2019最新机械行业标准(GB)
- 格式:xls
- 大小:44.00 KB
- 文档页数:3
Standards Introduction 标准介绍I机械工业标准化与质量机械行业新标准介绍膝寸卜9摭换9L0O0根据中华人民共和国工业和信息化部公告2018年第67号,以下机械行业新标准2019年10月1日实施。
1) JB/T 13620.3—2018《塑料注射模热流道系统 零部件 第3部分:热喷嘴》为首次制定标准,规定了塑料注射模热流道系统中热喷嘴的结构型式与尺寸、 材料、 要求和标记。
适用于 塑料注射模热流道系统中的热喷嘴。
2) JB/T13620.4—2018《塑料注射模热流道系统 零部件 第4部分:热流道浇口套》为首次 制定标准袁 规定了塑料注射模热流道系统中热流道浇口套的结构型式与尺寸、材料、要求和标记。
适 用于塑料注射模热流道系统中的热流道浇口套。
3) JB/T13620.5—2018《塑料注射模热流道系统零部件第5部分:流道板定位环》为首次 制定标准袁 规定了塑料注射模热流道系统中流道板定位环的结构型式与尺寸、 材料、 要求和标记。
适 用于塑料注射模热流道系统中的流道板定位环。
4) JB/T 13620.6—2018《塑料注射模热流道系统 零部件 第6部分:承压垫片》为首次 制定标准袁 规定了塑料注射模热流道系统中承压垫片的结构型式与尺寸、 材料、 要求和标记。
适用于塑料注射模热流道系统中的承压垫片。
5) JB/T 13620.7—2018《塑料注射模热流道系统 零部件 第7部分:阀针导向套》为首次制定标准,规定了热流道系统中阀针导向套的 结构型式与尺寸、 材料、 要求和标记。
适用于热流道系统中的阀针导向套。
6) JB/T 13620.8—2018《塑料注射模热流 道系统 零部件 第8部分:阀针》为首次制定 标准袁 规定了塑料注射模热流道系统中阀针的结构型式与尺寸、 材料、 要求和标记。
适用于塑料注射模热流道系统中的阀针。
7) JB/T 13620.9—2018《塑料注射模具热 流道系统 零部件 第9部分:管状加热器》为 首次制定标准袁 规定了塑料注射模热流道系统中 管状加热器的结构型式与尺寸、 要求和标记。
(最新)起重机械安全规程 GB6067规范与释义随着工业化进程的不断深入,起重机械成为了现代生产中无法替代的重要工具和装置。
然而,如果起重机械操作不当或者设计不合理,就会给生产工作造成极大的安全隐患,甚至会导致人身伤亡事件的发生。
因此,起重机械的安全规定十分重要,这也是最新制定的 GB6067 规范的目的所在。
什么是 GB6067 规范?GB6067 规范是中国《起重机械安全规程》的最新标准,于2019年4月1日正式实施。
该规范对于各类起重机械的设计、制造、安装、调试、维护以及使用等环节都提出了具体而严格的标准和要求,旨在保障起重机械使用过程中的安全和可靠性。
GB6067规范中的主要内容1. 规定了起重机械的分类和命名原则。
按照使用荷载、工作级别和工作制式等要素,将起重机械分成了不同的类别,并规定了其命名原则。
这对于生产厂家、施工方和使用者都很重要,因为它能够在各个环节中明确机械的类型和参数,以便最大限度地确保其安全使用。
2. 规定了起重机械的设计和制造要求。
该规范明确了起重机械的结构、性能、质量和可靠性等方面的具体要求。
其中包括安全系数、结构强度、材料选择、制造精度、液压和电气部分的标准等具体细则,使得生产厂家能够生产出安全、性能稳定、用户满意的起重机械。
3. 规定了起重机械的安装和调试要求。
该规范明确了起重机械安装和调试的程序和要求,包括选择安装场地、安装定位、检查组装、调试参数等方面。
这对于安装和调试企业以及使用者都非常重要,因为它能够确保起重机械安装后能够正常使用,并避免出现不必要的事故。
4. 规定了起重机械的维护和修理要求。
该规范明确了由生产厂家和使用者共同承担的起重机械维护和修理责任,并规定了具体的检查和维护程序和要求。
这些标准可以保障起重机械的正常运转,以及在出现故障时能够做到及时有效的处理和维修。
总结GB6067 规范的出台,对于起重机械行业来说具有里程碑式的意义。
这一规范明确规定了起重机械的各个环节的要求,使得生产、施工和使用过程更加的标准化、规范化。
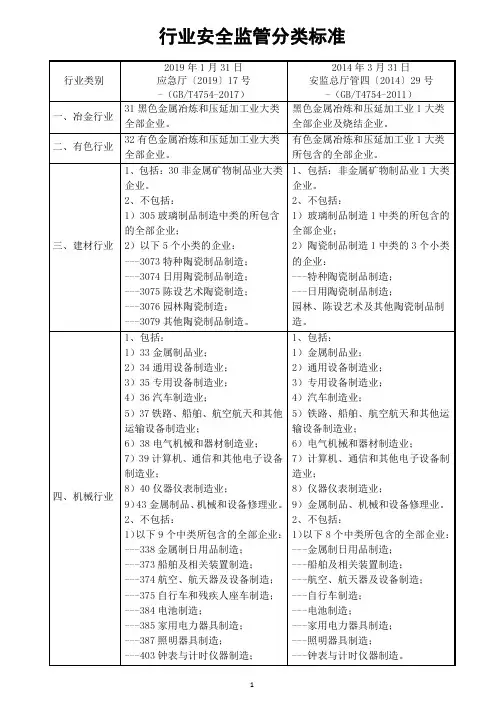
行业安全监管分类标准行业类别2019年1月31日应急厅〔2019〕17号-(GB/T4754-2017)2014年3月31日安监总厅管四〔2014〕29号-(GB/T4754-2011)一、冶金行业 31黑色金属冶炼和压延加工业大类全部企业。
黑色金属冶炼和压延加工业1大类全部企业及烧结企业。
二、有色行业 32有色金属冶炼和压延加工业大类全部企业。
有色金属冶炼和压延加工业1大类所包含的全部企业。
三、建材行业 1、包括:30非金属矿物制品业大类企业。
2、不包括:1)305玻璃制品制造中类的所包含的全部企业;2)以下5个小类的企业:---3073特种陶瓷制品制造;---3074日用陶瓷制品制造;---3075陈设艺术陶瓷制造;---3076园林陶瓷制造;---3079其他陶瓷制品制造。
1、包括:非金属矿物制品业1大类企业。
2、不包括:1)玻璃制品制造1中类的所包含的全部企业;2)陶瓷制品制造1中类的3个小类的企业:---特种陶瓷制品制造;---日用陶瓷制品制造;园林、陈设艺术及其他陶瓷制品制造。
四、机械行业 1、包括:1)33金属制品业;2)34通用设备制造业;3)35专用设备制造业;4)36汽车制造业;5)37铁路、船舶、航空航天和其他运输设备制造业;6)38电气机械和器材制造业;7)39计算机、通信和其他电子设备制造业;8)40仪器仪表制造业;9)43金属制品、机械和设备修理业。
