紧固件基础知识
- 格式:doc
- 大小:40.34 KB
- 文档页数:4
紧固件知识汇编中和职中税先德1、了解紧固件的定义。
紧固件是将二个或二个以上零件(或构件)紧固连接成为一件整体时所采用的一类机械零件的总称。
紧固件的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化程度极高,因此也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标准件。
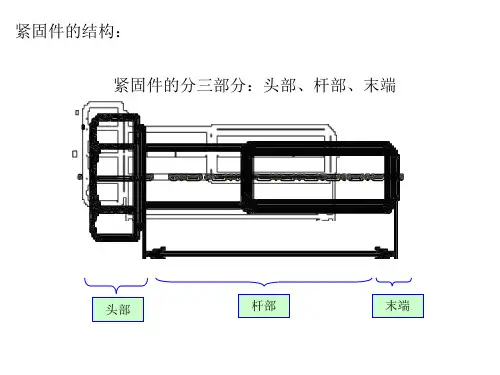
2、紧固件的分类紧固件通常被分为螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉、组合件和连接副、焊钉等12大类,螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,通常与螺母或螺孔配合,用于连接两个带有通孔或螺孔的物件;螺柱:没有头部的,仅有两端均有外螺纹的一类紧固件;螺钉:也是由头部和螺杆两部分构成的一类紧固件,通常分为:机械螺钉、紧定螺钉、特殊用途螺钉;螺母:带有内螺纹孔,形状一般为扁六角柱形或圆柱形,配合螺柱、螺栓用于连接两个物件,使之成为一个整体。
自攻螺钉:这种螺钉具有较高的硬度,可以直接旋入构件。
销:主要供零件定位、零件连接、固定零件、传递动力之用。
垫圈:分:扁圆环形、弹性垫圈挡圈:供装在机器、设备的轴槽或孔槽中,使两个零件不会轴向移动;铆钉:由头部和钉杆两部分构成的一类紧固件;3、紧固件的行业标准紧固件标准(DIN德标,GB国标,ASME/IFI/ANSI美标,Q汽标,PEM标准,JB标准机械部,EN欧标,ISO国际标准,JIS日标,HG化工标准,NFE法标,UNI意大利标准,BS英标,其他常用标准4、螺纹的定义螺纹是在圆柱或圆锥母体外表面或内表面的截面上制出的螺旋线形的、具有特定截面的连续凸起部分。
5、螺纹的种类,代号,以及各类螺纹的用途。
螺纹按其截面形状(牙型)分为三角形螺纹、矩形螺纹、梯形螺纹和锯齿形螺纹等。
螺纹分布在母体外表面的叫外螺纹,在母体内表面的叫内螺纹。
三角形螺纹主要用于联接,矩形、梯形和锯齿形螺纹主要用于传动。
圆柱螺纹:三角形螺纹自锁性能好。
它分粗牙和细牙两种﹐一般联接多用粗牙螺纹。
第一章基本知识1. 螺纹:在零件表面上加工的螺纹称为外螺纹.在零件内表面上加工的螺纹称为内螺纹2. 螺纹按用途可以分为:连接螺纹(普通螺纹和管螺纹)和传动螺纹(梯形螺纹和锯齿形螺纹).3. 螺纹加工方法:用车床加工,先用钻头钻孔,再用丝锥加工内螺纹.4. 螺纹的结构要素:4.1牙型:通过螺纹轴线断面上的螺纹轮廓形状称为牙型.常见有三角,梯形,矩形,锯形螺纹.4.2直径:大径,中径,小径.(公称直径一般指大径)4.3线数:单线螺纹和多线螺纹之分.(主要是从线的岀口来区分.单线导程=螺距.多线导程=螺距x线数.)4.4螺距:相邻两牙在中径线上对应两点间的轴向距离称为螺距4.5导程:同一螺线上的相邻两牙在中径线上对应两点的轴向距离称为导程4.6旋向:左旋螺纹和右旋螺纹,顺时针旋入的螺纺是右旋,逆时钟旋入的螺纹是左旋螺纹.(工程常用右旋螺纹)5. 螺纹标识5.1普通螺纹:特征代号公称直径x螺距,旋向M30 X25.2锯齿螺纹:特征代号公称直径:B40x7-7e5.3梯形螺纹:特征代号公称直径:Tr40 x 14 (P7) LH8e-L5.4管螺纹:特征代号,尺寸代号,旋向(Rc1)6. 螺纹种类:开槽圆柱头螺钉,圆柱头内六角螺钉,沉头十字槽螺钉,开槽紧定螺钉,六角头螺栓,双头螺柱,六角螺母,六角开槽螺母,平垫圈,弹簧垫圈.7. 螺丝是总称,螺栓要配合螺母使用,螺钉不用.螺柱有双头螺柱,没有螺帽.8. 紧定螺钉:又称支头螺丝,定位螺丝.用途:专供固定机件相对位置用的一种螺钉使用时,把紧定螺钉旋入待固定的机件的螺孔中,以螺钉的未端紧压在另一机件的表面上,即使前一机件固定在后一机件上9. 粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小;1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
第一章基本知识1.螺纹: 在零件表面上加工的螺纹称为外螺纹. 在零件内表面上加工的螺纹称为内螺纹.2.螺纹按用途可以分为:连接螺纹(普通螺纹和管螺纹)和传动螺纹(梯形螺纹和锯齿形螺纹).3.螺纹加工方法: 用车床加工,先用钻头钻孔,再用丝锥加工内螺纹.4.螺纹的结构要素:4.1牙型: 通过螺纹轴线断面上的螺纹轮廓形状称为牙型.常见有三角,梯形,矩形,锯形螺纹.4.2直径: 大径, 中径, 小径. (公称直径一般指大径)4.3线数: 单线螺纹和多线螺纹之分.(主要是从线的出口来区分.单线导程=螺距. 多线导程=螺距x 线数.)4.4螺距: 相邻两牙在中径线上对应两点间的轴向距离称为螺距4.5导程: 同一螺线上的相邻两牙在中径线上对应两点的轴向距离称为导程.4.6旋向: 左旋螺纹和右旋螺纹,顺时针旋入的螺纺是右旋,逆时钟旋入的螺纹是左旋螺纹.(工程常用右旋螺纹)5.螺纹标识5.1普通螺纹: 特征代号公称直径x 螺距,旋向M30 X25.2锯齿螺纹: 特征代号公称直径: B40x7-7e5.3梯形螺纹: 特征代号公称直径: Tr40 x 14 (P7) LH-8e-L5.4管螺纹:特征代号,尺寸代号,旋向(Rc1)6.螺纹种类: 开槽圆柱头螺钉,圆柱头内六角螺钉,沉头十字槽螺钉,开槽紧定螺钉, 六角头螺栓,双头螺柱, 六角螺母,六角开槽螺母,平垫圈,弹簧垫圈.7.螺丝是总称,螺栓要配合螺母使用,螺钉不用. 螺柱有双头螺柱,没有螺帽.8.紧定螺钉:又称支头螺丝,定位螺丝.用途:专供固定机件相对位置用的一种螺钉使用时,把紧定螺钉旋入待固定的机件的螺孔中,以螺钉的未端紧压在另一机件的表面上,即使前一机件固定在后一机件上9.粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小; 1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
