铆焊加工工艺卡
- 格式:doc
- 大小:51.00 KB
- 文档页数:1
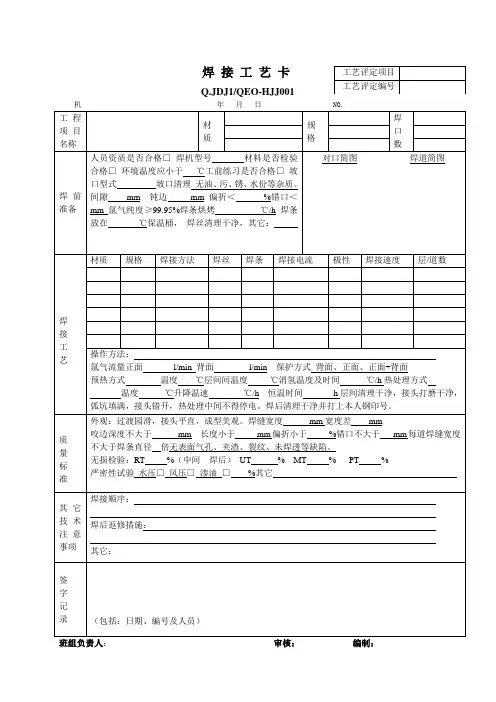
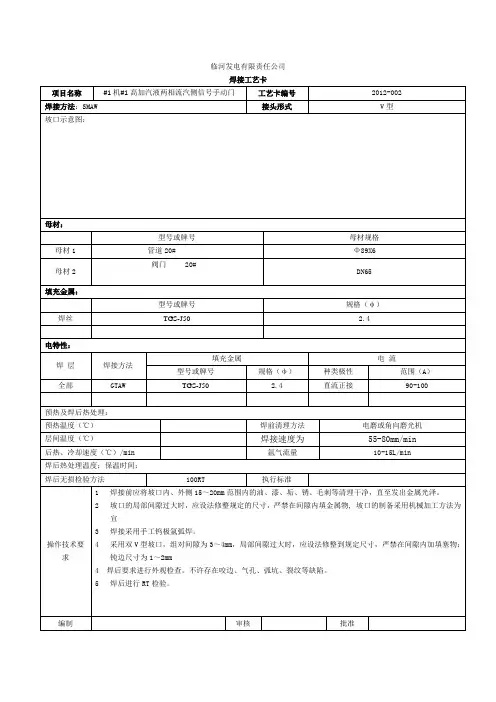
临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡临河发电有限责任公司焊接工艺卡项目名称B电动给水泵出口母管放水门更换工艺卡编号2012-006 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b30-50 0-4母材:型号或牌号母材规格母材1 管道 20# Φ32×3母材2 管道 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.5电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求1焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
2坡口的局部间隙过大时,应设法修整规定的尺寸,严禁在间隙内填金属物, 坡口的制备采用机械加工方法为宜3焊接采用手工钨极氩弧焊。
4采用双V型坡口,组对间隙为3~4mm,局部间隙过大时,应设法修整到规定尺寸,严禁在间隙内加填塞物;钝边尺寸为1~2mm5焊后要求进行外观检查,不许存在咬边、气孔、弧坑、裂纹等缺陷。
6 焊后进行RT检验。
编制审核批准临河发电有限责任公司焊接工艺卡项目名称C电动给水泵出口母管放水门更换工艺卡编号2012-007 焊接方法:GTAW 接头形式对接坡口示意图:坡口形式符号横截面焊接形式坡口尺寸(mm)b母材:型号或牌号母材规格母材1 管道 20# Φ32×3 母材2 阀门 20# DN25填充金属:型号或牌号规格(φ)焊丝TIG-J50 2.4电特性:焊层焊接方法填充金属电流型号或牌号规格(φ)种类极性范围(A)全部GTAW TIG-J50 2.4 直流正接80-110预热及焊后热处理:预热温度(℃)焊前清理方法电磨或角向磨光机层间温度(℃)焊接速度为55-80mm/min后热、冷却速度(℃)/min 氩气流量10-15L/min焊后热处理温度:保温时间:焊后无损检验方法100%RT 执行标准操作技术要求5焊接前应将坡口内、外侧15~20mm范围内的油、漆、垢、锈、毛刺等清理干净,直至发出金属光泽。
通用焊接工艺卡焊接工艺卡衣H —li焊接工艺卡02表H-05 NO焊接工艺卡编制:IJ焊接贾任工程师:2003 年 06 H 16技术要求及说明:1、 淸除坡口两侧内外表面20皿范幽的汕污、锈蚀、尘土.n 应磅出 金属光泽.2、 纵炸缝与息弧板相连一瑞3()〜5U mm 的内炸缝先用手工电弧烬炸 接.焊接工艺卡产晶名称储气罐 产品型号岑部件名称焊接丁艺扌旨亍me 外HP0I-01 炸接工艺评定编号 IIP0I 图 号母 材 Q235B 规 格4 mm 钢号类组别号 I 一 I 气 体 / |配比 / 流 最/ 苗根方式/ 接头编号对接接头 炸T •资格Mi-1 层次 炸接方法 胖接材料 电源及极性 电流(A) 电压(V)焊接速度(cni/min)线能彊 (J/cm)牌号1 SAW ER50-6 HJ43101.6直流反极〜28() 28 〜32 60 〜80 7200 2SAW〜32536 〜3"70 〜809620编制: IJ年 丿] 日 炸接责任H 程师:2003 年 06 }\ 16炸接泾次.顺序小意图:焊接层次(止/反):各一层 坡uffttit : 0° 饨边:板尽 问琼:0〜1技术要求及说明:K 淸除坡口两侧内外农面2Umm 范围的油污.锈蚀.尘土且应屈出 金属光泽.2、纵烬缝与息弧板相连一端30〜5() mm 的内炸缝先用手工电狐悍烬 接。
