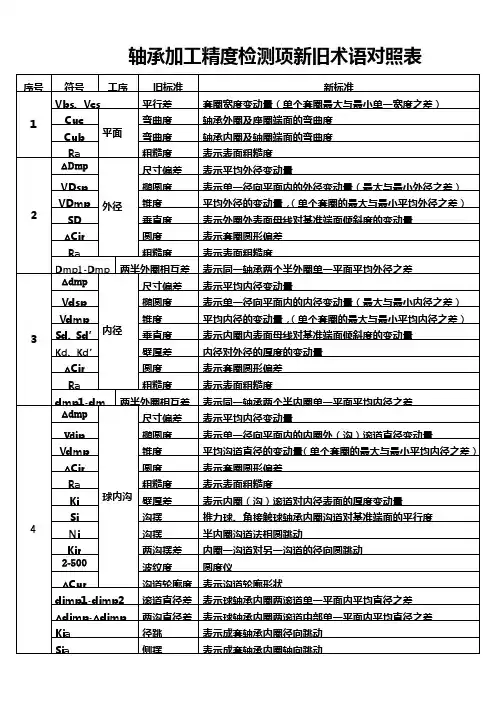
常用加工精度对照表
- 格式:pdf
- 大小:69.79 KB
- 文档页数:3
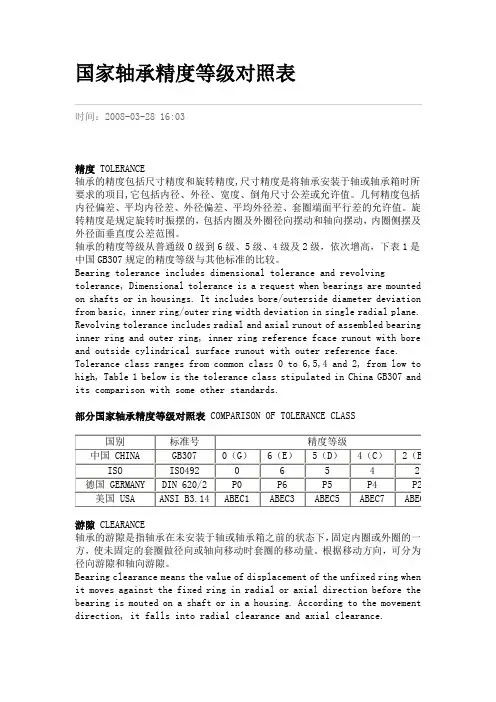
国家轴承精度等级对照表之宇文皓月创作时间:2008-03-28 16:03精度TOLERANCE轴承的精度包含尺寸精度和旋转精度,尺寸精度是将轴承装置于轴或轴承箱时所要求的项目,它包含内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包含内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包含内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他尺度的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face.Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in ChinaGB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未装置于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
国家轴承精度等级对照表国家轴承精度等级对照表时间:2008-03-28 16:03精度 TOLERANCE轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembledbearing inner ring and outer ring, inner ring reference fcace runoutwith bore and outside cylindrical surface runout with outer reference face. Tolerance class ranges from common class 0 to 6,5,4 and 2, fromlow to high, Table 1 below is the tolerance class stipulated in ChinaGB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS国别标准号精度等级中国 CHINA GB307 0(G) 6(E) 5(D) 4(C) 2(B)ISO ISO492 0 6 5 4 2 德国 GERMANY DIN 620/2 P0 P6 P5 P4 P2美国 USA ANSI B3.14 ABEC1 ABEC3 ABEC5 ABEC7 ABEC9 游隙 CLEARANCE 轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
自己去算一下ISO2=6H=2B比如10-32UNF-GH3和10-32UNF-3B的公差各是多少?GH3:4.336+0.0127(mm)3B:0.1697+0.0029(in)YAWAMA的美标丝锥10-32UNF-GH3精度是不是和美标的3B精度等同?不相同的.H3是丝锥精度,3B是内螺纹精度.YAMAW A挤压丝锥:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。
因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。