紧固件培训资料紧固件是机械制造中广泛使用的连接元件,用于固定和连接不同部件或构件。
它们在各种行业中都得到广泛应用,例如机械制造、汽车、航空航天、电子设备等。
由于紧固件的作用至关重要,掌握相关知识和技能对于工程师和相关从业人员来说是非常重要的。
本文将为您介绍一些有关紧固件的基础知识和培训资料。
一、紧固件概述紧固件是指用来连接或固定零件的器具或装置,通常包括螺钉、螺母、垫圈、螺栓、螺柱等。
它们通过力的形式将各个部件固定在一起,保证机械装置的正常工作和安全运行。
紧固件的种类繁多,不同的应用场景需要使用不同类型的紧固件。
二、螺纹紧固件螺纹紧固件是最常见的一种紧固件,它们通过螺纹的连接方式实现固定效果。
常用的螺纹紧固件有螺钉和螺母。
螺纹紧固件可以采用不同的螺纹类型,例如常用的公制螺纹和英制螺纹。
了解螺纹紧固件的基本知识和使用技巧对于正确使用和维护机械设备至关重要。
三、紧固件的材料和表面处理紧固件的材料选择和表面处理对于其性能和寿命具有重要影响。
常用的紧固件材料包括碳钢、合金钢、不锈钢等。
不同材料具有不同的力学性能和耐腐蚀性能,因此在选择紧固件材料时需充分考虑使用环境和要求。
另外,表面处理可以改善紧固件的耐腐蚀性能和外观质量,常见的表面处理方法包括镀锌、镀镍、电镀等。
四、紧固件的安装和拧紧正确的安装和拧紧紧固件是确保其性能和质量的重要步骤。
过松的紧固件可能导致连接失效,而过紧的紧固件可能引起应力集中和螺纹损坏。
安装时应严格按照规范进行,使用合适的工具和方法,避免应力集中和松动。
拧紧紧固件时应根据具体要求选择合适的拧紧扭矩和拧紧角度。
五、紧固件的质量控制紧固件的质量控制对于确保连接的可靠性和安全性十分重要。
各个环节的质量控制包括原材料的检验、生产工艺的控制、产品的测试和检验等。
常见的质量控制方法有寸法和外观检验、拉力和扭矩测试等。
了解质量控制方法和要求有助于提高紧固件的质量和可靠性。
六、紧固件培训资料推荐为了帮助从业人员更好地掌握紧固件的知识和技能,以下是一些优秀的紧固件培训资料推荐:1. 《紧固件工程手册》:该手册详细介绍了紧固件的基础知识、设计原理、选型方法等内容,是一本非常实用的参考书。
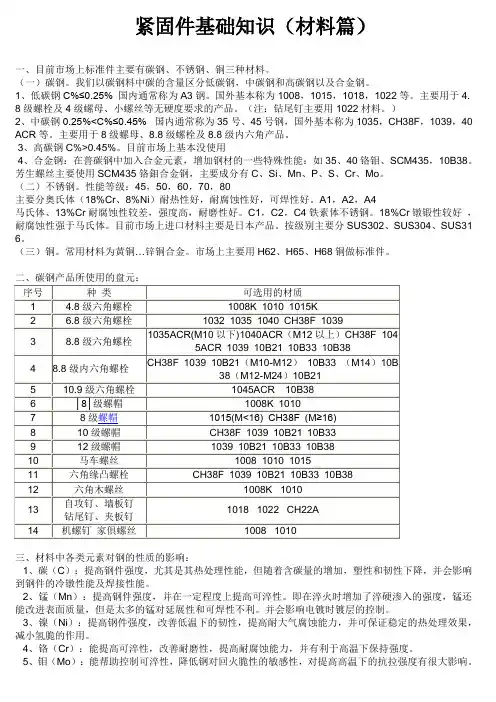
紧固件基础知识(材料篇)一、目前市场上标准件主要有碳钢、不锈钢、铜三种材料。
(一)碳钢。
我们以碳钢料中碳的含量区分低碳钢,中碳钢和高碳钢以及合金钢。
1、低碳钢C%≤0.25% 国内通常称为A3钢。
国外基本称为1008,1015,1018,1022等。
主要用于4. 8级螺栓及4级螺母、小螺丝等无硬度要求的产品。
(注:钻尾钉主要用1022材料。
)2、中碳钢0.25%<C%≤0.45%国内通常称为35号、45号钢,国外基本称为1035,CH38F,1039,40 ACR等。
主要用于8级螺母、8.8级螺栓及8.8级内六角产品。
3、高碳钢C%>0.45%。
目前市场上基本没使用4、合金钢:在普碳钢中加入合金元素,增加钢材的一些特殊性能:如35、40铬钼、SCM435,10B38。
芳生螺丝主要使用SCM435铬鉬合金钢,主要成分有C、Si、Mn、P、S、Cr、Mo。
(二)不锈钢。
性能等级:45,50,60,70,80主要分奥氏体(18%Cr、8%Ni)耐热性好,耐腐蚀性好,可焊性好。
A1,A2,A4马氏体、13%Cr耐腐蚀性较差,强度高,耐磨性好。
C1,C2,C4铁素体不锈钢。
18%Cr镦锻性较好,耐腐蚀性强于马氏体。
目前市场上进口材料主要是日本产品。
按级别主要分SUS302、SUS304、SUS31 6。
(三)铜。
常用材料为黄铜…锌铜合金。
市场上主要用H62、H65、H68铜做标准件。
三、材料中各类元素对钢的性质的影响:1、碳(C):提高钢件强度,尤其是其热处理性能,但随着含碳量的增加,塑性和韧性下降,并会影响到钢件的冷镦性能及焊接性能。
2、锰(Mn):提高钢件强度,并在一定程度上提高可淬性。
即在淬火时增加了淬硬渗入的强度,锰还能改进表面质量,但是太多的锰对延展性和可焊性不利。
并会影响电镀时镀层的控制。
3、镍(Ni):提高钢件强度,改善低温下的韧性,提高耐大气腐蚀能力,并可保证稳定的热处理效果,减小氢脆的作用。
(一)、自攻钉(Tapping screws)< B1125 (HW)、JISB1127(HF)、JIS B1115(-)、JISB1122(+)JISB 1126 DIN7982、DIN7983、ISO1479(H)、ISO1481(B-)、ISO1482(F-)、ISO1483(O-)、ISO7049(P+)、ISO7050(F+)、ISO7051(O+)。
2、头型:新、老国标中均有三种头型:老国标为圆头(R),沉头(F)和半沉头(O),新国标有盘头(P)、沉头(F)和半沉头(O),英制自攻钉有各种头型。