2003 年 06 丿 J 16 11焊接工艺卡产品名称储气罐 产品型号冬部件名称炸接匸艺抬9对缩号HRU-0I 炸接丁戈评定编号 IIMI1 图 号母 材 Q235B 规 格5 mm 钢号类组别弓 I 一 I 气 体/|配比 / 流就/淸根方式/ 接头編号 A 类焊接接头焊工资格Mt-1 层次 焊接方法 卅接材料 电源及极性 电流(A) 电压(V)焊接速度(cm/min) 线能帚 (J/cm)牌号 观俗 1 SAW ER50-6 HJ43101.6直流反极300〜320 28 〜32 60 〜80 7971 2SAW340〜36036〜3870 〜7510717表 H-05N0: 05焊接层次,顺序示意图:编制: 焊接层次(正/反):各层 坡口角必o a 饨5么板厚 何隙:0〜1悍接层次,顺序示意图:焊接工艺卡产品名称产品型号零部件名称炸接T.艺抬导书缩弓悍接.T•艺评定编号图号母材规格钢号类组别兮气体配比清根方式接头编弓焊工资格泾次辉樣方法焊接材料i|i fi ttt.H电流(A)电压(V)焊接遼度(cm/min)线能就(J/cm)牌号规格表H-05炸接泾次(iE/S):各•层坡口角度=0* 钝边’板尽何KG 0~1技术要求及说明:1、淸除坡口两侧内外农面2umm范围的油污.锈蚀.尘土且应屈出金属光泽.2、纵烬缝与息弧板相连一端3U〜50师的内烬缝先川手工电弧烬烬接。
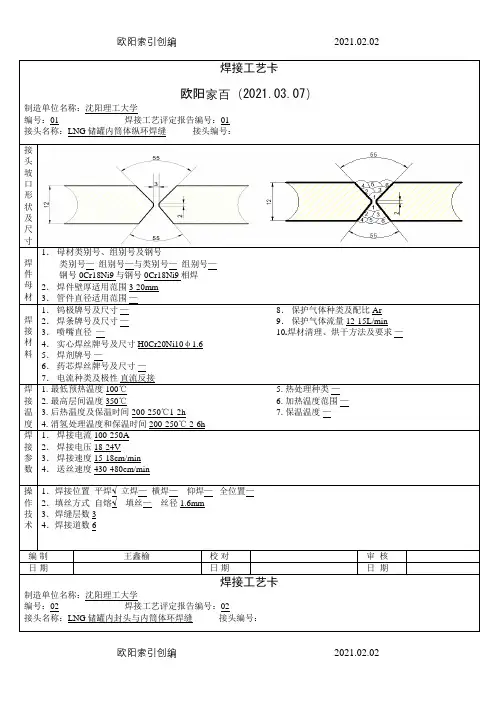
焊接工艺卡欧阳家百(2021.03.07)制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 H0Cr20Ni10φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A 2.焊接电压 18-24V3.焊接速度 15-18cm/min 4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.6mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02接头名称:LNG储罐内封头与内筒体环焊缝接头编号:接 头坡口形 状 及 尺 寸焊 件 母 材 1. 母材类别号、组别号及钢号 类别号— 组别号—与类别号— 组别号— 钢号0Cr18Ni9与钢号0Cr18Ni9相焊 2. 焊件壁厚适用范围 3-20mm 3. 管件直径适用范围 — 焊 接 材 料 1. 钨极牌号及尺寸 — 2. 焊条牌号及尺寸 — 3. 喷嘴直径 — 4. 实心焊丝牌号及尺寸 H0Cr20Ni10φ1.6 5. 焊剂牌号 —6. 药芯焊丝牌号及尺寸 —7. 电流种类及极性 直流反接8. 保护气体种类及配比 Ar9. 保护气体流量 12-15L/min10. 焊材清理、烘干方法及要求 — 焊 接 温 度 1. 最低预热温度 100℃ 2. 最高层间温度 350℃ 3. 后热温度及保温时间200-250℃1-2h 4. 