三菱plc控制伺服电机实例蜗杆减速机
- 格式:doc
- 大小:815.50 KB
- 文档页数:4
S7-200系列PLC控制三菱MR-J3伺服的实现本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现XA6132铣床的位置控制。
随着科技的发展和人民生活水平的提高,机床的加工精度和生产效率要求越来越高。
因此,老旧设备需要进行升级改造,以实现精确的位置和速度控制。
铣床的主轴采用普通电机,进给轴采用伺服电机控制。
本文将详细介绍硬件配置和连接方式。
硬件配置方面,本文选用了三菱FR-J3伺服放大器和HF-SP三菱伺服电机作为伺服控制器,具有高响应性、高精度定位、高水平自动调谐等优点。
同时,为了综合考虑性价比和性能,本文选用了性价比高的三菱MR-J3伺服放大器和HF-SP502伺服电机。
在PLC方面,本文选择了西门子S7-200系列的PLC,具有运行速度快、运行稳定、价格较低等优点。
为了实现位置控制,本文采用了集电极开路方式的控制模式,并选择了S7-224XPsi CN XXX型号的PLC。
在人机界面方面,本文选用了MD204LV4文本显示器作为小型人机界面,能够跟S7-200系列PLC通讯并且价格便宜。
硬件连接方面,本文详细介绍了主电路的连接方式。
伺服的脉冲输入端输入24V低电平的脉冲,因此,本文选择了24V低电平输出、具有速度控制、位置控制、占空比控制的PLC。
通过这些硬件的连接,可以实现铣床的精确位置和速度控制。
总之,本文介绍了使用S7-200系列PLC和三菱MR-J3伺服实现铣床位置控制的方法,详细介绍了硬件配置和连接方式。
这些方法可以帮助老旧设备进行升级改造,提高机床的加工精度和生产效率。
本文介绍了铣床控制系统中主轴电机、伺服轴和PLC的电路连接、通讯线的选择以及参数设置和PLC程序设计。
主轴电机采用普通电机,通过接触器进行控制,离合器控制主轴的抱紧与松开,用于换刀时将主轴抱紧。
伺服轴采用伺服控制,24伏电源给PLC、伺服、离合器及文本显示器提供电源,其中文本显示器和PLC共用一个24伏电源。
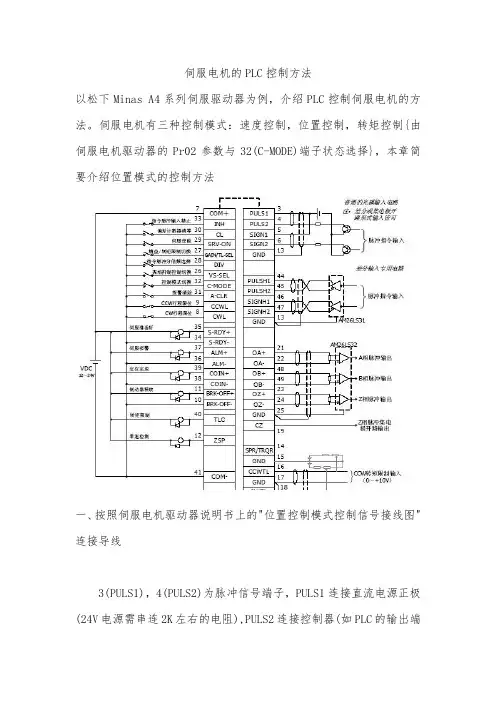
伺服电机的PLC控制方法以松下Minas A4系列伺服驱动器为例,介绍PLC控制伺服电机的方法。
伺服电机有三种控制模式:速度控制,位置控制,转矩控制{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本章简要介绍位置模式的控制方法一、按照伺服电机驱动器说明书上的"位置控制模式控制信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为控制方向信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC 的输出端子)。
当此端子接收信号变化时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数控制。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲即可以运转。
上面所述的六根线连接完毕(电源、编码器、电机线当然不能忘),伺服电机即可根据控制器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、偏差计数清零、定位完成等可根据您的要求接入控制器。
构成更完善的控制系统。
二、设置伺服电机驱动器的参数。
1、Pr02----控制模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,控制模式相应变为速度模式或是转矩模式,而设为0,则只为位置控制模式。
如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的。
2、Pr10,Pr11,Pr12----增益与积分调整,在运行中根据伺服电机的运行情况相应调整,达到伺服电机运行平稳。
当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足基本的要求.3、Pr40----指令脉冲输入选择,默认为光耦输入(设为0)即可。
PLC触摸屏控制伺服电机程序设计摘要:以三菱公司的FX3U-48MT-ES-A作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计。