目前常见的自攻钉头型有如下:3、牙型:目前自攻钉牙型有A、AB 、B、BT、BP\BF、C、D、T等牙型,各种牙型如图所示。
查阅:U.S.A.紧固件标准(原版)第13页。
4、AB牙和A牙的区别:①新版IFI标准已将A牙产品淘汰,但由于市场需要,一些企业也都在生产A牙产品。
A 牙AB牙产品主要区别在于其牙数不同,(如表一所示)。
②A牙和AB牙牙外径和牙底径也不相同(如表二所示)。
③盘头14#A牙和AB牙产品头部尺寸不同(如表三所示),其他规格产品基本尺寸等则相同。
表一表二表三5、长度及牙长:(1)长度规格:本公司现在生产的自攻钉都是全牙,(客户有要求时,依其指定之标准)(2)长度的测量:对沉头和半沉头型螺钉,其长度应从未端测量到头顶面。
(3)长度允许公差:①AB牙和BP牙的允许公差为,当称呼长小于等于1英寸时,允许公差为±.03in,大于1英寸时为±0.05in。
②B、BT、C和T牙,长度允许公差为当称呼长在3/4 in以上时,其允许差为-0.03 in,大于3/4 in到1-1/2 in,其允差为-0.05 in, 大于1-1/2英寸其允许公差为-0.06 in。
(4)牙长的规定:①对AB、B、BP、BT牙的要求:完整螺纹应加工得尽可能接近头部,在头部下Y这段距离,要保证螺纹小径尺寸在规定的极限内,如下表所示。
紧固件基础知识之紧固件规格篇和功能篇_五金工具紧固件,是作紧固连接用且应用极为广泛的一类机械零件。
使用行业广泛,在各种机械、设备、车辆、船舶、铁路、桥梁、建筑、结构、工具、仪器、化工、仪表和用品等上面都可以看到,是应用最广泛的机械基础件。
它的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的程度也极高。
因此,也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标准件。
紧固件产品基础知识(规格篇)一、描述紧固件需要标明的参数有:品名(标准)、规格、材质、强度等级、表面处理。
如:DIN912、M4-0.7x8、SCM435、12.9级、发黑。
1、品名(标准):注:对于没有标准的螺丝,属于非标件,则需要提供图纸。
比如说DIN912,中文名称为:内六角圆柱头螺丝,这是品名。
不过最准确的做法,还是需要称呼标准,因为GB70也同样是这样的品名;但两个标准有很多地方尺寸并不一致。
世界上影响比较大的标准分别为:德国标准(DIN)、国际标准(ISO)、中国国家标准(GB)、美国标准(ANSI)、日本标准(JIS)。
2、规格,一般螺丝称呼都是牙纹称呼径*螺丝长度。
牙纹称呼径,公制常用的有:M2,M3,M4,M5,M6,M8,M10,M12等;美制常用的有:4#-40,6#-32,8#-32,10#-24,1/4-20,5/16-18,3/8-16,1/2-13等。
而螺丝长度,是指埋入被载物体的有效长度。
比如:沉头螺丝被载入的是总长度,半沉头螺丝要加上半个头的长度,而圆柱头螺丝长度则不包含头部尺寸。
如: 对于规格,全称最好是加上牙距。
例如M4-0.7x8,4指牙外径是4mm,0.7是指两个牙峰之间的距离为0.7mm,8指埋入被载物体的有效长度为8mm。
为了简化,不写牙距,我们把粗牙默认为标准牙,因为最常见;这样就不用标出了。
这点公制才有,美制产品还是要标牙距。
这里重点讲一下美制螺丝的规格,如6#-32*3/8,6#是牙外径,接近于3.5mm;32是每英寸的螺纹长度里有32个牙(相当于公制螺丝的牙距);3/8则是螺丝的长度(具体同公制螺丝)。
紧固件基础知识大集合1. 什么是紧固件?紧固件是指用于连接、固定或紧固零部件的各种工具和零件。
它们包括螺栓、螺母、垫圈、螺钉、销钉等。
在机械装配、结构工程、汽车制造等领域,紧固件扮演着至关重要的角色。
2. 紧固件的分类紧固件可以按材料、形状、用途等进行分类。
根据材料:常见的紧固件材料包括碳钢、不锈钢、合金钢等。
根据形状:紧固件的形状有很多种类,如螺栓、螺母、螺钉、螺柱、螺纹销、弹簧垫圈等。
根据用途:紧固件的用途也多种多样,主要包括连接、固定、密封、调整等功能。
3. 紧固件的作用紧固件的作用主要体现在以下几个方面:(1) 连接作用:紧固件通过螺纹、销钉等形式将不同的零部件连接在一起,确保装配的稳定性和可靠性。
(2) 固定作用:紧固件可以将零部件固定在机器设备中,以防止其松动或移动。
(3) 密封作用:某些紧固件如垫圈可以提供密封效果,防止液体或气体泄露。
(4) 调整作用:通过调节紧固件的紧度,可以实现对装配件的调整和控制。
4. 紧固件的选择在选择紧固件时,需要考虑以下因素:(1) 载荷和应力:根据装配件的使用环境和压力要求,选择合适的紧固件以确保承载能力和强度。
(2) 材料特性:根据使用环境的腐蚀性、耐热性等特点,选择适合的材料,如碳钢、不锈钢等。
(3) 尺寸规格:根据装配件的尺寸规格、螺纹类型等要求,选择合适的紧固件。
(4) 装配方式:根据装配方式的不同,选择适合的紧固件,如螺栓螺母连接、焊接连接等。
5. 紧固件的安装与拆卸在安装和拆卸紧固件时,需要注意以下几点:(1) 清洁表面:在安装之前,应确保紧固件和连接表面的清洁,以确保连接的质量。
(2) 使用扭矩工具:对于需要控制紧固力的紧固件,应使用扭矩工具进行安装,以避免过紧或过松。
(3) 防松措施:对于易松动的紧固件,可以使用防松垫圈、胶粘剂等方式进行固定。
(4) 拆卸注意:在拆卸紧固件时,应根据实际情况选择适当的工具和方法,避免损坏连接部件。