消氢处理温度和保温时间 200-250℃ 2-6h5. 热处理种类 —6. 加热温度范围 —7. 保温温度 —焊 接 参 数1. 焊接电流 100-250A2. 焊接电压 18-24V3. 焊接速度 15-18cm/min4. 送丝速度 430-480cm/min 操 作 技 术 1. 焊接位置 平焊√ 立焊— 横焊— 仰焊— 全位置— 2. 填丝方式 自熔√ 填丝— 丝径1.5mm 3. 焊缝层数 3 4. 焊接道数 6编 制 王鑫榆校 对 审 核 日 期日 期日 期焊接工艺卡制造单位名称:沈阳理工大学 编号:03 焊接工艺评定报告编号:03 接头名称:LNG 储罐外筒体环纵焊缝 接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:04 焊接工艺评定报告编号:04接头名称:LNG储罐外封头与外筒体环焊缝接头编号:焊接工艺卡制造单位名称:沈阳理工大学编号:05 焊接工艺评定报告编号:05接头名称:LNG储罐接管与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:06 焊接工艺评定报告编号:06接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:07 焊接工艺评定报告编号:07接头名称:LNG储罐接管与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—材料4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:08 焊接工艺评定报告编号:08接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊 1.焊接电流 100-250A接参数2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:09 焊接工艺评定报告编号:09接头名称:LNG储罐人孔与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:10 焊接工艺评定报告编号:10接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号Q345R相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 CO2(80%)Ar(20%)9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 24.焊接道数3编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:11 焊接工艺评定报告编号:11接头名称:LNG储罐人孔与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:12 焊接工艺评定报告编号:12接头名称:LNG储罐人孔与外封头角焊缝接头编号:坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R与钢号0Cr18Ni9相焊2.焊件壁厚适用范围 3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸 ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比 Ar9.