关键词:PLC; 触摸屏; 伺服电机伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型1.1PLC的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U 晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令0.065 μs、PCMIX 值实现了以4.5倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
1.2伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为2.4 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
三菱PLC控制步进电机实例
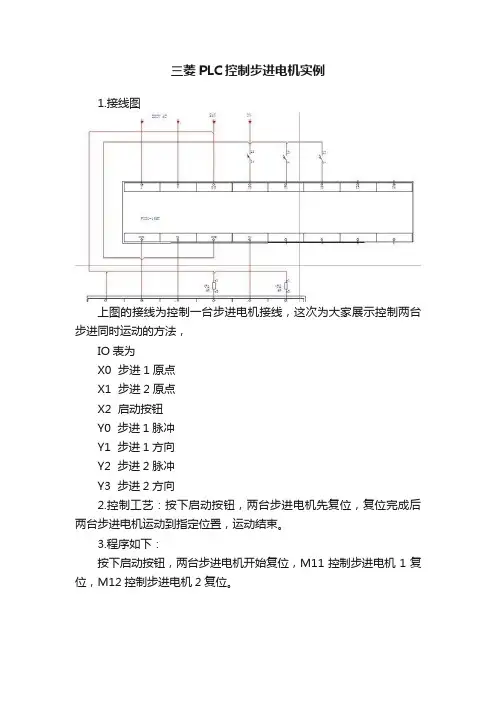
1.接线图
上图的接线为控制一台步进电机接线,这次为大家展示控制两台步进同时运动的方法,
IO表为
X0 步进1原点
X1 步进2原点
X2 启动按钮
Y0 步进1脉冲
Y1 步进1方向
Y2 步进2脉冲
Y3 步进2方向
2.控制工艺:按下启动按钮,两台步进电机先复位,复位完成后两台步进电机运动到指定位置,运动结束。
3.程序如下:
按下启动按钮,两台步进电机开始复位,M11控制步进电机1复位,M12控制步进电机2复位。
步进电机1复位,M13为复位完成标志。
步进电机2复位,M14为复位完成标志。
两台步进电机都复位完成后启动步进电机运动到指定目标,M15控制步进电机1,M16控制步进电机2
步进电机1运动,M17为运动完成标志
步进电机2运动,M18为运动完成标志
两台步进电机运动结束后,结束,等待下一次的启动,重复动作。
PLC控制伺服电机应用实例本文介绍了PLC控制伺服电机的应用实例,包括组成整个系统的PLC模块及外围器件,并附带相关程序。
其中以松下FP1系列PLC和A4系列伺服驱动为例,编制控制伺服电机定长正、反旋转的PLC程序并设计外围接线图。
在PLC程序中设定伺服电机旋转速度,单位为rpm,且设伺服电机设定为1000个脉冲转一圈。
根据机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比,以保证所需的定位精度。
最终实现控制的方法是应用PLC的相应脉冲指令发出脉冲。
Pr48、Pr4A、Pr4B是电子齿轮比的重要参数,用于控制伺服电机的运转速度和行走长度。
公式为:伺服电机每转一圈所需的脉冲数=编码器分辨率×Pr4B/(Pr48 ×2^Pr4A)。
如果所配编码器为2500p/r 5线制增量式编码器,则编码器分辨率为p/r。
若要控制器发送一个脉冲伺服电机行走长度为0.01mm,则伺服电机转一圈需要2000个脉冲。
三个参数可以设定为:Pr4A=0,Pr48=100,Pr4B=20.设定这三个参数需要考虑控制器的最大发送脉冲频率和工艺所要求的精度,工艺精度越高,则伺服电机能达到的最大速度越低。
松下FP1-40 T型PLC的程序梯型图如下:S7-200 PLC在数字伺服电机控制中的应用。
首先需要了解PLC如何控制伺服电机。
本应用实例选择的是位置控制模式,采用差动驱动方式的脉冲输入回路,方便实现对两部电机的控制。
PLC与伺服放大器的接线图如下:L+为公共PLC端子,接24VDC正端,通过控制内部晶体管的开关使得输出Q呈现不同的电平信号或发出脉冲信号。
L+一PG—P lM—L+为脉冲输入回路,PLC控制该回路中的发光二极管的亮灭,形成脉冲编码输入。
L+一NG—NP一1M—L+为电机旋转方向控制回路,当该回路的发光二极管点亮时,电机正转,否则反转。
为防止电流过大烧坏内部的发光二极管,需要外接电阻R,其阻值的计算如下:根据公式(1),可以选择R=3.9KO。
三菱PLC控制伺服电机得编程实例触摸屏给定转速后电机一直转而且还是伺服电机,如何实现可以从一下两个方案做参考,伺服电机的控制模式1:位置模式,2速度模式。
1、位置模式这个伺服电机常用的控制模式,应用于精密定位的场合,例如产业机械,具有方向性的指令脉冲输入可经由外界来的脉冲来操纵电机的转动角度,驱动器接受位置指令,控制电机至目标位置。
说到这里就必须说下三菱plc控制伺服电机的几个运动控制指令,根据你的问题,你可以采用PLSY,PLSV这两个指令,PLSY是脉冲输出指令,以设定频率发送特定的脉冲数量,想要实现一直转就是速度调节,这时候你把指令中的脉冲数量改为0就变成了发送无限脉冲,也就是速度模式了。
例如DPLSY K1000 K0 Y0,这时候伺服电机就以1000频率的脉冲运转了。
还有一种就是PLSV可变速脉冲输出,比如PLSV K1000 Y0 Y1,同样也能实现上述功能。