2、不包括:1)以下9个中类所包含的全部企业:---338金属制日用品制造;---373船舶及相关装置制造;---374航空、航天器及设备制造;---375自行车和残疾人座车制造;---384电池制造;---385家用电力器具制造;---387照明器具制造;---403钟表与计时仪器制造;1、包括:1)金属制品业;2)通用设备制造业;3)专用设备制造业;4)汽车制造业;5)铁路、船舶、航空航天和其他运输设备制造业;6)电气机械和器材制造业;7)计算机、通信和其他电子设备制造业;8)仪器仪表制造业;9)金属制品、机械和设备修理业。
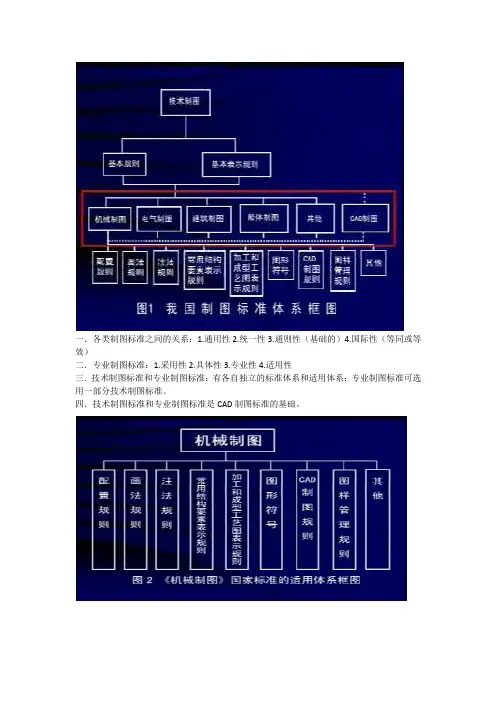
一.各类制图标准之间的关系:1.通用性2.统一性3.通则性(基础的)4.国际性(等同或等效)二.专业制图标准:1.采用性2.具体性3.专业性4.适用性三.技术制图标准和专业制图标准:有各自独立的标准体系和适用体系;专业制图标准可选用一部分技术制图标准。
四.技术制图标准和专业制图标准是CAD制图标准的基础。
五.冷加工工艺和热加工工艺线素:点,间隔,画。
六.基本线性15种细实线(代号:01.1)波浪线(代号01.1.21)断裂处边界线;视图和剖视图的分界线。
(常用手工制图)双折线(代号01.1.22)断裂处边界线;视图和剖视图的分界线。
(常用于机器制图)细虚线(0.2.1)不可见的棱边线;不可见的轮廓线粗实线(01.2)粗虚线(02.2)表示允许表面处理的表示线。
(如刀具的表面)细点化线(04.1)用于轴线;对称中心线;分度圆(线);细孔分布的中心线;剖切线。
粗点化线(04.2)限定范围的表示线,这个范围内需要特殊要求或加工。
细双点画线(05.1)中断线(常用于涮网)作用和双折线和波浪线一样,都是用于断裂处边界线;视图和剖视图的分界线。
第二列为粗实线,第三列为细实线,细实线的线宽为粗实线的一半。
第二列为技术制图标准,第三列为2002年的机械制图标准,第四列为1984年的机械制图标准,粗细比从1:1/3该为2:1是为适应机器制图的发展,因为线宽太细,在电脑里面可能会信息丢失。
英国,德国,俄罗斯,和我国采用的都是第一角画法,但国际画法是第三角画法,我国的国标也在逐步向这方面靠拢。
注意简化画法,实际生产中常用~~~视图的种类:基本视图;向视图;局部视图;斜视图一.基本视图:特点配置关系确定;不需标注A为主视图,B为俯视图,E为仰视图,D为右视图,C为左视图,F为后视图。
二.向视图:三.局部视图:是将物体的某一部分向基本投影面投射所得的视图。
上图为一油管,我们想把油管上面开的小孔给表达出来。
方案一和二都对,方案一是将制件的左部分都投影下来得到的。
应急管理部办公厅关于修订《冶金有色建材机械轻工纺织烟草商贸行业安全监管分类标准(试行)》的通知应急厅〔2019〕17号各省、自治区、直辖市应急管理厅(局),新疆生产建设兵团安全监管局,各有关单位:为进一步科学界定冶金等工贸行业范围,依据《国民经济行业分类》(GB/T4754-2017),应急管理部重新修订了《冶金有色建材机械轻工纺织烟草商贸行业安全监管分类标准(试行)》,现印发给你们,请参照执行。
原《国家安全监管总局办公厅关于印发冶金有色建材机械轻工纺织烟草商贸行业安全监管分类标准(试行)的通知》(安监总厅管四〔2014〕29号)同时废止。
应急管理部办公厅2019年1月31日冶金有色建材机械轻工纺织烟草商贸行业安全监管分类标准(试行)按照《国民经济行业分类》(GB/T4754-2017),对冶金有色建材机械轻工纺织烟草商贸行业安全监管作出分类标准。
一、冶金行业主要包括:31黑色金属冶炼和压延加工业大类所包含的全部企业。
二、有色行业主要包括:32有色金属冶炼和压延加工业大类所包含的全部企业。
三、建材行业主要包括:30非金属矿物制品业大类企业。
不包括:305玻璃制品制造中类所包含的全部企业;3073特种陶瓷制品制造,3074日用陶瓷制品制造,3075陈设艺术陶瓷制造,3076园艺陶瓷制造,3079其他陶瓷制品制造等5个小类的企业。
四、机械行业主要包括:33金属制品业,34通用设备制造业,35专用设备制造业,36汽车制造业,37铁路、船舶、航空航天和其他运输设备制造业,38电气机械和器材制造业,39计算机、通信和其他电子设备制造业,40仪器仪表制造业,43金属制品、机械和设备修理业等9大类企业。
不包括:338金属制日用品制造,373船舶及相关装置制造,374航空、航天器及设备制造,376自行车和残疾人座车制造,384电池制造,385家用电力器具制造,387照明器具制造,403钟表与计时仪器制造,405衡器制造等9个中类所包含的全部企业;3322手工具制造,3324刀剪及类似日用金属工具制造,3351建筑、家具用金属配件制造,3379搪瓷日用品及其他搪瓷制品制造,3473照相机及器材制造,3587眼镜制造等6个小类的企业;3399其他未列明金属制品制造小类中武器弹药制造的企业;特种设备目录中的特种设备制造企业。
JB/T《空调与冷冻设备用油分离器》征求意见稿1 范围本标准规定了空调与冷冻设备用油分离器(以下简称油分离器)的名称、型式、要求、试验方法、检验规则及标志、包装、运输和贮存。
本标准适用于R22、R32、R134a、R404A、R407C、R410A等为制冷工质的油分离器, 不适用于氨制冷系统。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB/T 1764 漆膜厚度测定法GB/T 9286 色漆和清漆漆膜的划格试验3 术语和定义油分离器是一种将压缩机排气带出来的油和制冷剂分离的设备。