保护气体流量 12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度 100℃2.最高层间温度 350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间 200-250℃ 2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流 100-250A2.焊接电压 18-24V3.焊接速度 15-18cm/min4.送丝速度 430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:16 焊接工艺评定报告编号:16接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺。
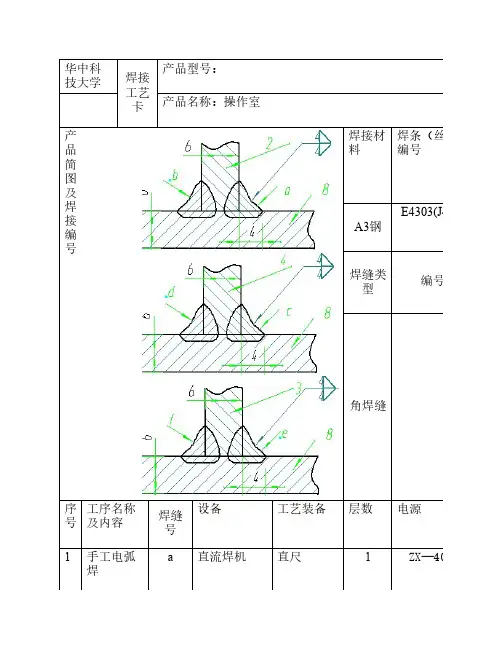

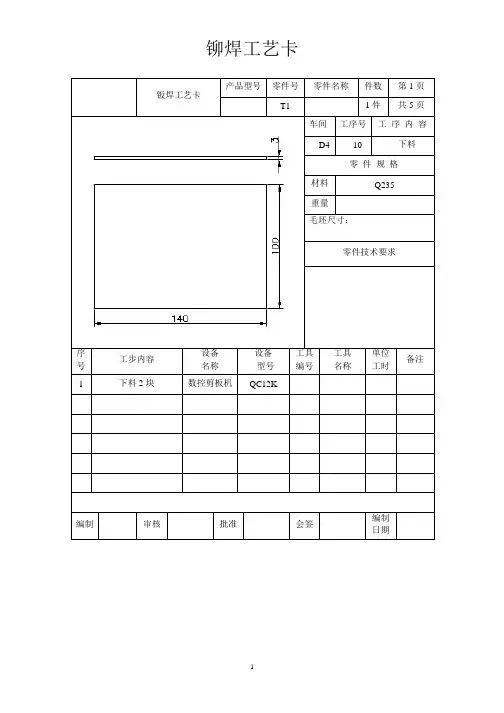
铆焊工艺卡序设备设备工具序设备设备工具序设备设备工具序设备设备工具序设备设备工具锻压马钉工艺卡普车螺纹加工工序卡0006 设备设备工具工具球体加工工艺卡设备设备工具编工具销钉加工工艺卡CG003 设备设备工具工具圆锥加工工艺卡设备设备工具编工具轴套1 加工工艺卡CG005 轴套1 设备设备工具编工具轴套2 加工工艺卡设备工具编工具综合件加工工序卡普通铣六角螺栓工艺卡圆柱直齿轮工序卡XG001设备设备工具工具钳工家用小鎯头工艺卡QG002设备设备工具工具四方螺母工序卡南昌大学工程训练中心钳工工艺卡产品型号零件号零件名称件数第1 页实训产品QG001 四方螺母 1 件共1 页零件加工路线`零件规格车间D-2 工序材料Q235-A重量毛坯料尺寸:Φ25×100mm零件技术要求全部 3.2序号工步名称设备名称设备型号工具编号工具名称工序内容单位工时备注1 下料台虎钳、钻床Z516-1台钻手锯锯割13 0.5 mm20min2 粗锉平锉、角尺、游标尺粗锉A 面及相对面30min3 划线划线工具划出加工线25min4 钻孔φ6.8 钻头钻M8 底孔10min5 攻丝M8 丝锥攻M8 内螺纹10min6 精加工平锉、角尺、游标尺达到图纸要求120min编制邓国华审核批准会签编制日期2005.5数控车数控车加工工序卡数控铣数控铣削加工工序卡南昌大学工程训练中心数控铣削加工工艺卡产品型号零件号零件名称件数第1 页实训产品XK001 凸模 1 件共1 页零件加工路线零件规格车间D-1工序材料铝板库房下料重量0.4kg钳工去毛刺未加工前情况铝板钳工划线毛坯料500x100x13mm铝板数控铣铣成形钳工去毛刺零件技术要求检验室检验 1.表面无毛刺序号工步名称设备名称设备型号工具编号工具名称工序内容单件工时备注1 编程安装及调试 22 装夹平口钳扳手0.153 铣数控铣床KVC1050A16 立铣刀手动铣毛坯顶面104 铣铣刀铣94x94F 方形145 铣槽铣16U 形槽20 50 钻孔钻8 孔12 60 检验70编制李学文审核批准会签编制日期2005.2.2.零件程序的编辑及加工要学生独立操作;3.学生还可自拟作业进行实践加工。
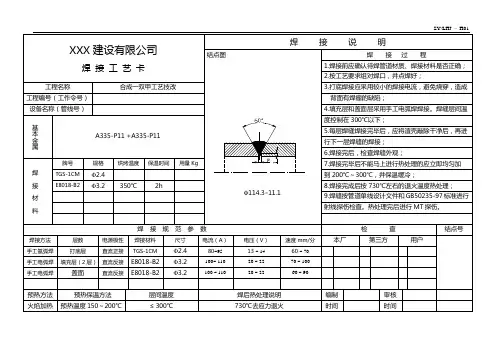