2、速度模式速度控制模式是驱动器接受速度指令,控制电机至目标转速,应用于精密控速的场合,例如 CNC 加工机等。
它的变频器的调速差不多,可采用模拟量控制、多段速度、通讯控制等。
以上两个模式都可实现在触摸屏输出给定转速指令,然后电机一直转的功能,看你使用的场合。
配合三菱PLC你需要了解伺服电机编码器的分辨率,设置好电子齿轮比;模拟量控制你要知道伺服电机的转速与模拟信号对应的关系。
下面举例说明:1采用位置模式假设编码器分辨率是160000p/r,就是转一圈又16万个脉冲,电子齿轮比是160,也就是说你发送1000个脉冲电机就转一圈,现在想实现电机1000r/min,换算成脉冲就是16666p/s,一秒发送16666个脉冲,采用PLSV指令,就是PLSV K16666 Y0 Y1即可实现。
2采用速度模式采用-10~10V电压信号控制速度,设置相关参数将-10~10v对应的转速变成为-3000r/min~3000r/min,负号代表方向。
实现三菱P L C触摸屏控制伺服电机HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】实现三菱PLC触摸屏控制伺服电机在plc行业中一直坚持高规格、高性能,得到很多技术人员的青睐,同时,在与伺服电机中也有很好的应用,下面以作为控制元件,GT1155-QFBD-C作为操作元件直接控制三菱伺服电机的具体程序设计伺服电机又称执行电机,它是控制电机的一种。
它是一种用电脉冲信号进行控制的,并将脉冲信号转变成相应的角位移或直线位移和角速度的执行元件。
根据控制对象的不同,由伺服电机组成的伺服系统一般有三种基本控制方式,即位置控制、速度控制、力矩控制。
本系统我们采用位置控制。
PLC在自动化控制领域中,应用十分广泛。
尤其是近几年PLC在处理速度,指令及容量、单轴控制方面得到飞速的发展,使得PLC在控制伺服电机方面也变得简单易行。
1控制系统中元件的选型的选型因为伺服电机的位移量与输入脉冲个数成正比,伺服电机的转速与脉冲频率成正比,所以我们需要对电机的脉冲个数和脉冲频率进行精确控制。
且由于伺服电机具有无累计误差、跟踪性能好的优点,伺服电机的控制主要采用开环数字控制系统,通常在使用时要搭配伺服驱动器进行控制,而伺服电机驱动器采用了大规模集成电路,具有高抗干扰性及快速的响应性。
在使用伺服驱动器时,往往需要较高频率的脉冲,所以就要求所使用的PLC能产生高频率脉冲。
三菱公司的FX3U晶体管输出的PLC可以进行6点同时100 kHz高速计数及3轴独立100 kHz的定位功能,并且可以通过基本指令μs、PCMIX值实现了以倍的高速度,完全满足了我们控制伺服电机的要求,所以我们选用FX3U-48MT-ES-A型PLC。
伺服电机的选型在选择伺服电机和驱动器时,只需要知道电机驱动负载的转距要求及安装方式即可,我们选择额定转距为 N·m,额定转速为3 000 r/min,每转为131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服电机,与之配套使用的驱动器我们选用MR-E-70A-KH003伺服驱动器。
三菱PLC控制步进电机实例
1.接线图
上图的接线为控制一台步进电机接线,这次为大家展示控制两台步进同时运动的方法,
IO表为
X0 步进1原点
X1 步进2原点
X2 启动按钮
Y0 步进1脉冲
Y1 步进1方向
Y2 步进2脉冲
Y3 步进2方向
2.控制工艺:按下启动按钮,两台步进电机先复位,复位完成后两台步进电机运动到指定位置,运动结束。
3.程序如下:
按下启动按钮,两台步进电机开始复位,M11控制步进电机1复位,M12控制步进电机2复位。
步进电机1复位,M13为复位完成标志。
步进电机2复位,M14为复位完成标志。
两台步进电机都复位完成后启动步进电机运动到指定目标,M15控制步进电机1,M16控制步进电机2
步进电机1运动,M17为运动完成标志
步进电机2运动,M18为运动完成标志
两台步进电机运动结束后,结束,等待下一次的启动,重复动作。
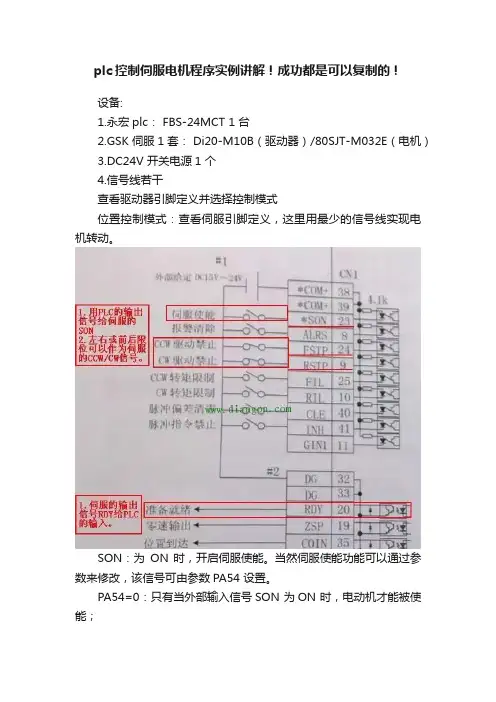
plc控制伺服电机程序实例讲解!成功都是可以复制的!设备:1.永宏plc: FBS-24MCT 1 台2.GSK 伺服1 套: Di20-M10B(驱动器)/80SJT-M032E(电机)3.DC24V 开关电源1 个4.信号线若干查看驱动器引脚定义并选择控制模式位置控制模式:查看伺服引脚定义,这里用最少的信号线实现电机转动。
SON:为ON 时,开启伺服使能。
当然伺服使能功能可以通过参数来修改,该信号可由参数PA54 设置。
