带式输送机常见故障及处理措施的探讨
- 格式:doc
- 大小:28.50 KB
- 文档页数:5
带式输送机常见故障及处理措施的探讨
摘要:带式输送机由于安装不合格或使用不当容易引发故障。故障严重时不仅会对机器设备造成伤害甚者造成事故,将会严重威胁到日常工作的安全,造成重大经济损失。因此避免故障和预防故障发生是项非常重要而驱艰巨的任务,它也是保证带式输送机安全、可靠、高效运行的重要条件。文章总结了带式输送机的常见故障,分析了故障的产生原因及处理方法。
关键词:带式输送机;输送设备;故障处理
Abstract: Belt conveyor installation due to unqualified or improper use of easily
lead to failure. Severe fault will not only harm even for accidents caused by
machinery and equipment, will be a serious threat to the safety of daily work, causing
significant economic losses. Therefore, in order to avoid failure and prevention of
failure is a very important and flooding arduous task. It is also an important condition
to ensure the conveyor safe, reliable, efficient operation. This article summarized the
common fault of belt conveyor, analyzed the causes and treatment methods of fault.
Keywords: belt conveyor can transport equipment; troubleshooting;
中图分类号:TD528文献标识码:A文章编号:
带式输送机是由挠性输送带作为物料承载件和牵引件的连续输送设备,可以在水平方向和倾斜不大的方向输送散粒、块状物和成件物品,具有输送能力大、功耗小、结构简单、维修方便、费用低、对物料适应性强等特点,广泛应用于煤炭、化工、冶金、矿山、建材、电力、轻工及交通运输等部门。带式输送机在砖瓦行业也得到了一定的应用,如输送砖瓦生产所需的各种原料、成品及半成品。由于带式输送机一般输送距离长、运量大、速度高,生产中难免出现一些故障和问题,解决和处理好这些问题,对于提高机器的生产效率、防止安全事故发生等具有重要意义。
1.输送带跑偏
1.1托辊组安装不当
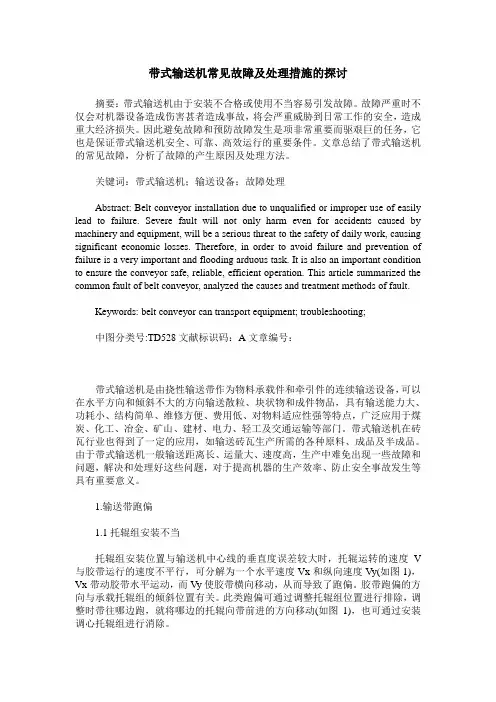
托辊组安装位置与输送机中心线的垂直度误差较大时,托辊运转的速度V与胶带运行的速度不平行,可分解为一个水平速度Vx和纵向速度Vy(如图1),Vx带动胶带水平运动,而Vy使胶带横向移动,从而导致了跑偏。胶带跑偏的方向与承载托辊组的倾斜位置有关。此类跑偏可通过调整托辊组位置进行排除,调整时带往哪边跑,就将哪边的托辊向带前进的方向移动(如图1),也可通过安装调心托辊组进行消除。
1.2头部滚筒与尾部滚筒位置安装不当
头部驱动滚筒或尾部改向滚筒的轴线与输送机中心线不垂直导致滚筒偏斜时,胶带在滚筒两侧的松紧度不一致,沿宽度方向上所受牵引力也就不一致,导致输送带向紧的一侧移动跑偏。出现这种情况,若跑偏不严重时,可以调整滚筒轴承座前后位置。对于头部滚筒,如胶带向滚筒右侧跑偏,则右侧轴承座应当向前移动,左侧跑偏,则左侧轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移;尾部滚筒的调整方法与头部滚筒刚好相反(如图2)。但这种方法调整移动的位置有限。当跑偏严重时,就必须对机架重新安装。
1.3滚筒外表面加工误差、粘物料或磨损不均
滚筒外表面加工误差、粘物料或磨损不均时,导致滚筒表面呈圆锥面,致使输送带向直径较大的一侧跑偏。排除措施是清理干净滚筒表面粘物料,最根本的是要经常检查清扫器并人工清扫回程输送带上的物料;对加工误差大和磨损不均的滚筒要做重新加工包胶处理。