4 型式分离器的型式分为底板固定式、挂装固定式、抱装固定式及其它固定式四种。
5 要求5.1 一般要求油分离器应按本标准的规定,并按经规定程序批准的图样和技术文件制造。
5.2 外观5.2.1 油分离器表面应光洁,无影响使用的裂纹、碰伤、疵点、锈蚀等缺陷;5.2.2 焊缝处无明显气孔、夹渣等缺陷;5.2.3 漆膜外观应均匀一致,无明显漏涂、挂流、起泡、缩孔、针孔及桔皮状;5.2.4 接管距端部按图纸规定范围内不喷漆;5.2.5 接管进口位置应有明显的标识;5.2.6 产品解剖检查内部无锈蚀现象(放置3个月)。
5.3 材料油分离器主要零部件材料应有化学成分和物理性能的合格证明。
5.4性能要求5.4.1 气密性在表1规定的压力下试验,保持1~10min,各部位应无气泡逸出;如采用氦检,其泄漏率应不大于2克/年。
表1 压力值MPa*注:客户有特殊要求按客户要求.5.4.2 耐压强度在表1规定的压力下试验,保持3min,不应有泄漏现象。
5.4.3 爆破压力在表1规定的压力下试验,保持5min,不应有开裂破损现象。
5.4.4 残留杂质含量油分离器内表面杂质含量应小于等于50 mg /m2。

重型机械通用技术条件1 概况2007年版《重型机械标准》(以下简称新《重标》)第一卷第3部分“通用技术条件”,共编入标准二十六项。
其中包括:生产设备安全卫生设计标准一项,重型机械通用技术条件JB/T5000.1~15-2007及JB/ZQ4722-2006十六项,液压、气动系统通用技术条件三项,以及运输包装方面的标准六项。
与1998年版《重型机械标准》(以下简称原《重标》)第一卷第三部分“通用技术条件”的项目相比,删除了一项标准,增加了五项标准,该套标准包含从原材料、外购件、铸件、焊件、锻件、切削加工件、配管、涂装、装配到产品包装全生产过程中各主要工序通用的,也是必须执行的技术规范。
是新《重标》的重点部分。
新、旧《重标》通用技术条件标准项目对照。
见表1。
JB/ZQ 4722-2006 重型机械通用技术条件锻钢件补焊、JB/T 10607-2006 液压系统工作介质使用规范、GB/T 18923-2002 运输包装件质量界限、道路车辆外廓尺寸、GB 1589-2004轴荷及质量限值五项标准。
取消了GB/T 1834- 80通用集装箱最小内部尺寸,GB/T 1413- 1998 系列1集装箱分类、尺寸和额定质量中已包含GB/T 1834- 80通用集装箱最小内部尺寸的内容,GB/T 1413-1998将二项标准合并为一项标准。
下面重点介绍JB/T5000.1~15新、旧标准的主要差异。
2 JB/T 5000.1 《重型机械通用技术条件产品检验》2.1 产品检验的一般要求2.1.1 增加了2.1条对半成品(原材料)的定义。
2.1.2 新《重标》根据使用要求,增加了2.1.3条对半成品的检验要求。
2.1.3 增加了2.3 C)条对外协配套件的选用要求。
2.1.4 新《重标》中的表2将焊缝缺陷等级、焊接件尺寸偏差及形位公差等级的图样标注由原来的4个等级改为3个等级,取消了原《重标》焊缝质量评定级别DS、DK级、焊缝缺陷等级Ⅳ级及尺寸与角度偏差等级D级和形位公差等级H级。
GB/T2-2001 紧固件外螺纹零件的未端2GB/T3-1997 普通螺纹收尾、肩距、退刀槽和倒角2GB/T14-1998 大半圆头方颈螺栓C级3GB/T41-2000 六角螺母C级1GB/T65-2000 开槽圆柱头螺钉1GB/T67-2000 开槽盘头螺钉2GB/T68-2000 开槽沉头螺钉1GB/T69-2000 开槽半沉头螺钉1GB/T70.1-2000 内六角圆柱头螺钉4GB/T70.2-2000 内六角平圆头螺钉1GB/T70.3-2000 内六角沉头螺钉3GB/T77-2000 内六角平端紧定螺钉1GB/T78-2000 内六角锥端紧定螺钉1GB/T79-2000 内六角圆柱端紧定螺钉1GB/T80-2000 内六角凹端紧定螺钉1GB/T90.1-2002 紧固件验收检查1GB/T90.2-2002 紧固件标志与包装1GB/T91-2000 开口销3GB/T95-2002 平垫圈C级1GB/T96.1-2002 大垫圈A级1GB/T96.2-2002 大垫圈C级1GB/T97.1-2002 平垫圈A级1GB/T97.2-2002 平垫圈倒角型A级1GB/T97.3-2000 销轴用平垫圈1GB/T97.4-2002 平垫圈用于螺钉和垫圈组合件1GB/T97.5-2002 平垫圈用于自攻螺钉和垫圈组合件1GB99-86 开槽圆头木螺钉1GB100-86 开槽沉头木螺钉1GB101-86 开槽半沉头木螺钉1GB102-86 六角头木螺钉1GB/T117-2000 圆锥销1GB/T118-2000 内螺纹圆锥销1GB/T131-93 机械制图表面粗糙度符号、代号及其注法14GB/T145-2001 中心孔1GB146.1-83 标准轨距铁路机车车辆限界1GB146.2-83 标准轨距铁路建筑限界1GB/T157-2001 产品几何量技术规范(GPS)圆锥的锥度与锥角系列2 GB177-85 水泥胶砂强度检验方法2GB191-2000 包装储运图示标志2GB199-90 快硬硅酸盐水泥1GB209-93 工业用氢氧化钠3GB222-84 钢的化学分析用试样取样法及成品化学成分允许偏差2 GB223.1-81 钢铁及合金中碳量的测定1GB223.2-81 钢铁及合金中硫量的测定1GB223.3-88 钢铁及合金化学分析方法二安替比林甲烷磷钼重量法测定磷量1GB223.4-88 