PA54=0:只有当外部输入信号SON 为ON 时,电动机才能被使能;PA54=1:驱动单元内部强制电动机使能,而不需要外部输入信号SON。
CCW/CW:驱动禁止信号,一般和行程开关配合使用,避免超程,该信号可由参数PA20 设置。
PA20=0:使用驱动禁止功能;PA20=1:不使用驱动进制功能。
RDY:驱动单元准备好信号,当电机通电励磁时该信号有输出。
位置指令输入信号这里位置输入信号可以采用差分驱动或者单端驱动接法,由于选用的FBS-24MCT 为集电极开路输出形式,所以采用单端驱动接法。
伺服驱动单端驱动方式限定外部电源最大电压为25V 时,需要串接一个限流电阻R依据:Vcc=24V,R=1.3KΩ~2KΩ;Vcc=12V,R=510KΩ~820KΩ;Vcc=5V,R=0;频率限制为:PLS/DIR:最高脉冲频率500KHZU/D:最高脉冲频率500KHZA/B:最高脉冲频率300KHZ控制线制作GSK 随机附带一个44 针插座,依据引脚图,把需要的控制信号接线出来。
在这里把有可能用到的信号线都接出来,但是这些信号在伺服控制中并不都是必要的,下图中用蓝色线表示伺服的输出信号给PLC 的输入,红色表示PLC 的输出给伺服的输入,另外开关电源的正、负分别用红、蓝表示。
1)选取需要的控制信号38引脚——24V、33引脚——0V2)伺服同PLC 的接线图这里从伺服给PLC 的输入信号只取了SRDY,PLC 给伺服的信号有SON、FSTP(CCW)、RSTP(CW)、PULS/SIGN 这几个信号。
PLC控制伺服电机应用实例,写出组成整个系统的PLC模块及外围器件,并附相关程序.PLC品牌不限.之五兆芳芳创作以松下FP1系列PLC和A4系列伺服驱动为例,编制控制伺服电机定长正、反旋转的PLC程序并设计外围接线图,此计划不采取松下的位置控制模块FPGPP11\12\21\22等,而是用晶体管输出式的PLC,让其特定输出点给出位置指令脉冲串,直接发送到伺伏输入端,此时松下A4伺服任务在位置模式.在PLC程序中设定伺服电机旋转速度,单位为(rpm),设伺服电机设定为1000个脉冲转一圈.PLC输出脉冲频率=(速度设定值/6)*100(HZ).假定该伺服系统的驱动直线定位精度为±0.1mm,伺服电机每转一圈滚珠丝杠副移动10mm,伺服电机转一圈需要的脉冲数为1000,故该系统的脉冲当量或说驱动分辩率为0.01mm(一个丝);PLC输出脉冲数=长度设定值*10.以上的结论是在伺服电机参数设定完的根本上得出的.也就是说,在计较PLC收回脉冲频率与脉冲前,先按照机械条件,综合考虑精度与速度要求设定好伺服电机的电子齿轮比!大致进程如下:机械机构确定后,伺服电机转动一圈的行走长度已经固定(如上面所说的10mm),设计要求的定位精度为0.1mm(10个丝).为了包管此精度,一般情况下是让一个脉冲的行走长度低于0.1mm,如设定一个脉冲的行走长度为如上所述的0.01mm,于是电机转一圈所需要脉冲数即为1000个脉冲.此种设定当电机速度要求为1200转/分时,PLC应该收回的脉冲频率为20K.松下FP140T 的PLC的CPU本体可以发脉冲频率为50KHz,完全可以满足要求.如果电机转动一圈为100mm,设定一个脉冲行走仍然是0.01mm,电机转一圈所需要脉冲数即为10000个脉冲,电机速度为1200转时所需要脉冲频率就是200K.PLC的CPU 输出点任务频率就不敷了.需要位置控制专用模块等方法. 有了以上频率与脉冲数的算法就只需应用PLC的相应脉冲指令收回脉冲便可实现控制了.假定使用松下A4伺服,其任务在位置模式,伺服电机参数设置与接线方法如下:一、依照伺服电机驱动器说明书上的“位置控制模式控制信号接线图”接线:pin3(PULS1),pin4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串连2K左右的电阻),PULS2连接控制器(如PLC的输出端子).pin5(SIGN1),pin6(SIGN2)为控制标的目的信号端子,SIGN1连接直流电源正极(24V电源需串连2K左右的电阻),SIGN2连接控制器(如PLC的输出端子).当此端子接收信号变更时,伺服电机的运转标的目的改动.实际运转标的目的由伺服电机驱动器的P41,P42这两个参数控制,pin7(com+)与外接24V直流电源的正极相连.pin29(SRV0N),伺服使能信号,此端子与外接24V直流电源的负极相连,则伺服电机进入使能状态,通俗地讲就是伺服电机已经准备好,接收脉冲便可以运转.上面所述的六根线连接完毕(电源、编码器、电机线当然不克不及忘),伺服电机便可按照控制器收回的脉冲与标的目的信号运转.其他的信号端子,如伺服报警、偏差计数清零、定位完成等可按照您的要求接入控制器组成更完善的控制系统.