏、触摸高压)气压平衡阀平衡阀外侧平衡阀内侧MSD组件(带Fuse)MSD组件(不带Fuse)1.箱盖2.箱体密封垫3.电池监控单元(CSC)4.铜巴5.模组6.箱体7.气压平衡阀依据GB4208《外壳防护等级(IP代码)》,公司产品达到IP67.IP676-防止金属件接近危险部件/尘封(最高为6级)●直径1.0mm的金属件不能进入壳内●尘密效果:无灰尘进入7-防短时间浸水影响(最高为8级)●静止水深:<1m●浸入时间:≤30min1.铝巴2.温度采样线3.电压采样线4.模组总正5.模组总负123模组(Module)模组爆炸图1.顶盖绝缘片板2.线束板3.电芯4.侧板5.端板6.底板电芯直接封装在壳体内,温度采样点和电压采样点如图所示。
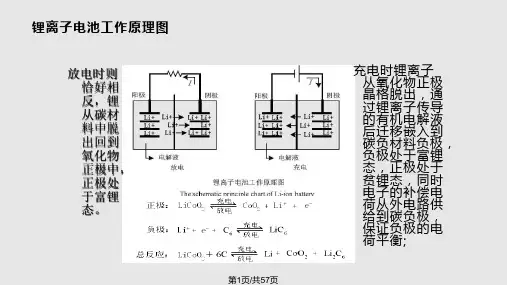
锂离子电池原理及工艺流程一、原理1.0 正极构造LiCoO2(钴酸锂)+导电剂(乙炔黑)+粘合剂(PVDF)+集流体(铝箔)正极2.0 负极构造石墨+导电剂(乙炔黑)+增稠剂(CMC)+粘结剂(SBR)+ 集流体(铜箔)负极3.0工作原理3.1 充电过程如上图一个电源给电池充电,此时正极上的电子e从通过外部电路跑到负极上,正锂离子Li+从正极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达负极,与早就跑过来的电子结合在一起。
正极上发生的反应为LiCoO2=充电=Li1-xCoO2+Xli++Xe(电子)负极上发生的反应为6C+XLi++Xe=====LixC63.2 电池放电过程放电有恒流放电和恒阻放电,恒流放电其实是在外电路加一个可以随电压变化而变化的可变电阻,恒阻放电的实质都是在电池正负极加一个电阻让电子通过。
由此可知,只要负极上的电子不能从负极跑到正极,电池就不会放电。
电子和Li+都是同时行动的,方向相同但路不同,放电时,电子从负极经过电子导体跑到正极,锂离子Li+从负极“跳进”电解液里,“爬过”隔膜上弯弯曲曲的小洞,“游泳”到达正极,与早就跑过来的电子结合在一起。
二、工艺流程三、电池不良项目及成因:1.容量低产生原因:a. 附料量偏少;b. 极片两面附料量相差较大;c. 极片断裂;d. 电解液少;e. 电解液电导率低;f. 正极与负极配片未配好;g. 隔膜孔隙率小; h. 胶粘剂老化→附料脱落; i.卷芯超厚(未烘干或电解液未渗透)j. 分容时未充满电; k. 正负极材料比容量小。
2.内阻高产生原因:a. 负极片与极耳虚焊;b. 正极片与极耳虚焊;c. 正极耳与盖帽虚焊;d. 负极耳与壳虚焊;e. 铆钉与压板接触内阻大;f. 正极未加导电剂;g. 电解液没有锂盐; h. 电池曾经发生短路; i. 隔膜纸孔隙率小。
3.电压低产生原因:a. 副反应(电解液分解;正极有杂质;有水);b. 未化成好(SEI膜未形成安全);c. 客户的线路板漏电(指客户加工后送回的电芯);d. 客户未按要求点焊(客户加工后的电芯);e. 毛刺;f. 微短路;g. 负极产生枝晶。