1.4落料口位置不正确
图1托棍组安装不当及调整
图2滚筒位置调整
输送带空转正常,一经加上负载就引起跑偏。这一情况可能是由于物料落点不在输送带中间,物料在胶带上分布偏向一侧,带受偏心力跑偏。此时应改变落料口处挡板的位置或结构,使落料位于输送带中间。
1.5胶带张紧不当
输送机空转时跑偏,而加上物料后跑偏减弱或运转正常。这种现象一般都是输送带松弛或初张力过大造成的,输送带张力过大,运转时胶带跳离托辊产生漂浮摆动;输送带张力过小,滚筒与带之间的摩擦力减小,带纵向前进的动力下降,横向移动的阻力减小,造成跑偏。对于使用重锤张紧装置的带式运输机可采取适
当添减配重力解决。对于使用螺旋张紧或液压张紧的带式运输机可采取调整张紧行程解决。
1.6输送带接头不当
运转时,最大跑偏处在接头处,接头运转到哪里,跑偏就发生在哪里。这主要是由于输送带接头两端不齐、皮带扣钉歪,或者输送带切口同带端不垂直,输送带受到的拉力不均匀造成的。解决方法是将输送带接口切正,重新胶合或重打皮带扣。
1.7输送带存在质量缺陷
输送带制造质量不好,内部抗拉材料布置不均匀,或者边缘磨损严重,胶带张力合成中心线与胶带几何中心线不重合,或者胶带使用时间过长,发生塑性变形,出现表面弯曲不直,使输送带两边长短不一,受到的拉力不一致,造成跑偏位置不固定。出现这种情况应及时修补或更换输送带。
2.皮带输送机的异常噪音
皮带输送机运行时其驱动装置、驱动滚筒和改向滚筒、以及托辊组在不正常时会发出异常的噪音,根据异常噪音可判断设备的故障。
2.1托辊严重偏心时的噪音。
皮带输送机运行时托辊常会发牛异常噪音,并伴有周期性的振动。尤其是回程托辊,因其长度较大,自重大,噪音也比较大。发生噪音的原因主要有两个原因:一是制造托辊的无缝钢管壁厚不均匀,产生的离心力较大;二是在加工时两端轴承孑L中心与外圆圆心偏差较大,使离心力过大。在轴承不损坏并允许噪音存在的情况下可以继续使用。
2.2联轴器两轴不同心时的噪音。
在驱动装置的高速端电机与减速机之间的联轴器或带制动轮的联轴器处发出的异常噪音,这种噪音也伴有与电机转动频率相同的振动。发生这种噪音时应及时对电机减速机的位置进行调整,以避免减速机输入轴的断裂。
2.3改向滚筒与驱动滚筒的异常噪音。
改向滚筒与驱动滚筒正常工作时噪音很小,发生异常噪音时一般是轴承损坏,轴承座处发出咯咯响声,此时要更换轴承。
3.凸凹段曲率半径对皮带输送机的影响
3.1凸段皮带横截面中部起拱。
皮带输送机的凸段经常发生在皮带断面方向上的中部起拱。中部起拱,会使皮带打折,叠起后在进入改向滚筒或驱动滚筒区间后会使皮带的损坏程度加剧。起拱与打折的主要原因是在皮带横断面上中部和外侧的单位长度上的拉力值相差过大,使皮带滑到中部形成起拱或打折。单位长度上的拉力值差的大小和凸段曲率半径、托辊槽角有关。槽角越大,凸段曲率半径越小,起拱与打折越严重,当皮带输送机的槽角达到大于等于40*时,即使在皮带输送机直段的头部或尾部托辊槽角过渡区间也能发生起拱和打折,此时应减小槽角或加长过渡区间长度的距离,使皮带槽角缓慢过渡。对于凸段皮带输送机应尽可能地增大凸段曲率半径和在满足输送能力的条件下减小托辊槽角。
3.2凹段启动时弹起及被风吹偏。
皮带输送机在启动时如果皮带上没有物料,在凹段区间处皮带就会弹起,遇到大风天气时还会将皮带吹偏,因此,最好在皮带输送机的凹段处增设压带轮来避免皮带的弹起或被风吹偏。
4.皮带打滑
4.1重锤张紧皮带输送机皮带的打滑。
使用重锤张紧装置的皮带输送机在皮带打滑时可添加配重来解决,添加到皮带不打滑为止。但不应添加过多,以免使皮带承受不必要的过大张力而降低皮带的使用寿命。
4.2螺旋张紧或液压张紧皮带机的打滑。
使用螺旋张紧或液压张紧的皮带输送机出现打滑时可调整张紧行程来增大张紧力。但是。有时张紧行程已不够,皮带出现了永久性变形,这时可将皮带截去一段重新进行硫化。
5.结语
皮带输送机是一种通用机械设备,应用比较广泛,但皮带输送机的维护耍经常进行,它的使用、维护、保养经验要通过日常工作逐渐积累。
参考文献
[1]高付强;景红涛.带式输送机常见故障的分析和预防措施;中国科技博览2009,(18)
[2]齐大信.通用机械[M].化学工业出版社,2008.
[3]国家经贸委安全生产局.带式输送机操作工[M].气象出版社.2008.