焊接工艺过程卡建设单位:浙江新安化工集团股份有限公司项目名称:新安化工10万吨/年有机硅热电工程锅炉型号:NG—75/485-M4 _______________ 江苏华能建设工程集团有限公司江苏华能建设工程集团公司第1页共页产品名称另、部件名称编号HK001WPS NO: 028焊接位置水平PQR NO: 028焊接方法GTAW 基本金属型号规格20G t=,4焊接材料牌号规格<烘干温度烘烤时间定量TIG-J50< 节点简图:焊接方法焊机极性层次焊条直径电流(A)电压(V)速度mm/min焊丝直径鸽棒直径伸出长度(mm)气体流量(L/min)GTAW 直流正接1 85-90 12-15 <5-8 6-9焊接规范参数焊接过程:1、焊前清理焊缝坡口各侧20mm2、组对点固焊详见结点简图、手工鹄极氫弧焊焊丝(TIG-J50)层次(2)焊前清理焊丝上的油、锈、水汽, 焊缝加强高o-2mm喷嘴直径(①8)与工件间夹角(755 -855 )、手工电弧焊焊条(/)层次(/) 层间清理,焊缝加强高0-2mm4、焊后清理,外观检查,力学性能5、( ) %X射线探伤,()级合格热处理方法及工艺要求:焊接规范参数5、 ( ) %X 射线探伤,()级合格焊接方法焊机 极性 层次1焊条 直径电流(A)电压(V)速度 mm/min 焊丝 直径钩棒 直径 伸出长 度(mm) 气体流量 (L/min) GTAW直流$正接185-90 12-15(I)5-8 6-9热处理方法及工艺要求:GTAW直流 正接280-90 12-15(I)5-86-9-审批校核编制■江苏华能裟设工程集团公司第3页共页产品名称另、部件名称图号HK003WPS NO : 028焊接位置 水平PQR NO : 028焊接方法GTAW基本金属型号规格20G t=t 5焊接材料牌号规格烘干温度 烘烤时间 定量焊接过程:1、 焊前清理焊缝坡口各侧20mm致金属光泽 2、 组对点固焊详见结点简图、手工鸽极氫弧焊焊丝(TIG-J50) 层次(2)焊前清理焊丝上的 油、锈、水汽,焊缝加强高 0-3nun 喷嘴直径(①8)与工 件间夹角(75Q -节点简图:江苏华能建设工程集团公司第5页共页产品名称另、部件名称编号HK005WPS NO: 028焊接位置水平PQR NO: 028焊接方法GTAW 基本金属型号规格20G t=3焊接材料规格烘干温度烘烤时间定量TIG-J50 节点简图:焊接方法焊机极性层次焊条直径电流(A)电压(\)速度mm/min焊丝直径鸽棒直径伸出长度(mm)气体流量(L/min)GTAW 直流正接180-85 12-15 5-8 6-9GTAW 直流正接280-90 12-15 5-86-9焊接规范参数焊接过程:1、焊前清理焊缝坡口各侧20mm2、组对点固焊详见结点简图、手工鹄极氫弧焊焊丝(TIG-J50)层次(2)焊前清理焊丝上的油、锈、水汽, 焊缝加强高o-3mm喷嘴直径(①8)与工件间夹角(755 -855 )、手工电弧焊焊条(/)层次(/) 层间清理,焊缝加强高0-2mm4、焊后清理,外观检查,力学性能5、( ) %X射线探伤,()级合格热处理方法及工艺要求:审批 校核 编制江苏华能建设工程集团公 司焊接产品名称节点简图:另、部件名称■图号 HK006• ••WPS NO : 028 焊接位置垂直PQR NO : 028 焊接方法GTAW 基本金属型号规格20G t=3 焊接材料 牌号规格 烘干温度 烘烤时间 定量 TIG-J501?