此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。
•YAMAW A挤压丝锥精度等级:YAMAW A G级•YAMAW A 挤压丝锥材质:HSS-E •YAMAW A挤压丝锥切刃吃入部牙数:2牙/4牙•YAMAW A挤压丝锥表面处理:N-RZ-酸化处理(黑色),R-V-复钛(TIN)处理(金黄色)•YAMAW A挤压丝锥适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等… N-RZ适用于低碳钢,中碳钢等丝锥精度等级分为几种?美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
国家轴承精度等级对照表时间:2008-03-28 16:03精度TOLERANCE轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face. Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in China GB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
常用加工方法与达到粗糙度对比图表粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)孔加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm5钻-扩-铰IT8-9 5.0-2.56钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸出孔或锻出孔10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.511粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.2512粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗IT6-7 1.25-0.6313粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工16钻-(扩)-粗铰-精铰-珩磨钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨IT6-70.32-0.040精度要求很高的孔17以研磨代替上述方案的珩磨IT6以上0.160-0.010平面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.327粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨IT5-60.63-0.0409粗铣-拉IT6-9 1.25-0.32大量生产,较小的平面(精度视拉刀的精度而定)10粗铣-精铣-磨削-研磨IT5以上高精度平面外圆表面加工方案与经济公差序号加工方案经济公差等级表面粗糙度Ra(μm)适用范围1.粗车IT11-1380-20适用于淬火钢外的各种金属2.粗车-半精车IT8-910.0-5.03.粗车-半精车-精车IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属6.粗车-半精车-粗磨-精磨IT5-60.63-0.1607.粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)IT50.160-0.0208.粗车-半精车-精车-金刚石车IT5-60.63-0.040主要用于要求较高的有色金属的加工9.粗车-半精车-粗磨-精磨-超精磨或镜面磨IT5以上0.040-0.010极高精度的外圆加工10.粗车-半精车-粗磨-精磨-研磨IT5以上0.160-0.010各种毛坯表面层厚度(mm)自由锻件模锻件铸件磁钢≤1.5磁钢≤1灰口铸铁1-4合金钢2-4合金钢≤0.5铸钢2-5。