二、设置伺服电机驱动器的参数.1、Pr02控制模式选择,设定Pr02参数为0或是3或是4.3与4的区别在于当32(CMODE)端子为短路时,控制模式相应变成速度模式或是转矩模式,而设为0,则只为位置控制模式.如果您只要求位置控制的话,Pr02设定为0或是3或是4是一样的.2、Pr10,Pr11,Pr12增益与积分调整,在运行中按照伺服电机的运行情况相应调整,达到伺服电机运行平稳.当然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也可以满足根本的要求. .3、Pr40指令脉冲输入选择,默认为光耦输入(设为0)便可.也就是选择3(PULS1),4(PULS2),5(SIGN1),6(SIGN2)这四个端子输入脉冲与标的目的信号.4、Pr41,Pr42复杂地说就是控制伺服电机运转标的目的.Pr41设为0时,Pr42设为3,则5(SIGN1),6(SIGN2)导通时为正标的目的(CCW),反之为反标的目的(CW).Pr41设为1时,Pr42设为3,则5(SIGN1),6(SIGN2)断开时为正标的目的(CCW),反之为反标的目的(CW),正、反标的目的是相对的,看您如何定义了,正确的说法应该为CCW,CW .5、Pr48、Pr4A、Pr4B电子齿轮比设定.此为重要参数,其作用就是控制电机的运转速度与控制器发送一个脉冲时电机的行走长度.其公式为:伺服电机每转一圈所需的脉冲数=编码器分辩率 × Pr4B/(Pr48 × 2^Pr4A)伺服电机所配编码器如果为:2500p/r 5线制增量式编码器,则编码器分辩率为10000p/r如您连接伺服电机轴的丝杆间距为20mm,您要做到控制器发送一个脉冲伺服电机行走长度为一个丝(0.01mm).计较得知:伺服电机转一圈需要2000个脉冲(每转一圈所需脉冲确定了,脉冲频率与伺服电机的速度的关系也就确定了) . 三个参数可以设定为:Pr4A=0,Pr48=10000,Pr4B=2000,约分一下则为:Pr4A=0,Pr48=100,Pr4B=20. 从上面的叙述可知:设定Pr48、Pr4A、Pr4B这三个参数是按照我们控制器所能发送的最大脉冲频率与工艺所要求的精度.在控制器的最大发送脉冲频率确定后,工艺精度要求越高,则伺服电性能达到的最大速度越低.松下FP140 T 型PLC的程序梯型图如下:S7—200 PLC在数字伺服电机控制中的应用首先了解plc如何控制伺服电机1、电机的连线及控制本应用实例选择的是位置控制模式,脉冲输入方法有集电极开路方法和差动驱动方法两种,为了便利的实现同时对两部电机的控制,采取差动驱动方法.与PLC的接线图如图所示.PLC与伺服缩小器接线图图中L+为公共PLC端子,接24VDC正端,通过控制内部晶体管的开关使得输出Q呈现不合的电平信号或收回脉冲信号.L+一PG—P lM—L+为脉冲输入回路,PLC控制该回路中的发光二极管的亮灭,形成脉冲编码输入.L+一NG—NP一1M— L+为电机旋转标的目的控制回路,当该回路的发光二极管点亮时,电机正转,不然反转.由于伺服缩小器内部电阻只有100欧,为了避免电流过大烧坏内部的发光二极管,需要外接电阻R,其阻值的计较如下:按照公式(1),可以选择R=3.9KO2、电子齿轮比数字交换伺服系统具有位置控制的功效,可通过上位控制器收回位置指令脉冲.而伺服系统的位置反应脉冲当量由编码器的分辩率及电机每转对应的机械位移量等决定.当指令脉冲当量与位置反应脉冲当量两者不一致时,就需要使用电子齿轮使两者匹配.使用了电子齿轮功效,就可以任意决定一个输入脉冲所相当的电机位移量.具有电子齿轮功效的伺服系统结构如图3所示.若机械传动机构的螺距为w,指令脉冲当量为△L,编码器每转脉冲数为P,又考虑到一般电机轴与传动丝杠为直接相连,则位置反应脉冲当量△=W/4P.具有电子齿轮功效的伺服系统结构图由于脉冲当量与反应脉冲当量不一定相等,就需要使用电子齿轮比来成立两者的关系.具体计较公式为:AL=3M×CMX / CDV.因此按照一个指令脉冲的位置当量和反应脉冲的位置当量,就可以确定具体的电子齿轮比.三菱该系列伺服电机的电子齿轮比的设定规模对于输入的脉冲,可以乘上其中任意倍率使机械运行.下面是plc控制私服的具体应用3、PI C控制原理及控制模型本例采取了西门子s7.200系列CPU226作为主控制器.它是s7.200系列中的高级PLC,本机自带24个数字输人口、l6个数字输出口及两个RS422/485串行通讯口,最多可扩展7个应用模块 j.实际项目中,通过扩展EM231模拟量输入模块来收集电压信号,输入的模拟信号可在0~10V±5V、0~20mA等多种信号输入方法中选择.