钢铁及合金化学分析方法硝酸铵氧化容量法测定锰量1GB223.5-88 钢铁及合金化学分析方法草酸-硫酸亚硅钼蓝光度法测定硅量1GB/T223.6-94 钢铁及合金化学分析方法中和滴定法测定硼量3GB/T223.11-91 钢铁及合金化学分析方法过硫酸铵氧化容量法测定铬量1GB/T223.12-91 钢铁及合金化学分析方法碳酸钠分离-二苯碳酰二肼光度法测定铬量1 GB/T223.16-91 钢铁及合金化学分析方法变色酸光度法测定钛量3GB223.17-89 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛量3GB/T223.18-94 钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量2GB223.19-89 钢铁及合金化学分析方法新亚铜灵-三氯甲烷萃取光度法测定铜量2GB/T223.20-94 钢铁及合金化学分析方法电位滴定法测定钴量3GB/T223.21-94 钢铁及合金化学分析方法5-CI-PADAB分光光度法测定钴量3GB/T223.22-94 钢铁及合金化学分析方法亚硝基R盐分光法测定钴量3GB/T223.23-94 钢铁及合金化学分析方法丁二酮肟分光度法测定镍量3GB/T223.24-94 钢铁及合金化学分析方法萃取分离-丁二酮肟分光度法测定镍量3GB/T223.25-94 钢铁及合金化学分析方法丁二酮肟重量法测定镍量3GB223.26-89 钢铁及合金化学分析方法硫氢酸盐直接光度法测定钼量4GB/T223.27-94 钢铁及合金化学分析方法硫氢酸盐-乙酸丁酯萃取分光度法测定钼量3 GB223.28-89 钢铁及合金化学分析方法α-安息香肟重量法测定钼量2GB/T223.30-94 钢铁及合金化学分析方法对-溴苦杏仁酸沉淀分离-偶氮胂Ⅲ分光2 度法测定锆量GB/T223.31-94 钢铁及合金化学分析方法蒸馏分离-钼蓝分光光度法测定砷量2GB/T223.32-94 钢铁及合金化学分析方法次磷酸钠还原-碘量法测定砷量3GB/T223.33-94 钢铁及合金化学分析方法萃取分离-偶氮氯膦mA光度法测定铈量2 GB223.37-89 钢铁及合金化学分析方法蒸馏分离-靛酚蓝光度法测定氮量1GB/T223.39-94 钢铁及合金化学分析方法氯磺酚S光度法测定铌量3GB/T223.45-94 钢铁及合金化学分析方法铜试剂分离-二甲苯胺蓝Ⅱ光度法测定镁量2 GB223.46-89 钢铁及合金化学分析方法为焰原子吸收光谱法测定镁量2GB/T223.47-94 钢铁及合金化学分析方法载体沉淀-钼蓝光度法测定锑量2GB/T223.49-94 钢铁及合金化学分析方法萃取分离-偶氮膦mA分光光度法测定稀士总量2GB223.51-87 钢铁及合金化学分析方法5-Br-PADAP光度法测定锌量2GB223.52-87 钢铁及合金化学分析方法盐酸羟胺-碘量法测定硒量2GB223.53-87 钢铁及合金化学分析方法火焰原子吸收分光光度法测定铜量2GB223.54-87 钢铁及合金化学分析方法火焰原子吸收分光光度法测定镍量2GB223.55-87 钢铁及合金化学分析方法示波极谱(直接)法测定碲量2GB223.56-87 钢铁及合金化学分析方法巯基棉分离-示波极谱法测定碲量2GB223.57-87 钢铁及合金化学分析方法萃取棉分离-示波极谱法测定镉量2GB223.58-87 钢铁及合金化学分析方法亚砷酸钠-硝酸钠滴定法测定锰量2GB223.59-87 钢铁及合金化学分析方法锑磷钼蓝光度法测定磷量2GB223.60-87 钢铁及合金化学分析方法高氯酸脱水重量法测定硅量2GB223.61-87 钢铁及合金化学分析方法磷钼酸铵容量法测定磷量1GB223.62-87 钢铁及合金化学分析方法乙酸丁酯萃取光度法测定锰量1GB223.63-87 钢铁及合金化学分析方法高碘酸钠(钾)光度法测定锰量1GB223.64-87 钢铁及合金化学分析方法火焰原子吸收光谱法测定锰量1GB223.65-87 钢铁及合金化学分析方法火焰原子吸收光谱法测定钴量1GB223.66-87 钢铁及合金化学分析方法硫氰酸盐-盐酸氯丙-三氯甲烷萃取光度法2 测定钨量GB223.67-87 钢铁及合金化学分析方法还原蒸馏-次甲基蓝光度法测定硫量4GB223.70-89 钢铁及合金化学分析方法邻菲??啉分光度法测定铁量1GB/T223.71-91 钢铁及合金化学分析方法燃烧重量法测定碳量1GB/T223.72-91 钢铁及合金化学分析方法氧化铝色层分离-硫酸钡重量法测定硫量2 GB/T223.73-91 钢铁及合金化学分析方法三氯化钛-重铬酸钾容量法测定铁量3GB/T223.75-91 钢铁及合金化学分析方法甲醇蒸馏-姜黄素光度法测定硼量2GB/T223.76-94 钢铁及合金化学分析方法火焰原子吸收光谱法测定钒量2GB/T223.77-94 钢铁及合金化学分析方法火焰原子吸收光谱法测定钙量2GB/T223.70-91 钢铁及合金化学分析方法邻菲??啉分光度法测定铁量2GB224-87 钢的脱碳层深度测定法2GB225-88 钢的淬透性末端淬火试验方法5GB226-91 钢的低倍组织及缺陷酸蚀检验法4GB/T227-91 工具钢淬透性试验方法7GB/T230-91 金属洛氏硬度试验1GB/T230.2-2002 金属洛氏硬度试验第2部分:硬度计(A、B、C、D、EF、G、H、1 K、N、T标尺)的检验与校准GB/T230.3-2002 金属洛氏硬度试验第3部分:标准硬度块(A、B、C、D、EF、G、H、K、N、T标尺)的标定GB/T231.1-2002 金属布氏硬度试验第1部分:试验方法GB/T231.3-2002 金属布氏硬度试验第3部分:标准硬度的标定GB241-90 金属管液压试验方法1GB/T242-1997 金属管扩口试验方法1GB/T244-1997 金属管弯曲试验方法1GB/T245-1997 金属管??