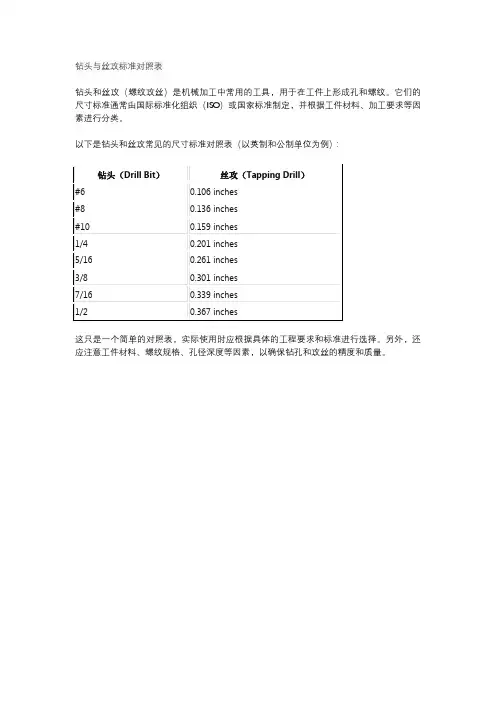
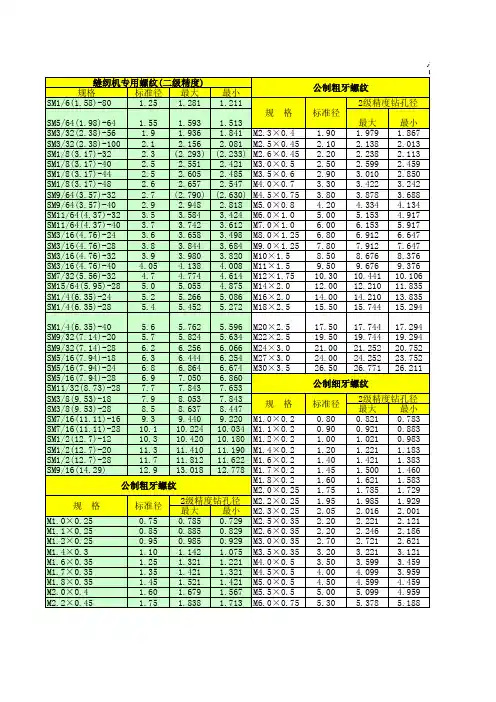
钻头与丝攻标准对照表
钻头和丝攻(螺纹攻丝)是机械加工中常用的工具,用于在工件上形成孔和螺纹。
它们的尺寸标准通常由国际标准化组织(ISO)或国家标准制定,并根据工件材料、加工要求等因素进行分类。
以下是钻头和丝攻常见的尺寸标准对照表(以英制和公制单位为例):
这只是一个简单的对照表,实际使用时应根据具体的工程要求和标准进行选择。
另外,还应注意工件材料、螺纹规格、孔径深度等因素,以确保钻孔和攻丝的精度和质量。
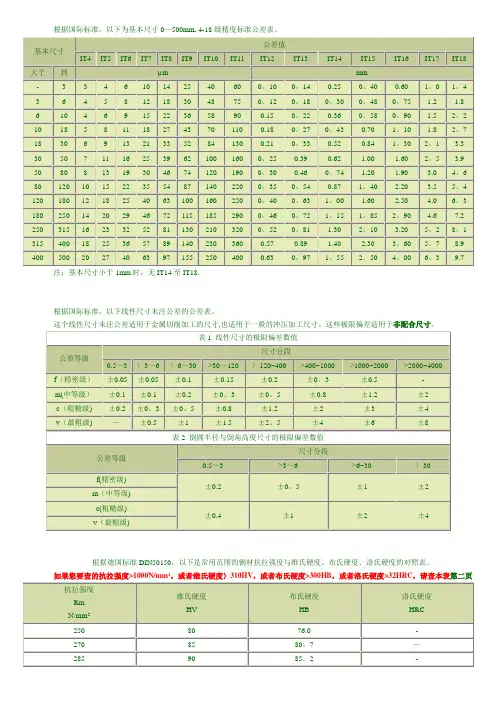
根据国际标准,以下为基本尺寸0—500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18.
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度〉310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度〈1000N/mm2,或者维氏硬度〈310HV,或者布氏硬度〈300HB,或者洛氏硬度〈32HRC,请查本表第一页。
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
公差值基本尺寸IT4IT5IT6IT7IT8IT9IT10IT11IT12IT13IT14IT15IT16IT17IT18大于到µm mm-334610142540600.100.140.250.400.60 1.0 1.4 3645812183048750.120.180.300.480.75 1.2 1.8 61046915223658900.150.220.360.580.90 1.5 2.2 10185811182743701100.180.270.430.701.10 1.8 2.7 18306913213352841300.210.330.520.841.30 2.1 3.3 3050711162539621001600.250.390.621.001.60 2.5 3.9 5080813193046741201900.300.460.741.201.90 3.0 4.6 801201015223554871402200.350.540.871.402.20 3.5 5.4 12018012182540631001602500.400.631.001.602.50 4.0 6.3 18025014202946721151852900.460.721.151.852.90 4.67.2 25031516233252811302103200.520.811.302.103.20 5.28.1 31540018253657891402303600.570.891.402.303.60 5.78.9 40050020274063971552504000.630.971.552.504.00 6.39.7注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