最终,PLC 按照输入电压信号的大小控制脉冲发送周期的长短,从而达到控制伺服电机速度的目的.3.1 高速数字脉冲输出西门子s7.200系列AC/DC/DC(交换供电,直流I/O)类型PLC上集成了两个高速脉冲输出口,两个高速脉冲输出口辨别通过Qo.0、Qo.1两个输出端子输出,输出时可选择PWM(脉宽调制)和PIO(脉冲串)方法.PIO方法每次只能收回固定脉冲,脉冲开始发送后直到发送完毕才干开始新的脉冲串;PWM方法相对灵活,在脉冲发送期间可随时改动脉冲周期及宽度,其中脉冲周期可以选择微秒级或毫秒级. 3.2 PID功效特性该系列PLC可以通过PID回路指令来进行PID运算,在一个程序中最多可以用8条PID指令,既最多可同时实现8个PID控制算法.在实际程序设计中,可用STEP 7Micro/Win 32中的PID向导程序来完成一个闭环控制进程的PID算法,从而提高程序设计效率.3.3 控制模型控制模型方框图如下图所示,其中Uset为极间电压给定值(此时产气状态最佳),Uf为极间电压采样值,Vout为伺服电机运转速度.通过对电弧电压采样值与弧间电压给定值的比较并经过PLC的PID调节回路控制,可以得出用于控制伺服电机旋转的脉冲发送周期T,从而使伺服电机的送棒速度不断的得到调整,这样就达到了控制两极间距的目的.包管了两极间距的相对稳定,也就包管了极间电压的稳定性.PID调节控制原理框图按照极间距对极间电压的影响,可以设定PLC的PID调节回路调整战略如下:Uset—uf<0,T 减小;Uset—uf>0,T增大.通过上述控制办法,能够比较精确的实现对UF的控制. 4、程序设计以下应用程序是经过简化的,没有涉及异常情况.其设计以本文前面所述办法及原理为依据,并给出了详尽的程序注释 .4.1 主程序NErW0RK 1① IJD SM0.1//SM0.1=1仅第一次扫描有效② MOVW +0,VW450//PID中断计数器初始化③ MOVB 100,SMB34//设置定时中断时间距离为lOOms④ ATCH INT— PWM — PID ,10//设定中断,启动PID执行⑤ ENI//开中断4.2 中断程序① NETWORK 1LD SM0.0//SM0.0=1每个扫描周期都有效I CW V VW450//调用中断程序次数加1② NETWORK 2LDW > = VW450. + 10//查抄是否应进行PID计较M0VW +0,VW450//如果如此,清计数器并持续N0TJMP 0//不然,转人中断程序结尾③ NETWORK 3//计较并装载PID PV(进程变量) ID SM0.0RPSXORW VW464,VW464//清除任务区域M0VW ArW0.VW466//读取模拟数值A V466.7M0VW 16#FFFF.VW464//查抄符号位,若为负则扩展符号LRDDTR VD464.VD396//将其转化成实数并装载人PV LPP/R 32000.0,VD396//正常化至0.0至1.0之间的数值④ NETWORK 4ID SM0.0MOVR VIM00,VIM00//VIM00为设定值⑤⑥ NETWORK 6ID SM0.0PID VB396,0//进行PID计较⑦ NETWORK 7LD SM0.0M0vR VD404.VD464//装载PID输出至任务区+R VD400,VD464*R 1000.0. VIM64//缩放数值TRUNC VD464,VD464//将数值转化成整数MOVW VW 466.VW 1000//VW1000为PLC输出脉冲周期⑧ NETWORK 8//伺服电机右反转控制(PWM) //SMW68/78 lIFO周期值//SMW70/80 PWM脉冲宽度//SMD72/82 lIFO脉冲计数值LD SM0.0MOVB 16# D3.SMB77//输出脉冲周期为500微秒MOVW VW 1000,SMW 78 MOVW VW 1000.VW1 1 18/I +2.VWl118MOVW VW 1118.SMW 80PIS 1⑨ NETWORK 9LBL 0本例给出了利用西门子PLC的高速脉冲输出及PID控制功效,实现对数字式交换伺服电机进行控制的原理及相应编程办法.此控制办法已成功用于水燃气生产控制系统中,效果良好基于1756M08SE模块的多轴交换伺服控制系统(二轴)由于开发程序较大,这里我们只给出伺服的点动,正反向,等的控制!先介绍如下:总体概述:罗克韦尔伺服传动习惯于用EQU(等于指令)比较数字量输入模块0号位输入次数的奇偶次数来辨别控制伺服环的闭合和断开.其中MSO指令用于直接激活伺服驱动器并且使能与物理伺服轴相关的已组态伺服环.触发MSO指令后,指定轴进入伺服控制状态.当轴处于移动状态时,执行该指令无效.