6. 紧固件的检验与质量控制紧固件的质量控制对于保证装配品质十分重要,常见的质量控制方法有以下几种:(1) 外观检查:对紧固件的表面质量、光洁度、无明显缺陷等进行检查。
Fasteners Training 紧固件培训Fasteners TrainingBasic Knowledge For Fastener紧固件产品基本知识Search Wuerth Item No.查找伍尔特货号Quality质量Customer complaint客户投诉Answer the questions回答问题FastenerWhat is the fastener?什么是紧固件?为将两个或两个以上零件(或构件)紧固连接成为一件整体时所采用的一类机械零件的总称。
它的特点是品种规格繁多,性能用途各异,而且标准化、系列化、通用化的种度也极高。
因此也有人把已有国家标准的一类紧固件称为标准紧固件,或简称为标准件。
通常包括以下12类零件:螺栓、螺柱、螺钉、螺母、自攻螺钉、木螺钉、垫圈、挡圈、销、铆钉、组合件和连接副、焊钉。
Fastener -drawingProduct designationHow to describe a product ?如何去描述一个产品?Example :Hex nut cl.8 M6 Black ?DIN 933 CL8.8 M8X25 ?Socket head cap screwDIN 912 CL8.8 A2K(Cr3+)M6X80Product designationSocket head cap screwDIN 912CL8.8A2K(Cr3+)M6X80Property ClassMaterialCoating Thread form M, ST, UNCDimension NormHead type/ Drive完整之产品定义包含Thread formM, ST, UNCDimensions diameter / length Property Class 8.8, 10.9, cl 5Surface Treatment dacromet, zinc drives cross recess H/Z, socket,hexagon, 6 lobes, …..Material NormProduct designation Parameters 参数Basic Knowledge For Fastener 紧固件产品基本知识Basic Knowledge For FastenerNormsDimensionsHead types / DrivesMetric / Unified thread / ToleranceMaterial/ Property classHeat treatmentMarkingCoatings / Hydrogen EmbrittlementNorms 标准Norms•International Organization for Standardization-ISO •European Norms -CEN (NFEN, DIN EN….)•National Norms-DIN Germany-NFE France-SN Swiss-ANSI US-JIS Japan-GB China •Company Norms -W(Wuerth)Jane WangDIN Deutsche Industrie Norm 德国工业标准JIS Japanese Industrial Standards 日本工业标准IFI Industrial Fastener Institute工业紧固件协会(增加ANSI,ASTM 不足部分)ANSI American National Standard Institute 美国国家标准协会ASTM American Society for Testing and Materials 美国材料及测试协会AISI American Iron and Steel Institute 美国钢铁协会(材质)SAESociety of Automotive Engineers 自行车工程师协会NormsNorms -DIN handbook•DIN handbook 10Dimensional Standards for Bolts, Screws and Studs Publication date 2001•DIN handbook 43Standards for Pins, Rivets, Keys, Adjusting and Retaining Rings2nd edition, 1999•DIN handbook 55Standards for Technical Delivery Conditions for Bolts, Screws, Nuts and Washers2nd edition, 2000•DIN handbook 140Dimensional Standards for Nuts and Accessories for Bolt/Nut Assemblies5th edition, 2001Norms -ISO Standards HandbookFasteners and screw threads •Volume 1•General reference standards •Volume 2Product StandardsNorms -IFI & JIS HandbookJISFasteners & Screw Threads IFIInch Fastener