边试验方法2GB/T246-1997 金属管压扁试验方法1GB/T247-1997 钢板和钢带检验、包装、标志及质量证明书的一般规定2GB248-64 装配式钢筋混凝土煤矿巷道支架1GB253-89 煤油3GB259-88 石油产品水溶性酸及碱测定法2GB261-83 石油产品闪点测定法3GB264-83 石油产品酸值测定法2GB265-88 石油产品运动粘度测定法和动力粘度计算法1GB268-87 石油产品残炭测定法(康氏法)1GB/T269-91 润滑脂和石油脂锥入度测定法3GB/T271-1997 滚动轴承分类2GB/T272-93 滚动轴承代号方法11GB/T273.2-1998 滚动轴承推力轴承外形尺寸总方案5GB/T273.3-1999 滚动轴承向心轴承外形尺寸总方案1GB/T275-93 滚动轴承与轴和外壳的配合1GB/T276-94 滚动轴承深沟球轴承外形尺寸1GB/T281-94 滚动轴承调心球轴承外形尺寸GB/T283-94 滚动轴承圆柱滚子轴承外形尺寸6GB/T285-94 滚动轴承双列圆柱滚子轴承外形尺寸6GB/T288-94 滚动轴承调心滚子轴承外形尺寸4GB/T290-1998 滚动轴承冲压外圈滚针轴承外形尺寸1GB/T292-94 滚动轴承角接触球轴承外形尺寸10GB/T294-94 滚动轴承三点和四点接触球轴承外形尺寸6GB/T296-94 滚动轴承双列角接触球轴承外形尺寸6GB/T297-94 滚动轴承圆锥滚子轴承外形尺寸6GB/T299-1995 滚动轴承双列圆锥滚子轴承外形尺寸5GB/T304.1-2002 关节轴承分类1GB/T304.3-2002 关节轴承配合1GB304.10-89 关节轴承公差2GB/T305-1998 滚动轴承外圈上的止动槽和止动环尺寸和公差7GB/T307.1-94 滚动轴承向心轴承公差5GB/T307.2-1995 滚动轴承测量和检验的原则及方法1GB/T307.3-1996 滚动轴承通用技术规则1GB/T307.4-2002 滚动轴承推力轴承公差1GB/T308-2002 滚动轴承钢球1GB/T309-2000 滚动轴承钢针1GB311.6-83 高电压试验技术第五部分测量球隙1GB320-93 工业用合成盐酸1GB321-80 优先数和优先数系1GB324-88 焊缝符号表示方法2GB326-89 石油沥清纸胎油毡、油纸1GB328.1-89 沥清防水卷材试验方法总则1GB328.2-89 沥清防水卷材试验方法浸涂材料含量1GB328.3-89 沥清防水卷材试验方法不透水性1GB328.4-89 沥清防水卷材试验方法吸水性1GB328.5-89 沥清防水卷材试验方法耐热度1GB328.6-89 沥清防水卷材试验方法拉力1GB328.7-89 沥清防水卷材试验方法柔度1GB334-81 敌百虫原粉3GB336-85 AGT型案秤2GB338-92 工业甲醇3GB339-89 工业合成苯酚1GB341-89 钢丝分类及术语4GB/T342-1997 冷拉圆钢丝、方钢丝、六角钢丝尺寸、外形、重量及允许偏差1 GB/T343-94 一般用途低碳钢丝1GB346-84 通讯线用镀锌低碳钢丝5GB/T351-1995 金属材料电阻系数测量4GB384-81 石油产品热值测定法5GB386-91 柴油着火性质测定法(十六烷值法)1GB/T387-90 石油产品试验方法1GB/T411-93 棉印染布1GB435-84 氯化苦1GB437-93 硫酸铜2GB438-77 1号喷气燃料1GB439-90 航空喷气机润滑变压器油2GB443-89 润滑油产品标准10GB/T464.2-93 纸和纸板干热加速老化的方法5GB/T467-1997 阴极铜1GB/T469-1995 铝锭1GB476-91 煤的元素分析方法1GB478-87 煤炭浮沉试验方法1GB491-87 钙基润滑脂4GB492-89 钠基润滑脂4GB498-87 石油产品及润滑剂的总分类5GB/T503-1995 汽油辛烷值测定法(马达法)2GB507-86 绝缘油介电强度测定法1GB508-85 石油产品灰分测定法5GB510-83 石油产品凝点测定法1GB514-83 石油产品试验用液体温度计技术条件4GB518-1997 摩托车轮胎1GB/T524—2003 平型传动带1GB/T528-1998 硫化橡胶或热塑性橡胶拉伸应力应变性能的测定1 GB/T531-1999 橡胶袖珍硬度计压入硬度试验方法2GB/T532-1997 硫化橡胶或热塑性橡胶与织物粘合强度的测定2 GB535-1995 硫酸铵2GB538-90 工业硼酸及其试验方法1GB/T539-1995 耐油石棉橡胶板3GB553-83 锚链涂漆和标志1GB558-83 带缆桩技术条件1GB594-83 船用外螺纹锻钢截止阀1GB594-83 船用外螺纹青铜截止止回阀1GB598-80 船用外螺纹青铜填料旋塞4GB600-91 船舶管路阀件通用技术条件1GB/T641-94 化学试剂过二硫酸钾(过硫酸钾)2GB/T645-94 化学试剂氯酸钾2GB/T653-94 化学试剂硝酸钡2GB/T667-1995 化学试剂六水合硝酸锌(硝酸锌)2GB676-90 化学试剂乙酸(冰醋酸)2GB678-90 化学试剂乙醇(无水乙醇)2GB/T679-94 化学试剂乙醇(95%)2GB/T687-94 