如果这时触发了该指令,MSO指令会产生一个“Axis in Motion”的毛病.MSF指令用于直接立即关断伺服驱动器输出,并且禁止物理伺服轴的伺服环.这会使轴处于准备状态.该指令可以禁止任意正在执行的其他运动计划.且若需要直接用手来移动轴时,可以用该指令关断伺服操纵. 要成功执行以上两条运动状态指令,有个需要的前提,即目标轴必须组态为伺服轴,如果该条件不满足,该指令会产生错误.成立坐标也是主程序中一个很是重要的环节.无论是在产业现场或是其它地方的运动控制系统中,根本上都须要成立一个坐标系.若不成立一个坐标系,虽然可以用增量式的控制方法来实现一些复杂的控制,但是这样的方法不克不及实现对实际位置的反应等操纵,并且控制方法庞杂.所以在成熟公道的控制系统中成立坐标系是必不成少的一个环节.坐标系的成立可以使控制变得很便利,且可实现对系统当前所在位置的实时反应等功效.本次设计所控制的轴为以罗克韦尔公司型号为Y10022H00AA的电动驱动的两根丝杆.丝杆长330mm,每个螺距为5mm,其实物如图1所示.(伺服轴)系统的架构如下图:系统的实现:在硬件上一个完整的伺服系统由控制器、通信网络、驱动器、电动机、执行机构及检测装置组成.其中控制器相当于人的大脑,用来阐发各类输入信号(命令和反应等);通信网络相当于人的神经系统,如SERCOS 接口、DeviceNet接口等;而驱动器则像是肌肉所起的作用一样,用于将控制信号进行功率缩小,以驱动电动机;电动机相当于手,而人手中的生产东西则是伺服系统的中执行机构(如滚珠丝杆等,将电动机的旋转运动转化为直线运动).在以上两章系统阐发和设计中论述了系统各个部分的功效和特点,而要实现本次设计的功效的硬件连接如图4.1所示.最经常使用指令介绍:本次设计中利用MAJ和MAS指令来实现手动程序的编写.在程序中MAJ(Motion Axis Jog)指令用于点动伺服轴.点动轴的轮廓可设置为依照S形曲线平滑达到设定速度,也可依照梯形曲线达到设定速度,同时该指令可将任何当前轴的运动转换为单纯的点动运动.轴在点动运行进程中,可以使用MAS指令停止该轴,或触发另一个MAJ指令.MAS(Motion Axis Stop)指令用于停止指定物理轴的任意运动,而无需禁止其伺服环(如果伺服环闭合).对于任何被控制的轴运动均可使用该指令以设定的加速度进行停止,其可选用的停止方法有点动停止方法、齿轮停止等.程序设计如下:注:其中的一些中间存放器为上位机HMI设置用的.可以不考虑!PLC控制台达伺服电机图片:-、接线图:(草图,有待整理优化)1、PLC接线图K1A、K1B---K3B等中间继电器采取固态继电器. 2、伺服控制器接线图伺服控制器为北京欣斯达特数字科技有限公司产品,该MicroStep TX3H504D驱动器性能如下:二、编程:。
三菱FX5U控制伺服马达案例解析分享
三菱FX5U是三菱公司推出的一款FX3U产品的更新替代产品,相较于FX3U有更快的响应速度,更强大的功能,本体自带以太网口,485接口,4路200HZ高速脉冲输出;
下面为大家分享一个FX5U控制松下伺服马达的案例程序;
这次我们用到的PLC型号是FX5U-64MT/ES,是属于漏型晶体管输出,首先我们规划好需要的输入输出点
输入输出规划点
然后设计接线图,完整的图纸这里就不展示了,最主要的伺服X4接线图,为了保证定位的精准,不丢失脉冲,线材选择一定要选择屏蔽双绞线,屏蔽线焊接在金属外壳做好接地处理;
松下A6伺服接线图
按图纸接好线之后通电开始调试;
丝杆导程10MM,我们设置电机每旋转一圈脉冲数1000pps;
伺服参数设置
至于刚性设定与惯量比的参数,需要根据伺服所带负载适时调整,这里就不多余赘述;
接下来就是程序编辑;
1 轴极限保护
2 轴JOG运行
3 轴回零
轴回零指令DSZR中,K2000是回零速度,K200是爬行速度,K1代表轴1
4 轴绝对定位
5 报警处理
将上述程序灌入PLC之后,我们还需要对定位参数进行一个设置;
CPU参数
模块参数里面选择高速IO
高速IO设置
输出功能-定位-详细设置
如图设置好定位参数之后,就能正常的进行定位控制了。
三菱PLC带加减速脉冲输出指令PLSRPLSR是带加减速功能的定脉冲数脉冲输出指令,其工作过程是:针对指定的最高频率,进行定加速,在达到所指定的输出脉冲数后,进行定减速。
PLSR:16位连续执行型带加减脉冲输出指令DPLSR:32位连续执行型带加减脉冲输出指令其编程格式为:PLSR K1500 D10 K100 YO*K1500:指定的最高输出频率(HZ),其值只能是10的倍数,范围:10---20K(HZ),可以是T,C,D,数值或是位元件组合*D10:指定的输出脉冲数),范围:110---2,124,483,647,脉冲数小于110时,脉冲不能正常输出,可以是T,C,D,数值或是位元件组合*K100:指定的加减速时间,设定范围:5000ms以下,可以是T,C,D,数值或是位元件组合*Y0:指定的脉冲输出端子,只能是Y0,Y1。
