饲料厂中控操作技巧培训Microsoft_PowerPoint_演示文稿 ppt课件
- 格式:ppt
- 大小:11.29 MB
- 文档页数:11
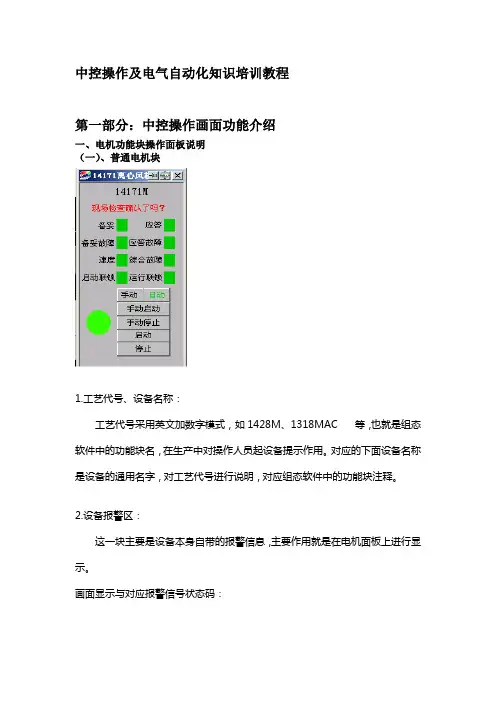
中控操作及电气自动化知识培训教程第一部分:中控操作画面功能介绍一、电机功能块操作面板说明(一)、普通电机块1.工艺代号、设备名称:工艺代号采用英文加数字模式,如1428M、1318MAC 等,也就是组态软件中的功能块名,在生产中对操作人员起设备提示作用。
对应的下面设备名称是设备的通用名字,对工艺代号进行说明,对应组态软件中的功能块注释。
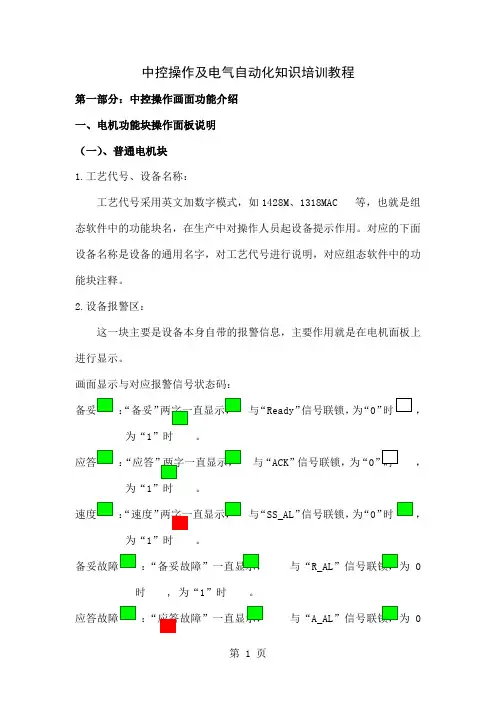
2.设备报警区:这一块主要是设备本身自带的报警信息,主要作用就是在电机面板上进行显示。
画面显示与对应报警信号状态码:备妥:与“Ready”信号联锁,为“0,为“1”时。
应答:与“ACK”信号联锁,为“0,为“1”时。
速度:与“SS_AL”信号联锁,为“0,为“1”时。
备妥故障“备妥故障”与“R_AL”信号联锁,为0, 为“1。
应答故障与“A_AL”信号联锁,为,为“1”时。
综合故障与“AL”信号联锁,为0, 为“1”时。
启动联锁“STTLK_AL”信号联锁,为0,为“1”时。
运行联锁与“RUNLK_AL0时, 为“1”时。
3.控制按钮:按照现在的操作习惯,在普通马达电机面板上做6个操作按钮。
按钮信号都是0/1两种状态,而且在不同状态时可以有不同的文字说明或状态显示。
手动:与“MA”信号联锁,显示“手动”时“MA”为1,点击按钮,“MA”为1,按钮字体显示“手动”。
自动:与“MA”信号联锁,显示“自动”时“MA”为0,点击按钮,“MA”为0,按钮字体显示“自动”。
手动启动:与“MSTART”信号联锁,通常信号为0,点击信号为1。
手动停止:与“MSTOP”信号联锁,通常信号为0,点击信号为1。
启动:与“START”信号联锁,通常信号为0,点击信号为1。
停止:与“STOP”信号联锁,通常信号为0,点击信号为1。
4. 电机状态:面板中的圆圈代表电机的状态,与STATE信号的数值联锁:━灰色:表示设备“未备妥”,不能启动,信号为“0”。
━白色,表示设备“备妥”,等待启动,信号为“1”。
中控操作及电气自动化知识培训教程第一部分:中控操作画面功能介绍一、电机功能块操作面板说明(一)、普通电机块1.工艺代号、设备名称:工艺代号采用英文加数字模式,如1428M、1318MAC 等,也就是组态软件中的功能块名,在生产中对操作人员起设备提示作用。
对应的下面设备名称是设备的通用名字,对工艺代号进行说明,对应组态软件中的功能块注释。
2.设备报警区:这一块主要是设备本身自带的报警信息,主要作用就是在电机面板上进行显示。
画面显示与对应报警信号状态码::“备妥”与“Ready”信号联锁,为“0”,为“1”时。
:与“ACK”信号联锁,为“0,为“1”时。
:“速度”与“SS_AL”信号联锁,为“0”时,为“1”时。
:与“R_AL0时 , 为“1”时。
:与“A_AL0时 , 为“1”时。
综合故障:“与“AL”信号联锁,为0为“1”时。
启动联锁:与“STTLK_AL0时 , 为“1”时。
运行联锁:与“RUNLK_AL0时 , 为“1”时。
3.控制按钮:按照现在的操作习惯,在普通马达电机面板上做6个操作按钮。
按钮信号都是0/1两种状态,而且在不同状态时可以有不同的文字说明或状态显示。
手动:与“MA”信号联锁,显示“手动”时“MA”为1,点击按钮,“MA”为1,按钮字体显示“手动”。