加工方法 粗糙度范围(μm)加工方法粗糙度范围(μm)砂模铸造 6.3~100磨外圆粗0.8~6.3壳型铸造 6.3~100半精0.2~1.6金属模铸造 1.6~50精0.025~0.4离心铸造 1.6~2.5磨平面粗 1.6~3.2精密铸造0.8~12.5半精0.4~1.6蜡模铸造0.4~12.5精0.025~0.4压力铸造0.4~6.3珩磨平面0.025~1.6热轧 6.3~100圆柱0.012~0.4模锻 1.6~100研磨粗0.2~1.6冷轧0.2~12.5半精0.05~0.4挤压0.4 ~12.5精0.012~0.1冷拉0.2 ~6.3抛光一般0.1 ~1.6锉0.4 ~25精0.012 ~0.1刮削0.4 ~12.5滚压抛光0.05 ~3.2刨削粗 6.3 ~25超精加工半精 1.6 ~6.3平面0.012 ~0.4精0.4 ~1.6圆柱0.012 ~0.4插削 1.6 ~25化学磨0.8 ~25钻孔0.8 ~25电解磨0.012 ~1.6扩孔粗 6.3 ~25电火花加工0.8 ~25精 1.6 ~6.3切割气割 6.3 ~100金刚镗孔0.05 ~0.4锯 3.2 ~100镗孔粗 6.3 ~50车 3.2 ~25半精0.8 ~6.3 铣12.5 ~50精0.4 ~1.8磨 1.6 ~6.3铰孔粗 1.6 ~12.5螺纹加工半精0.4 ~3.2丝椎板牙0.8 ~6.3精0.1 ~1.6梳铣0.8 ~6.3拉削半精0.4 ~3.2滚0.2 ~0.8精0.1 ~0.4车0.4 ~12.5滚铣粗 3.2 ~25搓丝0.8 ~6.3半精0.8 ~6.3 滚压0.4 ~3.2精0.4 ~1.6磨0.2 ~1.6端面铣粗 3.2 ~12.5研磨0.05 ~1.6半精0.4 ~6.3齿轮及花键加工精0.2 ~1.6刨0.8 ~6.3车外圆粗 6.3 ~25滚0.8 ~6.3半精 1.6 ~12.5插0.8 ~6.3精0.2 ~1.6磨0.1 ~0.8金刚车0.025 ~0.2剃0.2 ~1.6车端面粗 6.3 ~25半精 1.6 ~12.5精0.4 ~1.6。
国家轴承精度等级对照表时间:2008-03-28 16:03精度TOLERANCE轴承的精度包括尺寸精度和旋转精度,尺寸精度是将轴承安装于轴或轴承箱时所要求的项目,它包括内径、外径、宽度、倒角尺寸公差或允许值。
几何精度包括内径偏差、平均内径差、外径偏差、平均外径差、套圈端面平行差的允许值。
旋转精度是规定旋转时振摆的,包括内圈及外圈径向摆动和轴向摆动,内圈侧摆及外径面垂直度公差范围。
轴承的精度等级从普通级0级到6级、5级、4级及2级,依次增高,下表1是中国GB307规定的精度等级与其他标准的比较。
Bearing tolerance includes dimensional tolerance and revolving tolerance, Dimensional tolerance is a request when bearings are mounted on shafts or in housings. It includes bore/outerside diameter deviation from basic, inner ring/outer ring width deviation in single radial plane. Revolving tolerance includes