注:加减速时间的设定规范:1、每次变速量不能大于最高频率的1/10,就是说,PLSR指令采用十次变量加减速。
如最高频率设为10000HZ,加减速时间为10ms,1ms加减速量是1000HZ。
用这样大的加速量控制步进电机时,也许会使电机失调,所以在设定加减速时间时就需要考虑电机的加速特性。
2、加减速时间必须小大于PLC程序扫描时间最大值(D8012)的10倍以上,如果不到则加减速时间时序不准确。
3、加减速时间必须大于或等于(450000/指定的最高输出频率),如果小于这个值,加减速时间误差增大。
4、加减速时间必须小于或等于(指定的总脉冲数X818/指定的最高频率),PLSR指令的特性:*输出不受扫描周期影响*当驱动点断开时,输出立刻不减速中断。
此是指令不好之处,如果在最高频率时中断驱动,会令外部执行元件紧急停止,对机械容易造成损伤。
*当运行频率,输出总脉冲数,加减速时间这三个操作说改变后,指令不立刻按新的数据执行,要等到一次驱动指令由断开到闭合时生效。
相关标志:M8029:脉冲发完后M8029闭合,驱动断开,M8029自动断开;D8040,32位寄存器,记录Y0的输出脉冲数D8042,32位寄存器,记录Y1的输出脉冲数D8136,32位寄存器,记录Y0和Y1的输出脉冲总数。
伺服电机的PLC操纵方式以KSMD系列伺服驱动器为例,介绍PLC操纵伺服电机的方式。
伺服电机有三种操纵模式:速度操纵,位置操纵,转矩操纵{由伺服电机驱动器的Pr02参数与32(C-MODE)端子状态选择},本文简要介绍位置模式的操纵方式。
一、依照伺服电机驱动器说明书上的"位置操纵模式操纵信号接线图"连接导线3(PULS1),4(PULS2)为脉冲信号端子,PULS1连接直流电源正极(24V电源需串联2K左右的电阻),PULS2连接操纵器(如PLC的输出端子)。
5(SIGN1),6(SIGN2)为操纵方向信号端子,SIGN1连接直流电源正极(24V电源需串联2K左右的电阻),SIGN2连接操纵器(如PLC的输出端子)。
当此端子接收信号转变时,伺服电机的运转方向改变。
实际运转方向由伺服电机驱动器的P41,P42这两个参数操纵。
7(com+)与外接24V直流电源的正极相连。
29(SRV-0N),伺服使能信号,此端子与外接24V直流电源的负极相连,那么伺服电机进入使能状态,通俗地讲确实是伺服电机已经预备好,接收脉冲即能够运转。
上面所述的六根线连接完毕(电源、编码器、电机线固然不能忘),伺服电机即可依照操纵器发出的脉冲与方向信号运转。
其他的信号端子,如伺服报警、误差计数清零、定位完成等可依照您的要求接入操纵器。
组成更完善的操纵系统。
二、设置伺服电机驱动器的参数一、Pr02----操纵模式选择,设定Pr02参数为0或是3或是4。
3与4的区别在于当32(C-MODE)端子为短路时,操纵模式相应变成速度模式或是转矩模式,而设为0,那么只为位置操纵模式。
若是您只要求位置操纵的话,Pr02设定为0或是3或是4是一样的。
二、Pr10,Pr11,Pr12----增益与积分调整,在运行中依照伺服电机的运行情形相应调整,达到伺服电机运行平稳。
固然其他的参数也需要调整(Pr13,Pr14,Pr15,Pr16,Pr20也是很重要的参数),在您不太熟悉前只调整这三个参数也能够知足大体的要求.3、Pr40----指令脉冲输入选择,默以为光耦输入(设为0)即可。
KS50 KS63 KS75 KS90 KS110 KS130 KS150
KS精密伺服蜗轮减速机:
具有间隙小、效率高、速比大、寿命长、振动低、低噪音、低温升、外观美、结构轻小、安装方便、定位精确等特点,适用于交流伺服马达、直流伺服马达减速传动。
适合于全球任何厂商所制造的驱动产品联接。
KS精密伺服蜗轮减速机特点:
1、背隙在5-15弧分,
2、标准中心距: 50; 75; 90; 110;130;150.
3、传动比:一级:7.5-80;二级:60-500;三级:400-4000
4、输入功率:0.4KW-15KW
5、4个安装表面
6、表面光滑,外型轻小
7、低噪声,发热量小。
8、法兰可替换,可适配不同厂家的伺服电机
9、整机采用通用可替换部件组装。
产品应用:
适用于快速、精确定位机构:
(1)适用于精密加工机床、印刷机械,食品机械、纺织机械,印花机械,自动化产业、工业机器人、精密测试仪器和自动化高精度的机电产品行业等;
(2)适用于工厂自动化快速移载机构、机器人手臂抓取机构、智能立体仓库等。