第2章_电火花加工工艺规律
- 格式:ppt
- 大小:691.50 KB
- 文档页数:2



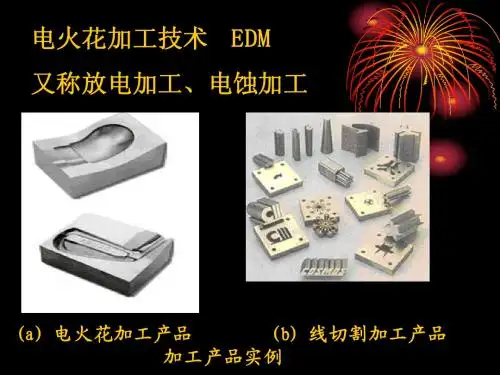
电火花加工工艺规律
1、电火花加工的异常放电
异常放电形式
异常放电产生的原因
2、表面变质层
表面变质层的产生
表面变质层对加工结果的影响
3、电蚀产物
电蚀产物的种类
电蚀产物的危害
电蚀产物的排除
4、电极耗损
电极材料和电火花工作液
1、电极材料
2、电火花工作液
(1)电火花工作液的主要作用
(2)电火花工作液的种类及特性
选择加工规准
1、电规准及其对加工的影响
(1)电规准的重要参数是:
①脉冲宽度Ton,又称持续放电时间。
②脉冲间隔了Toff,又称放电停歇时间。
③脉冲峰值电流Tp,正常放电时的脉冲电流幅值。
除此之外,以下几个参数对加工也有一定影响:
①击穿电压,每个脉冲放电的起始电压。
②脉冲放电波形,分为空载波形和放电波形。
③放电脉冲的前后沿,即电流的上升梯度和下降梯度di/dt。
④平均加工电流Im,放电时的间隙平均电流。
⑤单个脉冲能量,每个脉冲的能量,通常以Ip×Ton计。
⑥脉宽峰值比,即Ton/Ip。
大多数脉冲电源输出的放电脉冲是固定的(Ton、Toff、Ip),改变参数要人工调节。
适应控制的脉冲电源则可以根据加工状态的不同,自动调节Ton、Toff、Ip中的一个或全部。
(2)电规准对加工的影响
•2、正确选择加工规准
•为了能正确选择电火花加工参数规准,人们根据工具电极、工件材料、加工极性、脉冲宽度、脉冲间隔、峰值电
流等主要参数对主要工艺指标的影响,预先制定工艺曲线
图表,以此来选择电火花加工的规准。