自动:与“MA”信号联锁,显示“自动”时“MA”为0,点击按钮,“MA”为0,按钮字体显示“自动”。
手动启动:与“MSTART”信号联锁,通常信号为0,点击信号为1。
手动停止:与“MSTOP”信号联锁,通常信号为0,点击信号为1。
启动:与“START”信号联锁,通常信号为0,点击信号为1。
停止:与“STOP”信号联锁,通常信号为0,点击信号为1。
4. 电机状态:面板中的圆圈代表电机的状态,与STATE信号的数值联锁:━灰色:表示设备“未备妥”,不能启动,信号为“0”。
━白色,表示设备“备妥”,等待启动,信号为“1”。
━绿色:表示设备“运行”,信号为“2”。

随着饲料行业的快速发展,饲料厂对中控员的要求越来越高。
中控员作为饲料生产过程中的关键岗位,其技术水平直接影响着生产效率和产品质量。
为了提高中控员的专业技能,提升饲料厂整体竞争力,特制定本培训计划方案。
二、培训目标1. 使中控员掌握饲料生产的基本原理和工艺流程;2. 提高中控员对生产设备的操作和维护能力;3. 增强中控员对生产数据的分析和处理能力;4. 培养中控员的安全意识和应急处置能力;5. 提升中控员的服务意识和团队协作能力。
三、培训对象饲料厂中控员、相关技术人员及管理人员。
四、培训内容1. 饲料生产基本原理和工艺流程;2. 生产设备操作与维护;3. 生产数据分析与处理;4. 安全生产及应急处置;5. 服务意识与团队协作。
五、培训方式1. 讲座:邀请业内专家进行授课,深入讲解饲料生产相关知识和技能;2. 案例分析:结合实际生产案例,分析问题、探讨解决方案;3. 实操培训:在专业师傅的指导下,进行设备操作、维护等实操训练;4. 安全演练:模拟安全事故现场,提高中控员的安全意识和应急处置能力;5. 团队协作训练:通过团队拓展活动,培养中控员的服务意识和团队协作能力。
1. 基础理论培训:2天;2. 生产设备操作与维护培训:3天;3. 生产数据分析与处理培训:2天;4. 安全生产及应急处置培训:1天;5. 服务意识与团队协作培训:1天。
七、培训师资1. 邀请饲料行业资深专家、教授进行授课;2. 邀请具有丰富实践经验的生产一线技术人员担任实操培训导师;3. 邀请优秀中控员分享工作经验。
八、培训考核1. 理论考核:对培训内容进行书面考试,检验学员对理论知识的掌握程度;2. 实操考核:对学员的设备操作、维护等技能进行实操考核;3. 安全考核:对学员的安全意识和应急处置能力进行考核;4. 服务意识与团队协作考核:通过团队拓展活动,评估学员的服务意识和团队协作能力。
九、培训效果评估1. 学员满意度调查:了解学员对培训内容的满意度,为后续培训提供改进方向;2. 培训后工作表现:观察学员在实际工作中的表现,评估培训效果;3. 生产数据对比:对比培训前后生产数据,分析培训对生产效率、产品质量等方面的影响。
猪饲料中控操作指南1安全规程1)开机前与各岗位联系,检查是否做好开机准,特别注意检修设备是否准备就绪。
2)生产过程中,非电工不得打开控制柜门。
3)除中控工、带班长、维修中控室内设备的维修工和电工外,其它人员进入微机室须经带班长批准;带班长不得批准无关人员进入中控室。
4)对正在维修的设备,应在其启动按钮上悬挂正在维修、禁止启动的警示牌,直至收到维修完成的报告。
5)处理各岗位报告的情况应迅速、果断。
2开机前准备1)打开总电源开关,检查电压是否正常(单相220V,三相380V,波动幅度不能超过10V)。
2)顺序打开稳压电源待压力稳定后,打开不间断电源、微机开关及称重仪电源,预热5分钟以上。