工 艺 卡第6页共页焊接过程:焊接规范参数1、 焊前清理焊缝坡口各侧20mm致金属光泽2、 组对点固焊详见结点简图、手工鸽极氨弧焊焊丝(TIG-J50)层次(2)焊前清理焊丝上的 油、锈、水汽,焊缝加强髙 o-4mm 喷嘴直径(①8)与工 件间夹角(752 -855 )、手工电弧焊焊条(/)层次(/)层间清理,焊缝加强高 0-2mm ¥4、 焊后清理,外观检查,力学性能5、 ( ) %X 射线探伤,()级焊接方法焊机极性层次焊条直径电流(A)电压(V )速度mm/min焊丝直径鸽棒直径伸出长度(nun)气体流量(L/min)合格GTAW 直流正接1 80-85 12-150>5-8 6-9热处理方法及工艺要求:GTAW 直流正接2 80-9012-155-8 6-9审批校核编制江苏华能建设工程集团公司卡第7页共产品名称另、部件名称图号HK007 WPS NO: 039焊接位置垂直PQR NO: 039 焊接方法GTAW基豕金属型号规胳15CrMo t二.4埠接材料牌号规格烘干温度烘烤时间定量TIG-R30 节点简图:焊接过程:◄-----------------------►/<<12-3t60+591、焊前清理焊缝坡口各侧20mm 致金属光泽2、组对点固焊详见结点简图、手工铸极氫弧焊焊丝(TIG-R30)层次(2)焊前清理焊丝上的油、锈、水汽, 焊缝加强高o-4mm喷嘴直径(①8)与工件间夹角(75^ -855 )、手工电弧焊焊条(/)层次(/)WPS NO: 044 焊接位置垂直PQR NO: 044焊接方法■GTAW基本金属型号规格12CrlMoV t=4,5焊接材料牌号规格烘干温度烘烤时间定量TIG-R31*焊接规范参数2、组对点固焊详见结点简图、手工鸽极氫弧焊焊丝(TIG-R31) 层次(2)焊前清理焊丝上的油、锈、水汽,焊缝加强高0-4mm喷嘴直径(①8)与工件间夹角(755 -855 )、手工电弧焊焊条(/)层次(/) 层间清理,焊缝加强高0-2mm 4、焊后清理,外观检查,力学性能5、( ) %X射线探伤,()级合格焊接方法焊机极性层次GTAW 直流正接 1 GTAW 直流正接 2审批焊条直径电流(A)电压(V)75-8512-1580-9012-15校核速度mm/min埠丝直径鹄棒直径伸出长气体流量度(mm) (L/min)5-8 6-9热处理方法及工艺要求:编制5-8 6-9江苏华能建设工程集团公司第10页共页产品名称另、部件名称编号HK010WPS NO: 044焊接位置水平PQR NO: 044焊接方法GTAW 基本金属型号规格12CrlMoV t=4,5?焊接材料牌号规格烘干温度烘烤时间定量TIG-R31 •* 节点简图:焊接方法焊机极性层次焊条直径电流(A)电压(\)速度mm/min焊丝直径鸽棒直径伸出长度(mm)气体流量(L/min)GTAW 直流正接175-85 12-15 5-8 6-9GTAW 直流正接280-90 12-15 5-86-9焊接规范参数焊接过程:1、焊前清理焊缝坡口各侧20mm2、组对点固焊详见结点简图、手工鹄极氫弧焊焊丝(TIG-R31)层次(2)焊前清理焊丝上的油、锈、水汽, 焊缝加强高o-4mm喷嘴直径(①8)与工件间夹角(755 -855 )、手工电弧焊焊条(/)层次(/) 