StandardsMetric Fastener StandardsDimensions尺寸LdLdLdLLddDIN 912DIN 84DIN 933DIN 963DIN 966Dimensions -diameter & length尺寸定义: diameter & lengthDIN 912CL8.8A2K (Cr3+)M6X80Head types/ Drives头型/ 槽Head types头型常用头型:Hexagon head六角头(DIN 931,933)Hexagon head with flange六角法兰头(DIN 6921)Hexagon socket head cap圆柱头(DIN 912,6912)Hexagon socket thin head cap薄(小)圆柱头(DIN 7984)Head types头型常用头型:countersunk (flat) head cap沉头(DIN 7991,DIN963,DIN965)cheese head开槽圆柱头(DIN84)Cross recessed raisedcountersunk Head半沉头(DIN966)Pan head盘头(DIN7985,DIN7981)Button head平圆头(ISO7380)Head types头型其它头型:Large wafer大扁平头Bugle喇叭头Truss盘头带垫Hexagon head flanged六角头带垫Drives槽常用槽型:内六角穴一字槽十字穴米字穴内梅花穴-Assembling:cross recess-Repair:straightslotDrivesCross recess / straight slot : “Freedriv”Torx =Six lobesPhillipsPhilipsPozidrivSupadrivPozidriv SupadrivDrivesDrivesDrives comparison : Hexagon socket / TorxMetric / Unified thread / Tolerance 公制/ 标准螺纹/ 公差ThreadThread typeChipboard screws 纤维板钉Thread forming Screws 自攻锁紧螺丝(三角牙螺丝)Wood screws 木螺钉Tapping screws 自攻螺钉Machine screws 机械牙螺丝Drywall screws 干壁钉Self-drilling tapping screws 自攻自钻螺钉Thread –Machine thread SortMajor diameter 螺纹外径Pitch diameter 螺纹中径(有效径)Pitch 牙距Thread angle 牙型角Internal thread 内螺纹/ 阴螺纹Nut –DIN934 / DIN439 / DIN980 / DIN982 / DIN6923 …Male thread 外螺纹/ 阳螺纹Bolt –DIN933 / DIN603 …; Screw -DIN84 / DIN7985 / DIN912 …Minor diameter 螺纹底径Parameter60o螺距p有效径Nut thread1/4 H1/8 HHH = 0.866025 PBolt thread阳螺纹大径(螺丝外径)Major Dia.Pitch Dia.阴螺纹小径(螺帽孔径)Minor Dia.1/2 HThread profileM61.0M50.8M40.7M30.5M81.25M101.5M162.0M142.0M121.75M202.5Metric thread:Inch thread:1/420UNC 1/213UNC 3/816UNC 5/811UNC 3/410UNC #632UNC #832UNC #1024UNC 18UNC #836UNF #1032UNF #640UNF 1/428UNF1/220UNF 3/824UNF 5/818UNF 3/416UNF 112UNFThread pitchPopular thread pitchThread –Type symbol Thread TypeThread Symbolthread angleExampleMetric coarse thread M 60M8Metric fine thread MF 60M8X1.0Unified coarse thread UNC 601/4-20 UNC Unified fine thread UNF 601/2-20 UNF Parallel pipe thread G 55G 1/2British withworth thread BSW 551/2-12 BSW British fine threadBSF551/2-16 BSFType symbol of threadTolerance 公差Tolerance 公差实际参数值的允许变动量。
紧固件标准基础知识嘿,朋友们!今天咱来聊聊紧固件标准基础知识。
这玩意儿啊,就像是咱们生活中的小螺丝钉,看着不起眼,可作用大着呢!你想想看,要是没有紧固件,那各种东西不都得散架啦?就好比一辆自行车,要是螺丝松了,那还能骑得稳当吗?这紧固件啊,就是把各种零件紧紧固定在一起的小能手。
紧固件的种类那可真是多得像天上的星星。
什么螺栓啦、螺母啦、螺钉啦等等。
它们每个都有自己的特点和用处。
螺栓就像是个坚强的大力士,能承受很大的力;螺母呢,就乖乖地和螺栓配合,一起把东西固定好;螺钉则像是个小巧灵活的家伙,在一些小地方发挥大作用。