3)打开模拟屏电源,观察配料秤示值是否归零、是否稳定,如示值不归零、不稳定,可能是配料秤内有积存物料,可通过多次开关配料门卸料门将物料卸干净;应查清原因、排除故障后才能开始生产。
当配料秤不归零但显示值在士1kg以内时,可用秤重显示仪上的清零按钮使其归零。
4)检查模拟屏上各信号灯是否正常,必要时要与看仓工取得联系,确保信号显示与设备实际状态(仓中料位、分配器出口对应仓号、分配螺旋卸料闸门开启、三通方向等)相符;若发现有闸门、三通等不到位情况,要检修后才能打开与该闸门、三通有关的各台设备。
5)打开微机和打印机,微机要能顺利启动并进入配料控制软件界面,打印机要与微机连接正常;微机和打印机打开后,打印头有滑动回位声用联机指示灯亮表示打印机连接正常。
6)检查配料秤、混合机门是否关闭到位,到位指示灯是否正常显示,不到位时,可用模拟屏上按钮使其关闭或先开启再关闭使其到位,;若数次手动开启关闭仍不能使其关闭到位,则可能是行程开关松动、损坏或卸料门被卡住,需进行检修。
3生产操作规程1)各工序开机顺序应遵循先开后路设备、再开前路设备,先开辅助设备、再开作业设备的原则;先于车间生产设备10分钟打开空压机电源,确保车间设备开机时能使用合适压力的压缩空气;进料初清系统开机顺序为除尘设备、原料进仓设备、初清设备、提升机、刮板输送机(如果有);粉碎系统开机顺序为负压吸风设备、除尘设备、粉碎料进仓设备、提升机、粉碎机出料螺旋、粉碎机、喂料器,具体要求见粉碎系统操作规程;-配料混合系统开机顺序为油脂添加系统、除尘系统、粉料成品进仓(成品仓或待制粒仓)设备、成品检验筛、提升机、汇集刮板输送机、混合机、微机配料软件。
江苏正昌集团计算机集散控制技术方案(参考版,具体根据工艺定)一、简述本设计为饲料厂电器及自动化控制系统,本设计应遵循的主要标准规范:《全国供用电规定》《工业与民用供电系统设计规范》(GBJ52-83)《计算机场所安全条件》(GB9363-88)饲料厂生产线是一个新世纪工程,应着眼于未来,除了应具备先进的加工工艺,优良的设备与检测仪表外,还应具备先进的控制方案,使控制系统、生产调度、生产管理于一体,使生产管理达到科学化、规范化,提高生产效益。
基于上述目的,控制方式采用集散分布控制系统(见下图)。
江苏正昌集团 计算机集散控制设计原则共15页 第 页 分项号:B 212 大功率设备二、系统组成1、硬件组成:车间控制室由计算机、可编程序控制器、电机控制中心(MCC)、秤重仪表、各种电机负荷自动控制仪(选购才有)、现场传感器和检测元件等组成。
2、软件组成:所有计算机操作平台采用WINDOWS 2000,,数据库软件采用FOXPRO。
车间控制室上位机采用H MI组态软件:选用Wonderware公司的Intouch9.0及I/Oserver驱动;Intouch中文运行版;根据工艺大小,选用1000 TagRuntime,可用于现场画面运行和数据设定或报表等功能。
PLC控制软件采用进口软件。
三、系统说明1、在控制方式上,采用上位机单设备控制、上位机工艺段控制、现场操作三种方式,每种控制方式均由中央控制室统一调度,经确认后方可独立操作。
2、分楼层设置各设备的现场按钮,便于设备的维修和调试。
关键设备现场急停按钮、工段维修按钮并附加电流显示、多重保护电路,使其与计算机监控相接合,以保证设备安全运行,确保操作人员、维修人员的人身安全。
四、元器件选型该系统设计中采用的元件指导思想是,采用国际上著名厂家生产的元件或引进国外先进技术的知名合资企业产品。
1、车间控制室上位机研华工控机,显示器选用韩国三星彩色显示器,打印机选用EPSON公司产品。