层间清理,焊缝加强高0-2mm4、焊后清理,外观检查,力学性能5、( ) %X射线探伤,()级合格热处理方法及工艺要求:审批校核编制焊接方法焊机极性层次焊条直径电流(A)电压(V)速度mm/min焊丝直径钩棒直径伸出长度(mm)气体流量(L/min)合格GTAW 直流正接175-80 12-15(D 5-8 6-9热处理方法及工艺要求:GTAW 直流正接275-8012-15(I)5-8 6-9 >(■审批校核编制WPS NO : 039 焊接位置 水平 PQR NO : 039 焊接方法GTAW 基本金属型号规格 12CrlMoV+15CrMo t 二4.焊接材料牌号规格烘干温度烘烤时间定量TIG-R30另.部件名称编号HK0161、 焊前清理焊缝坡口各侧20mm致金属光泽 2、 组对点固焊详见结点简图、手工鹄极氫弧焊焊丝 (TIG-R30)层次(2)焊前 清理焊丝上的油、锈.水汽, 焊缝加强高o-4mm 喷嘴直径 (①8)与工件间夹角(755 -855 )、手工电弧焊焊条(/)层次(/) 层间清理,焊缝加强高 0-2mm焊后清理,外观检查,力学性能焊接规范参数 5、 (/) %X 射线探伤,(/)级合格焊接方法 焊机 极性 层次焊条 直径电流(A) 电压(V) 速度mm/min焊丝 直径鸽棒 直径伸出长 度(mm) 气体流量(L/min) GTAW 直流 正接175-85(12-155-8 6-9 热处理方法及工艺要求:GTAW直流 正接2—75-85 12-155-86-9?<审批 校核 编制4、审批校核编制焊接规范参数 5、 (25) %X 射线探伤,(II )级合格焊接方法焊机 极性 层次 焊条 直径 电流(A)电压(V)速度mm/min焊丝 直径鸽棒直径 伸出长度(mm) 气体流量(L/min) GTAW 直流 正接 185-90 12-15•5-8 6-9热处理方法及工艺要求:SMAW直流 正接2-6100-11023-26&审批校核 编制公司第19页共页产品名称另、部件名称编号 HK019WPS NO : 029 焊接位置 水平PQR NO : 029焊接方法G1WSMAW基本金属型号规格20# t=6.7焊接材料牌号规格烘干温度 烘烤时间定量TIG-J50焊接过程:1、 焊前清理焊缝坡口各侧20mm 致金属光泽 2. 组对点固焊详见结点简图、手工铸极氫弧焊焊丝 (TIG-J50)层次(2)焊 前清理焊丝上的油、锈、 水汽,焊缝加强高0-3mm 喷嘴直径(①8)与工件间节点简图:60+5?节点简图:产品名称焊接过程:5、审批校核 编制江苏华能建设工程集团公 司第22页共 页• 产品名称另、部件名称图号 HK022WPS NO : S031 焊接位置 垂直PQR NO : S031 焊接方法GTAW/SMAW 基本金属型号规格20G t=10焊接材料牌号规格 烘干温度 烘烤时间 定量TIG-J50■J507380°C2h节点简图:焊接过程:焊接规范参数 焊机 极性 层次 焊条 直径 电流(A)电压(V)速度mm/min焊丝 直径鸽棒直 径 伸出长 度(nun)焊接方法气体流疑 (L/min)1、 焊前清理焊缝坡口各侧20mm 致金属光泽 2、 组对点固焊详见结点简图 、手工鹄极氫弧焊焊丝(TIG-J50)层次(2)焊 前清理焊丝上的油、锈、 水汽,焊缝加强高0-3mm 喷嘴直径(①8)与工件 间夹角(755 -85?)、手工电弧焊焊条(J507)层 次(5)层间清理,焊缝 加强高0-2mm4、焊后清理,外观检查,力学性能(/) %X 射线探伤,(/) 级合格。