化学试剂丙三醇2GB/T694-1995 化学试剂无水乙酸钠2GB/T695-94 化学试剂一水合草酸钾(草酸钾)2GB/T699-1999 优质碳素结构钢1GB700-88 碳素结构钢12GB704-88 热轧扁钢尺寸、外形、重量及允许偏差18GB705-89 热轧六角钢和八角钢尺寸、外形、重量及允许偏差6GB706-88 热轧工字钢尺寸、外形、重量及允许偏差5GB707-88 热轧槽钢尺寸、外形、重量及允许偏差4GB708-88 冷轧钢板和钢带的尺寸、外形、重量及允许偏差9GB709-88 热轧钢板和钢带的尺寸、外形、重量及允许偏差16GB710-91 优质碳素低碳钢热轧薄钢板和钢带10GB711-88 优质碳素低碳钢热轧薄厚钢板和宽钢带9GB715-89 标准件用碳素钢热轧圆钢3GB716-91 碳素钢结构钢冷轧钢带6GB718-82 铸造用生铁1GB719-84 生铁化学分析用试样取制方法3GB725-91 内燃机产品名称和编制规则6GB/T 726-94 往复式内燃机旋转方向、气缸和气缸上气门的标志及直列式内燃机右机、7 左机和发动机方位的定义GB730-1998 纺织品色牢度试验耐光和耐气候色牢度蓝色羊毛标准1GB731-87 黄麻麻袋的技术条件1GB732-87 黄麻麻袋的分等规定1GB733-87 黄麻麻袋、麻布试验方法1GB734-87 黄麻麻袋、麻布的包装和标志1GB735-87 黄麻麻袋、麻布验收规定1GB736-87 黄麻麻布的技术条件1GB737-87 黄麻麻布的分等规定1GB755-2000 旋转电机定额和性能1GB773-93 低压绝缘子瓷件技术条件2GB775.1-87 绝缘子试验方法第1部分:一般试验方法2GB775.3-87 绝缘子试验方法第3部分:机械试验方法2GB777-85 工业自动化仪表用模拟气动信号1GB/T786.1-93 液压气动图形符号2GB/T794-93 加强半圆头方颈螺栓5GB/T801-1998 小半圆头低方颈螺栓B级3GB811-1998 摩托车乘员头盔1GB813-89 冲击试验用示波器和峰值电压表1GB/T818-2000 十字槽盘头螺钉2GB/T819.1-2000 十字槽沉头螺钉第1部分:钢4.8 2GB/T819.2-1997 十字槽沉头螺钉第2部分:钢8.8、不锈钢A2-70和有色金属CU2或CU3 2GB/T820-2000 十字槽半沉头螺钉1GB/T822-2000 十字槽圆柱头螺钉1GB/T879.1-2000 弹性圆柱销直槽重型1GB/T879.2-2000 弹性圆柱销直槽轻型1GB/T881-2000 螺尾锥销1GB/T889.1-2000 1型非金属嵌件六角锁紧螺母1GB/T889.2-2000 1型非金属嵌件六角锁紧螺母细牙1GB/T905-94 冷拉圆钢丝、方钢、六角钢尺寸、外形、重量及允许偏差1 GB908-87 锻制圆钢和方钢尺寸、外形、重量及允许偏差3GB912-89 碳素结构钢和低合金结构钢热轧薄钢板及钢带7GB913-85 汞1GB918.1-89 道路车辆分类与代码机动车2GB/T919-94 公路等级代码1GB935-89 高温作业允许持续接触热时间限值1GB/T967-94 螺母丝锥5GB/T968-94 丝锥螺纹公差4GB/T969-94 丝锥技术条件4GB/T970.1-94 圆板牙型式和尺寸2GB/T970.2-94 圆板牙技术条件2GB/T970.3-94 圆板牙牙架型式和互换尺寸2GB985-88 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸4 GB986-88 埋弧焊焊缝坡口的基本形式与尺寸7GB997-81 电机结构及安装型式代号5GB1002-1996 家用和类似用途单相插头插座型式、基本参数和尺寸1 GB1008-89 机械加工工艺装备基本术语11GB1019-89 家用电器包装通则1GB/T1029-93 三相同步电机试验方法2GB/T1031-1995 表面粗糙度参数及其数值13GB1032-85 三相异步电动机试验方法1GB1033-86 塑料密度和相对密度试验方法12GB1036-89 塑料线膨胀系数测定方法5GB1037-88 塑料薄膜和片材透水蒸气性试验方法杯式法5GB/T1039-92 塑料力学性能试验方法总则2GB/T1040-92 塑料拉伸性能试验方法2GB/T1041-92 塑料压缩性能试验方法2GB/T1043-93 硬质塑料简支梁冲击试验方法3GB/T1048-90 管道元件公称压力2GB/T1097—2003 导向型平键1GB/T1099.1—2003 普通型半圆键1GB1147-87 内燃机通用技术条件13GB/T1148-93 内燃机铝活塞技术条件3GB/T1149.1-94 内燃机活塞环通用规则4GB/T1149.2-94 内燃机活塞环术语4GB/T1149.3-92 内燃机活塞环刮环4GB/T1149.4-94 内燃机活塞环技术要求4GB/T1149.5-92 内燃机活塞环油环4GB/T1149.6-94 内燃机活塞环检验方法4GB/T1149.7-94 内燃机活塞环螺旋撑簧油环5GB/T1150-93 内燃机湿式铸铁气缸套技术条件11GB/T1151-93 内燃机主轴瓦及连杆轴瓦技术条件3GB/T1167-1996 过渡配合螺纹1GB/T1172-1999 黑色金属硬度及强度换算值3GB/T1173-1995 铸造铝合金1GB/T1174-92 铸造轴承合金9GB/T1175-1997 铸造锌合金1GB1176-87 铸造铜合金技术条件4GB1216-85 外径千分尺7GB1218-87 深度千分尺4GB1220-92 不锈钢棒4GB1221-92 耐热钢棒5GB1222-84 弹簧钢2GB/T1228-91 钢结构用高强度大六角头螺栓2GB/T1229-91 钢结构用高强度大六角螺母2GB/T1230-91 钢结构用高强度垫圈2GB/T1231-91 钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件2 GB/T1233-92 橡胶胶料初期硫化特性的测定门尼粘度计法2GB/T1237-2000 坚固件标记方法1GB1239.1-89 冷??