radial and axial runout of assembled bearing inner ring and outer ring, inner ring reference fcace runout with bore and outside cylindrical surface runout with outer reference face.Tolerance class ranges from common class 0 to 6,5,4 and 2, from low to high, Table 1 below is the tolerance class stipulated in China GB307 and its comparison with some other standards.部分国家轴承精度等级对照表 COMPARISON OF TOLERANCE CLASS游隙CLEARANCE轴承的游隙是指轴承在未安装于轴或轴承箱之前的状态下,固定内圈或外圈的一方,使未固定的套圈做径向或轴向移动时套圈的移动量。
自己去算一下ISO2=6H=2B比如10-32UNF-GH3和10-32UNF-3B的公差各是多少?GH3:4.336+0.0127(mm)3B:0.1697+0.0029(in)YAWAMA的美标丝锥10-32UNF-GH3精度是不是和美标的3B精度等同?不相同的.H3是丝锥精度,3B是内螺纹精度.YAMAW A挤压丝锥:挤压丝攻是应用塑性成形方式,在下孔内压磨使被削材隆起而形成螺纹。
因不会产生切屑,不存在排屑槽,因此也叫无沟(屑)丝攻。
此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
挤压丝攻最适合于具有可塑性之材料如铝,红铜,锌,黄铜与低碳钢。
•YAMAW A挤压丝锥精度等级:YAMAW A G级•YAMAW A 挤压丝锥材质:HSS-E •YAMAW A挤压丝锥切刃吃入部牙数:2牙/4牙•YAMAW A挤压丝锥表面处理:N-RZ-酸化处理(黑色),R-V-复钛(TIN)处理(金黄色)•YAMAW A挤压丝锥适用被削材:N-RS适用于铝,红铜,锌,黄铜,低碳钢等… N-RZ适用于低碳钢,中碳钢等丝锥精度等级分为几种?美国BALAX公司是美国生产丝锥及螺纹量规的领导者之一,尤其在挤压丝锥方面具有独特的技术和加工理念。
产品范围相当广泛,几乎涉及刀现代机械加工中所要求的各式螺纹加工,同时又具有相当有竞争力的性价比,不论在传统的攻牙设备,还是现代CNC螺纹加工,都具有很强的竞争性。
挤压丝锥较切削丝锥有七大优点:1、无屑加工。
因为挤压丝锥是通过冷挤压、工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2、强化所攻牙的强度。
积压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3、更高的产品合格率。
由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好;而切削丝锥是通过切削来完成,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
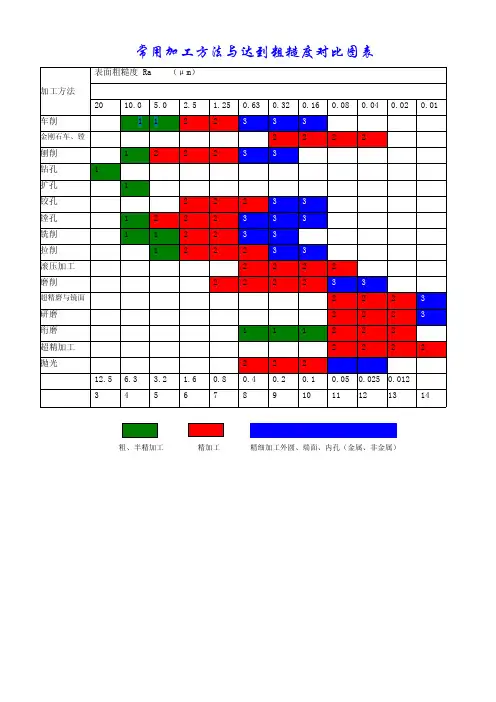
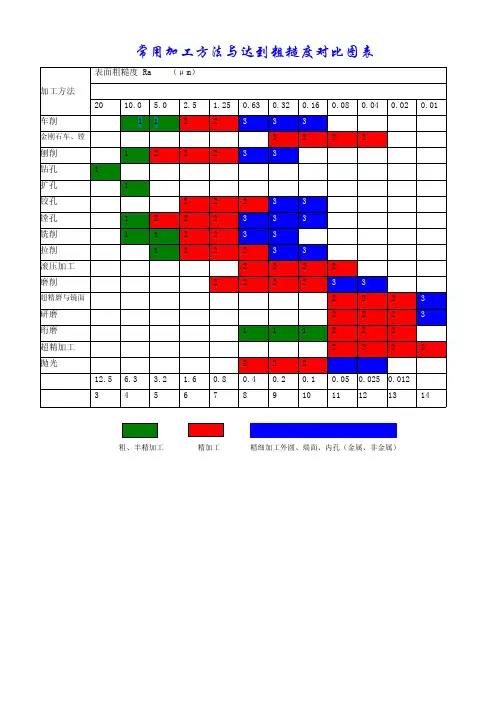
常用加工方法与达到粗糙度对比图表
粗、半精加工精加工精细加工外圆、端面、内孔(金属、非金属)
孔加工方案与经济公差