而且啊,这紧固件的标准可重要啦!就好像每个人都要有自己的规矩一样。
不同的标准决定了紧固件的大小、形状、材质等等。
要是没有标准,那不乱套啦?你买个螺栓可能都配不上螺母呢!咱再说说这紧固件的材质。
有的是钢的,坚固耐用,就像个钢铁战士;有的是不锈钢的,不怕生锈,就像个永远不会生病的健康宝宝。
选择合适的材质也很重要哦,要是在潮湿的环境里用了容易生锈的紧固件,那没多久不就坏啦?还有啊,安装紧固件的时候也得注意方法。
不能太紧,太紧了可能会把零件弄坏;也不能太松,太松了起不到固定的作用。
这就跟我们系鞋带一样,系太紧了脚不舒服,系太松了鞋又容易掉。
在我们的日常生活中,到处都能看到紧固件的身影。
家里的家具、电器,外面的汽车、建筑,哪一个离得开紧固件呀?它们默默地工作着,保障着一切的正常运转。
所以啊,可别小看了这小小的紧固件。
它们虽然普通,却不可或缺。
就像我们身边那些默默付出的人一样,也许不引人注目,但却无比重要。
下次当你看到一个螺丝、一个螺母的时候,不妨多想想它们的作用和重要性,说不定你会对这些小玩意儿有新的认识呢!总之,紧固件标准基础知识是我们生活中非常重要的一部分,我们要好好了解和掌握它们,这样才能让我们的生活更加稳固和美好!原创不易,请尊重原创,谢谢!。
紧固件与密封件基础知识一:紧固件的定义紧固件也称为标准件,是将两个或两个以上的零件紧固连接成为一个整体时所采用的一类机械零件的总称螺丝是紧固件的通用说法一一日常口语(一).紧固件的种类:1,螺栓:由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件,这种连接形式称为螺栓连接。
如果把螺母从螺栓上旋下,就可以使两个零件分开,属于可拆卸连接。
按头部形状区分有六角头、梅花头、外六花、圆头(内六角、内六花)、方头等标注尺寸为有效长度,不包括头部位置2.螺柱:没有头部,两端均为外螺纹的一类紧固件。
连接时一端须旋入带内螺纹的零件中,可以起到定位作用,另一端穿过带通孔的零件再旋上螺母即可使两个零件连接成一体。
3.螺钉:也是由头部和螺杆两部分构成,按用途分为三类:a.连接用(有六角头,圆头(内六角、内六花)、平头、半圆头、沉头、头部形态有十字型、一字型、内六角(花)型等;b.定位用(紧定螺钉);c.特殊螺钉(如吊环)4.螺母:内孔带螺纹,有六角形、圆形,方形等5.自攻螺钉6.木螺丝7.垫圈:平垫圈、弹簧垫圈8.卡环:用在轴槽或孔槽中,阻止轴或孔上零件轴向移动(二).使用标准:1.中国国家标准(国标):GB2.德国国家标准:DlN3.国际标准:lSO4.日本国家标准:JlS以上均为公制(毫米单位)5.美国国家标准(美制,单位英寸)ANSI6.英国国家标准(英制,单位英寸):BS(三).螺纹简述1.螺纹一一在圆柱或圆锥母体表面上制出螺旋线形、具有特定截面的连续凸起部分2.螺纹的种类:a.按表面形状分圆柱螺纹、圆锥螺纹b.按位置分内螺纹、外螺纹c.按牙型分三角形螺纹(用于连接);矩形螺纹、梯形螺纹、锯齿形螺纹(用于传动)d.按螺旋线方向分左旋右旋(正反牙)e.按螺旋线数量分单线螺纹、双线及多线螺纹,连接多用单线螺纹,其他用于传动f.按牙的大小分粗牙和细牙螺纹3.螺纹五要素:内外螺纹连接时,螺纹的要素必须一致才能顺利连接,螺纹的结构要素具体包含a.牙形(螺纹的表面形状)b.直径(公称尺寸)c.线数(同一圆柱或圆锥表面上螺纹的条数)d.螺距(相邻两牙的轴向距离)e.旋向(左旋、右旋)(四).紧固件的强度(机械性能)等级a.性能等级标记:公制螺拴由两部分数字组成,第一个数字表示公称抗拉强度韵百分之一;第二个数字表示公称屈服点的十倍;这两个数字的乘积为公称屈服点的十分之一常用性能等级4.8级、8.8级、10.9级、12.9级英制螺栓的强度等级一般用对称放射分布的太阳线表示,线条数六条及以上的为高强度螺栓(相当于10.9级)b.螺栓性能等级标识的含义:例如4.8级的普通螺栓的含义是:1.螺栓材质的抗拉强度为400Mpa;2.螺栓材质的屈强比值为0.8;3.螺栓材质的公称屈服强度为400x0.8=320Mpa级c.高强度螺栓的区分及含义:8.8级及以上等级的螺栓称为高强度螺栓,可用在比较重要的位置上,有些部位的螺栓有特殊要求,不可用普通螺栓替代使用。
紧固件基础知识简介紧固件基础知识简介一、紧固件的种类紧固件是机器设备的基础零件。
将几个(二个或二个以上)零件连接成一体所用的机械零件统称为紧固件。
因为紧固件标准化程度高,实现标准化时间早,所以又习惯称为标准件。
紧固件有螺栓、螺拄、螺钉、自攻螺钉、木螺钉、螺母、垫圈、销、铆钉及组合紧固件。
按不同形状和用途,已发布的紧固件国家标准已超过300种。
十一类紧固件的结构,特性分述如下:1、螺栓螺栓是由不同形状(六角的、方的或圆的)的头部和带外螺纹的杆部构成的紧固件。
螺栓的正常用法是:用它穿过二个(或二个以上)有通孔的零件后,用螺母与螺栓杆部的外螺纹旋紧,使零件紧固成一体。
见图1。
但也可用杆部外螺纹直接拧在有内螺纹的部件上。
1-螺栓;2-螺母; 1-螺柱;2-螺母;3-垫圈; 1-螺钉;2-垫圈3-垫圈;4-零件 4-零件;5-机体 3-零件;4-机体图1 螺栓连接图2 螺柱连接图3 螺钉连接2、螺柱螺柱没有头部,是杆状紧固件,杆的二端均制造出外螺纹(但焊接用螺柱仅一端有外螺纹)。
用法是:将一端的螺纹杆旋入有内螺纹机体,另一端螺纹杆穿过有通孔的一个(或一个以上)零件后,旋上螺母即将零件紧固成一体,见图2。
旋入机体一端的螺纹长度根据机体的不同材质制出不同长度的螺纹,定为不同品种,这段螺纹长度不计算螺柱长度。