圆柱螺旋拉伸弹簧技术条件7GB1239.2-89 冷??圆柱螺旋压缩弹簧技术条件7GB1239.3-89 冷??圆柱螺旋扭转弹簧技术条件7GB1239.4-89 热??圆柱螺旋弹簧技术条件7GB/T1239.6-92 圆柱螺旋弹簧设计计算4GB1241-83 船用外螺纹锻钢截止止回阀1GB/T1243-1997 短节距传动用精密滚子链和链轮2GB1250-89 极限数值的表示方法和判定方法10GB1251.1-89 工作场所的险情信号险情听觉信号2GB1252-89 图形符号箭头及其应用4GB1254-90 工作基准试剂(容量)草酸钠2GB1255-90 工作基准试剂(容量)无水碳酸钠1GB1256-90 工作基准试剂(容量)三氧化二砷2GB1258-90 工作基准试剂(容量)碘酸钾2GB1260-90 工作基准试剂(容量)氧化锌2GB/T1271-94 化学试剂二水合氟化钾(氟化钾)2GB/T1275-94 化学试剂十二水合硫酸铝钾(硫酸铝钾)2GB/T1278-94 化学试剂氟化氢铵2GB/T1289-94 化学试剂草酸钠2GB1298-86 碳素工具钢技术条件14GB/T1299-2000 合金工具钢1GB1312-91 管形荧光座和启动器座技术条件1GB/T1314-91 流量测量仪表基本参数3GB/T1332-91 载货汽车定型试验规程2GB1347-88 钠钙硅玻璃化学分析方法1GB1348-88 球墨铸铁件2GB/T1356-2001 通用机械和重型机械用圆柱齿轮标准基本齿条齿廓1GB1357-87 渐开线圆柱齿轮模数7GB/T1358-93 圆柱螺旋弹簧尺寸系列17GB1391-87 活动踏步钢质舷梯2GB1393-87 舷梯翻梯装置2GB1394-87 舷梯吊架2GB/T1397-1995 化学试剂碳酸钾2GB1406-89 螺口式灯头的型式和尺寸6GB1412-85 球墨铸铁件用生铁2GB/T1415-92 米制锥螺纹4GB/T1416-93 信封2GB1429-85 炭素材料分含量测定方法2GB1431-85 炭素材料耐压强度测定方法2GB1442-85 直柄工具用传动扁尾及套筒的尺寸和公差2GB/T1444—2001 紧固件外螺纹零件的未端1GB1446-83 纤维增强塑料性能试验方法总则4GB1447-83 玻璃纤维增强塑料拉伸性能试验方法4GB1448-83 玻璃纤维增强塑料压缩性能试验方法4GB1449-83 玻璃纤维增强塑料弯曲性能试验方法4GB1450.1-83 玻璃纤维增强塑料层间剪切强度试验方法4GB1450.2-83 玻璃纤维增强塑料冲压式剪切强度试验方法4GB1451-83 玻璃纤维增强塑料简支梁式冲击韧性试验方法4GB1454-88 夹层结构侧压性能试验方法GB1455-88 夹层结构或芯子剪切性能试验方法1GB1456-88 夹层结构弯曲性能试验方法1GB1457-88 夹层结构滚筒剥离试验方法1GB1470-88 铅及铅锑合金板3GB1471-88 铅阳极板3GB1472-88 铅及铅锑合金管3GB1473-88 铅及铅锑合金棒3GB1474-88 铅及铅锑合金线3GB1479-84 金属粉未松装密度的测定第1部分:漏斗法3GB/T1480-1995 金属粉未粒度组成的测定干筛分法4GB1482-84 金属粉未流动性的测定标准漏斗法(霍尔流速计)2GB1483-89 螺口式灯头的量规5GB1500-87 程序设计语言ALGOL 60 2GB1503-89 铸钢轧辊2GB1526-89 信息处理--- 数据流程图、程序流程图、系统流程图、程序肉络图和2 系统资源图的文件编制符号及约定GB/T1551-1995 硅、锗单晶电阻率测定直流两探针法2GB/T1552-1995 硅、锗单晶电阻率测定直排四探针法2GB1557-89 硅晶体中间隙氧含量的红外吸收测量方法3GB/T1565—2003 钩头型楔键1GB1569-90 圆柱形轴伸2GB1570-90 圆锥形轴伸2GB1575-87 褐煤的苯萃取物产率测定方法1GB/T1582-93 卧式车床参数3GB/T1591-94 低合金高强度结构钢3GB1593.4-87 农用轮式拖拉机三点悬挂装置第四部分:O类1GB/T1613-93 工业硝酸钡5GB/T1618-1995 工业氯酸钠2GB/T1621-93 工业氯化铁2GB1626-88 工业草酸5GB1630-89 环氧树脂命名5GB/T1632-93 聚合物稀溶液粘数和特性粘数测定5GB1648-84 H酸单钠盐1GB/T1682-94 硫化橡胶低温脆性的测定单试样法4GB1685-82 硫化橡胶在常温和高温下压缩应力松弛的测定3GB/T1687-93 硫化橡胶在屈挠试验中温升和耐劳性能的测定第2部分:压缩屈挠试验2 GB1688-86 硫化橡胶伸张疲劳、压缩或剪切性能的测定3GB/T1690-92 硫化橡胶耐液体试验方法1GB1693-81 硫化橡胶工频介电常数和介质损耗角正切值的测定方法5GB1694-81 硫化橡胶高频介电常数和介质损耗角正切值的测定方法5GB1695-81 