序号加工方案经济公差等级表面粗糙度
Ra(μm)适用范围
1钻IT11-1320加工未淬火钢及铸铁的实心毛坯,也可用于加工有色金属(表面粗糙度稍差),孔径<(15-20)mm 2钻-铰IT8-9 5.0-2.53钻-粗铰-精铰IT7-8 2.5-1.254钻-扩IT1120-10.0同上,但孔径>(15-20)mm
5钻-扩-铰IT8-9 5.0-2.5
6钻-扩-粗铰-精铰IT7 2.5-1.257钻-扩-机铰-手铰IT6-70.63-0.1608钻-(扩)-拉IT6-7 2.5-0.160大批大量生产(精度视)9粗镗(或扩孔)IT11-1320-10.0除淬火钢外各种材料,毛坯有铸
出孔或锻出孔
10粗镗(粗扩)-半精镗(精扩)IT8-9 5.0-2.5
11粗镗(扩)-半精镗(精扩)-精镗(铰)IT7-8 2.5-1.25
12粗镗(扩)-半精镗(精扩)-精镗-浮动镗刀块精镗
IT6-7 1.25-0.63
13粗镗(扩)-半精镗-磨孔IT7-8 1.25-0.32主要用于加工淬火钢,也可用于不淬火钢,但不宜用于有色金属14粗镗(扩)-半精镗-粗磨-精磨IT6-70.32-0.16015粗镗-半精镗-精镗-金刚镗IT6-70.63-0.080主要用于精度要求较高的有色金属加工
16钻-(扩)-粗铰-精铰-珩磨
钻-(扩)-拉-珩磨粗镗-半精镗-精镗-珩磨
IT6-70.32-0.040
精度要求很高的孔
17以研磨代替上述方案的珩磨IT6以上0.160-0.010
平面加工方案与经济公差
序号加工方案
经济公差等级
表面粗糙度
Ra(μm)适用范围
1粗车-半精车IT8-910-5.0端面2粗车-半精车-精车IT6-7 2.5-1.53粗车-半精车-磨削
IT7-9 1.25-0.324粗刨(或粗铣)-精刨(或精铣)IT7-910.0-2.5一般不淬硬平面(端铣的表面粗糙度较好)5粗刨(或粗铣)-精刨(或精铣)-括研IT5-6 1.25-0.160精度要求较高的不淬硬平面
批量较大时宜采用宽刃精刨方案6粗刨(或粗铣)-精刨(或精铣)-宽刃精刨IT6 1.25-0.32
7粗刨(或粗铣)-精刨(或精铣)-磨削IT6 1.25-0.32精度要求较高的淬硬平面或不淬硬平面
8粗刨(或粗铣)-精刨(或精铣)-粗磨-精磨
IT5-60.63-0.0409粗铣-拉
IT6-9 1.25-0.32
大量生产,较小的平面(精度视拉刀
的精度而定)10
粗铣-精铣-磨削-研磨
IT5以上
高精度平面
外圆表面加工方案与经济公差
序号加工方案
经济公差等级表面粗糙度Ra(μm)适用范围
1.粗车IT11-1380-20适用于淬火钢外的各种金属
2.粗车-半精车IT8-910.0-5.0
3.粗车-半精车-精车
IT6-7 2.5-1.254.粗车-半精车-精车-滚压(或抛光)
IT6-70.32-0.0405.粗车-半精车-磨削IT6-7 1.25-0.63主要用于淬火钢,也可用于未淬火钢,但不宜加工有色金属
6.
粗车-半精车-粗磨-精磨
IT5-60.63-0.1607.
粗车-半精车-粗磨-精磨-超精加工(或轮式超精磨)
IT50.160-0.020
8.粗车-半精车-精车-金刚石车
IT5-60.63-0.040主要用于要求较高的有色金属的加工9.
粗车-半精车-粗磨-精磨-超精磨或镜面磨
IT5以上0.040-0.010极高精度的外圆加工
10.粗车-半精车-粗磨-精磨-研磨IT5以上
0.160-0.010
各种毛坯表面层厚度(mm)自由锻件模锻件
铸件
磁钢≤1.5磁钢
≤1灰口铸铁1-4合金钢2-4
合金钢
≤0.5
铸钢
2-5。