(但等长双头螺柱和焊接用螺柱的长度是指全部长度)。
3、螺钉螺钉有三种类型:机螺钉,紧定螺钉和特殊用途螺钉。
3.1 机螺钉机螺钉与螺栓相似。
机螺钉的正常用法是:用带外螺纹的杆部穿过一个(或一个以上)有通孔的零件后,用杆部的螺纹直接旋紧在有内螺纹的机体上(不需再用螺母),就将零件紧固成一体,见图3。
但也可以在穿过被紧固的零件后用螺母旋紧。
螺钉和螺栓常有相同的用法,二者没有绝对的区别。
但一般说螺钉的尺寸规格小,强度低的较多,紧固力比螺柱小。
3.2 紧定螺钉紧定螺钉分为有头部的和无头部的(螺纹杆的一端直接铣槽口或制出内六角孔)二种主要用于固定二个零件的相对位置见图4。
第一章基本知识1.螺纹: 在零件表面上加工的螺纹称为外螺纹. 在零件内表面上加工的螺纹称为内螺纹.2.螺纹按用途可以分为:连接螺纹(普通螺纹和管螺纹)和传动螺纹(梯形螺纹和锯齿形螺纹).3.螺纹加工方法: 用车床加工,先用钻头钻孔,再用丝锥加工内螺纹.4.螺纹的结构要素:4.1牙型: 通过螺纹轴线断面上的螺纹轮廓形状称为牙型.常见有三角,梯形,矩形,锯形螺纹.4.2直径: 大径, 中径, 小径. (公称直径一般指大径)4.3线数: 单线螺纹和多线螺纹之分.(主要是从线的出口来区分.单线导程=螺距. 多线导程=螺距x 线数.)4.4螺距: 相邻两牙在中径线上对应两点间的轴向距离称为螺距4.5导程: 同一螺线上的相邻两牙在中径线上对应两点的轴向距离称为导程.4.6旋向: 左旋螺纹和右旋螺纹,顺时针旋入的螺纺是右旋,逆时钟旋入的螺纹是左旋螺纹.(工程常用右旋螺纹)5.螺纹标识5.1普通螺纹: 特征代号公称直径x 螺距,旋向M30 X25.2锯齿螺纹: 特征代号公称直径: B40x7-7e5.3梯形螺纹: 特征代号公称直径: Tr40 x 14 (P7) LH-8e-L5.4管螺纹:特征代号,尺寸代号,旋向(Rc1)6.螺纹种类: 开槽圆柱头螺钉,圆柱头内六角螺钉,沉头十字槽螺钉,开槽紧定螺钉, 六角头螺栓,双头螺柱, 六角螺母,六角开槽螺母,平垫圈,弹簧垫圈.7.螺丝是总称,螺栓要配合螺母使用,螺钉不用. 螺柱有双头螺柱,没有螺帽.8.紧定螺钉:又称支头螺丝,定位螺丝.用途:专供固定机件相对位置用的一种螺钉使用时,把紧定螺钉旋入待固定的机件的螺孔中,以螺钉的未端紧压在另一机件的表面上,即使前一机件固定在后一机件上9.粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小; 1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
3、粗牙螺纹相同长度牙数少,每一牙的截面尺寸更大,受力好,更适合于承受较大的拉力及冲击力。
4、细牙螺纹也应为螺距小的优点可以起到微调的作用。
10.所谓粗牙螺纹,就是标准螺纹,在螺纹的国家标准中可以查到,一般我们外面可以买到的螺钉螺栓都是粗牙螺纹,与细牙螺纹相比,粗牙螺纹具有强度高,互换性好的特点被广泛使用,应作为最优选择。
细牙螺纹是相对粗牙螺纹来说的,也是有标准可查的,具体可以查阅机械设计手册。
设计时尽量选用标准规格,细牙螺纹具有占空间尺寸小,自锁性好,大多用于受力不大,可以精确调整的地方.11.粗牙和细牙的区别:螺距大小不同,粗牙螺距大,细牙小; 1、细牙的螺旋升角更小,更利于螺纹的自锁,所以细牙一般用在需要防松动的地方。
2、细牙螺纹螺距小,在相同的螺纹长度上,旋入的牙数更多,即可以起到降低流体泄露的作用,因此用在需要密封的场合。
3、粗牙螺纹相同长度牙数少,每一牙的截面尺寸更大,受力好,更适合于承受较大的拉力及冲击力。
4、细牙螺纹也应为螺距小的优点可以起到微调的作用。
12.齿轮: 圆柱齿轮,圆锥齿轮,蜗杆蜗轮13.键: 用于轴和轴上零件之间的轴向联结,以传递扭矩和运动.分为普通平键,半圆键,钩头楔键.14.销: 用来固定零件之间的相对位置,起定位作用.常用的圆柱梢和圆锥梢(45#)15.弹簧:用于缓冲,减振,夹紧,测力以储存能量.(按用途可以分为压缩,拉伸,扭力弹簧)16.滚动轴承: 根据承受载荷方向不同,可分为以下三类:16.1向心轴承: 主要承受径向载荷16.2推力轴承: 主要承受轴向载荷16.3向心推力轴承: 同时承受轴向和径向载荷.第二章产品分类一.螺纹分类:1.普通螺纹: 米制规格紧固件用螺纹. M24X1.5-LH 公称直径为24mm,螺距1.5mm, 细牙左旋.2.惠氏螺纹: 英制规格紧固件用螺纹. 3/8”-16BSW 公称直径为3/8”,每英寸16牙的粗牙惠氏螺纹3.统一螺纹: 美制规格紧固件用螺纹. 1/2”-13UNC 公称直径为1/2”,每英寸13牙的粗牙统一螺纹.二.材料与性能等级:1.碳钢与合金钢螺栓,螺钉,螺柱机械性能等级:1.1碳钢: 3.6, 4.6, 4.8, 5.6, 5.8, 6.8级.1.2低碳合金钢: 8.8, 9.8级.1.3中碳钢: 10.9级1.4合金钢: 12.9级2.不锈钢螺栓,螺钉,螺柱机械性能等级:. 奥氏体: A1, A2, A3, A4,A5 马氏体: C1, C3, C4 铁素体: F13.碳钢与合金钢粗牙螺母机械性能等级:4级(3.6,4.6,4.8级螺栓),5级(5.6,5.8),6级(6.8),8级(8.8),9级(9.8),10级(10.9),12级(12.9).4.碳钢与合金钢细牙螺母机械性能等级:5级(3.6,4.6,4.8,5.6,5.8),6级(6.8),8级(8.8),10级(10.9),12级(12.9)5.不锈钢螺母机械性能等级机械性能等级:奥氏体A1,2,3,4,5 马氏体: C1,3,4,铁素体: F16.有色金属螺栓,螺钉,螺柱,螺母机械性能等级:CU1,CU2,CU3,CU4,CU5,CU6,CU7, AL1,AL2,AL3,AL4,AL5,AL6(每种等级使用不同有色金属)7.碳钢与合金钢紧定螺钉机械性能等级: 14H, 22H, 33H(碳钢), 45H(合金钢)8.不锈钢紧定螺钉机械性能等级: A1-12H, A2-21H 前面是不锈钢牌号(A1,A2,A3,A4,A5), 后面是硬度(12H, 24H)9.螺栓,螺钉,螺柱,螺母,平垫圈产品精密等级A级,B级,C级. A级最精密.三.紧固件1.六角头螺栓: C级主要适用于表面粗糙,对精度要求不高的结构,机械,设备上. 规格:M5- M64.2.六角法兰面螺栓: 板拧部分由六角头与法兰面组成.能承受更高的预紧力,常用于汽车发动机,重型机械等产品.M5-M203.方头螺栓: 常用于比较粗糙的结构,也可以用于T形槽的零件中,以便于调整螺栓位置.M10-M48,长度20mm-300mm4.半圆头方径螺栓:用于铁木结构联接,如汽车车身,纺织机械,铁驳船等.5.镀锌半圆头螺栓: 表面镀锌纯化,防锈能力较强.用于露天或潮湿场合的结构件上.6.T形槽用螺栓: 可以只旋螺母而不卸下螺栓,使被连接件脱出.主要用于机床,机床附件.7.地脚螺栓: 专供于混凝土地基中,作固定各种机器,设备底座用. M6-M208.双头螺柱: 主要用于带螺纹孔的被连接件不能或不便安装带头螺栓的场合,如气缸9.盘头/沉头螺钉: 多用于仪器或比较精密的机件.10.十字头螺钉: 槽形强度好,便于实现自动化装拆螺钉. 用途于一字槽螺钉相似.11.内六角圆柱头螺钉:连接强度大,需要内六角板手装拆螺钉,一般多用于各种机床及其附件.12.紧定螺钉: 专供固定机件相对位置用的一种螺钉.13.自攻螺钉:适用于薄金属(铝,铜,低碳钢)制件与较厚金属制件之间的螺纹连接.14.自钻自攻螺钉: 集合了钻孔和攻丝两道工序.提高效率,使用电动(气动)螺钉旋具进行.15.六角螺母:与螺栓,螺钉配合使用,其中以C级六角螺母应用广泛.16.方螺母C级: 用扳手转动角度较大,不易打滑.17.圆螺母: 通常成对地用于机器的轴类零件上,用以防止轴向转移,也常配合止退垫圈,用于装有滚动轴承的轴上,锁紧轴承内圈.18.铆螺母: 先利用铆螺母枪,将铆螺母接在工件上,然后借助螺钉,可以将其他零件联接在铆螺母上.19.垫圈: 介子,装置于螺母(或螺栓,螺钉头部)与被连接件表面之间,保护被连接件表面被螺母擦伤,增大被连接件与螺母之间接触面积.20.弹簧垫圈: 装置在螺母下面用来防止螺母松动.21.止动/止退垫圈: 配合圆螺母防止圆螺母松动一种专用垫圈.22.孔用弹性挡圈: 用于固定装在孔内的零件的位置,防止零件退出孔外.23.轴用弹性挡圈: 用于固定装在轴上的零件的位置,防止零件退出轴外.24.开口销: 用于经常拆卸的轴,螺杆带孔的螺栓上,使轴上的机件和螺栓上的螺母不能脱落.25.圆柱销: 用于机器轴上作固定零件,传递动力用.26.圆锥销: 主要用于定位,也可以用作固定零件,传递动力.27.圆头铆钉: 应用最广泛的一种铆接紧固件,用于锅炉,容器,桥梁等钢结构上作铆接用的紧固件.28.沉头铆钉: 用于表面需要平滑,不允许钉头外露的场合.29.平头铆钉: 用于打包钢带,木桶,木盆的箍圈等扁薄件.30.抽芯铆钉: 用于铆接两个零件,使之成为一个整体,需要手动/电动,气动铆枪.31.膨胀螺栓: 把机器,设备或结构件等固定安装在混凝土地基上面用的一种特殊螺纹联接件.32.膨胀螺母: 嵌入式膨胀螺母,配合六角头螺栓,平垫圈和弹簧垫圈使用.33.塑料胀管: 配合木螺钉使小型被联接件固定安装在墙壁,天花板上用的一种特殊联接件.第三章产品加工1.螺丝的制造方式可以分为:冷镦,热打, 机加工.2.冷镦的定义: 利用金属的塑性,采用冷拔,达到金属固态变形的目的. (在室温下扰棒材或线材的顶部加粗的锻造成形式方法)3.冷镦的应用范围: 螺栓,螺母,铁钉,铆钉.材料:铜,铝,碳钢,合金钢, 不锈钢,钛合金.4.冷镦的优越性: 材料利用率可达80-90%,生产效率高,可达300件/分钟.5.热打: 将材料加热后进行压力加工使材料形状达到设计要求.将材料加热后放到一定形式的模具内锻压成型的方法.6.机加工: 小批量的专用或特殊螺栓的六角头是车削后铣成的.7.搓丝: 螺栓的螺纹有机械套线的,机床车制的(直径大). 搓丝机用搓丝板挤压出螺纹.8.铣尾: 一般由割尾机完成.9.冷镦和热镦的区别: a冷镦的螺栓表面漂亮.b冷镦生产效率高.cM24以上的螺栓需要热镦.10.螺丝生产的工艺流程: 盘元-退火-酸洗-抽线-打头-搓牙-热处理-电镀-包装10.1盘元/线材: 厂商购入原始盘条,参数包括厂牌,品名,规格,材质,炉号或批号,数量/重量.10.2退火:控制线材本身的硬度,一般用高温球化退火炉.10.3酸洗: 洗去线材表面的锈,杂质.10.4抽线: 把线材冷拔到规定的直径.10.5打头: 冷镦成型挤压出螺栓头部的工序名称.直径大于24M的用热镦.10.6搓牙/辗牙:用搓牙机或滚丝机制造螺纹.10.7热处理: 高温加热,保温并通过介质降温后,改变金属晶体结构,达到紧固件相应的性能等级.11.电镀: 表面镀锌来达到防腐美观的目的.12.垫圈的制造工艺: 先把整张的铁板在剪板机上,剪成需要的宽度,然后用冲孔落料复合模,一次就能冲出平垫片来。
一般复合模做成一次出三个活的结构,冲压一次就可以出三个活。