硫化橡胶工频击穿介电强度和耐电压的测定方法5GB/T1696-2001 硬质橡胶弯曲强度的测定2GB/T1697-2001 硬质橡胶冲击强度的测定2GB/T1700-2001 硬质橡胶抗剪切强度的测定2GB/T1701-2001 硬质橡胶拉伸强度和拉断伸长率的测定2GB1705-86 红丹2GB1717-86 颜料水悬浮液PH值的测定2GB/T1722-92 清漆、清油及稀释剂颜色测定法2GB/T1723-93 涂料粘度测定法1GB1727-92 漆膜一般制备法2GB/T1730-93 漆膜硬度测定法摆杆阻尼试验2GB/T1731-93 漆膜柔韧性测定法1GB/T1732-93 漆膜耐冲击测定法1GB/T1734-93 漆膜耐汽油性测定法1GB/T1751-92 稀释剂、防潮剂水分测定法2GB/T1771-91 色漆和清漆耐中性盐雾性能的测定2GB1786-90 锻制圆饼超声波试验方法1GB1787-79 航空汽油2GB1792-88 馏分燃料中硫醇硫测定法(电位滴定法)2GB1795-1996 轮胎气门芯3GB1796-1996 轮胎气门嘴3GB/T1800.1-1997 极限与配合基础第2部分:词汇10GB/T1800.2-1998 极限与配合基础第2部分:公差、偏差和配合的基本规定10GB/T1800.3-1998 极限与配合基础第3部分:标准公差和基本偏差数值表10GB/T1800.4-1999 极限与配合标准公差等级和孔、轴的极限偏差表1GB/T1801-1999 极限与配合公差带和配合的选择1GB/T1803—2003 极限与配合尺寸至18mm孔、轴公差带1GB/T1804-2000 一般公差未注公差的线性和角度尺寸的公差2GB1814-79 钢材断口检验法7GB/T1817-1995 硬质合金常温冲击韧性试验方法2GB/T1818-94 金属表面洛氏硬度试验方法1GB/T1836-1997 集装箱代码、识别和标记1GB1840-89 圆弧圆柱齿轮模数3GB/T1844.1-1995 塑料及树脂缩写代号第一部分:基础聚合物及其特征性能1 GB/T1844.2-1995 塑料及树脂缩写代号第二部分:填充及增强材料1GB/T1844.3-1995 塑料及树脂缩写代号第三部分:增塑剂1GB1863-89 氧化铁红颜料1GB1883-89 往复活塞式内燃机术语7GB1913.1-90 未漂浸渍绝缘纸2GB1913.2-90 漂白浸渍绝缘纸2GB/T1914-93 化学分析滤纸6GB1927-91 木材物理力学试材采集方法1GB1928-91 木材物理力学试验方法总则1GB1929-91 木材物理力学试材锯解及试样截取方法1GB1930-91 木材年轮宽度和晚材率测定方法1GB1931-91 木材含水率测定方法1GB1932-91 木材干缩性测定方法1GB1933-91 木材密度测定方法1GB1934.1-91 木材吸水性测定方法1GB1934.2-91 木材湿胀性测定方法1GB1935-91 木材顺纹抗压强度试验方法1GB1936.1-91 木材抗弯强度试验方法1GB1936.2-91 木材抗弯弹性模量测定方法1GB1937-91 木材顺纹抗剪强度试验方法1GB1938-91 木材顺纹抗拉强度试验方法1GB1939-91 木材横纹抗压试验方法1GB1940-91 木材冲压韧性试验方法1GB1941-91 木材硬度试验方法1GB1942-91 木材抗劈力试验方法1GB1943-91 木材横纹抗压弹性模量测定方法1GB1957-81 光滑极限量规3GB1971-80 电机线端标志与旋转方向2GB/T1972-92 碟形弹簧1GB1973.1-89 小型圆柱螺旋弹簧技术条件11GB1973.2-89 小型圆柱拉伸弹簧尺寸及参数11GB1973.3-89 小型圆柱压缩弹簧尺寸及参数11GB1978-88 电池锌板1GB1992-85 集装箱名词术语1GB/T1993-93 旋转电机冷却方法2GB2007.1-87 散装矿产品取样、制样通则手工取样方法1GB2007.2-87 散装矿产品取样、制样通则手工制样方法1GB2007.3-87 散装矿产品取样、制样通则评定品质波动试验方法1GB2007.4-87 散装矿产品取样、制样通则精密度校核试验方法1GB2007.5-87 散装矿产品取样、制样通则取样系统误差校核试验方法1GB2007.6-87 散装矿产品取样、制样通则水分测定方法-热干燥法1GB2007.7-87 散装矿产品取样、制样通则粒度测定方法-手工筛分法1GB2007.1-87 散装矿产品取样、制样通则手工取样方法1GB2008-87 散装氟石取样、制样方法1GB2009-87 散装矾土取样、制样方法1GB2010-87 散装滑石取样、制样方法1GB2011-87 散装锰矿石取样、制样方法1GB2015-91 白色硅酸盐水泥1GB2038-91 金属材料延性断裂韧度JIC试验方法2GB/T2040-2002 铜及铜合金板材1GB2043-89 铝青铜板1GB/T2059-2000 铜及铜合金带材2GB/T2075-1998 切削加工用硬切削材料的用途-切屑形式大组和用途小组的分类代号3 GB2076-87 切削刀具用可转位刀片型号表示规则6GB2077-87 硬质合金可转位刀片圆角半径4GB2078-87 带圆孔的硬质合金可转位刀片4GB2079-87 无孔的硬质合金可转位刀片4GB2080-87 沉孔硬质合金可转位刀片4GB2081-87 硬质合金可转位铣刀片4GB2082-89 工业铝粉2GB2083-89 涂料铝粉2GB2084-89 发气铝粉2GB2085-89 易燃铝粉2GB2086-89 易燃细铝粉2GB/T2089-94 圆柱螺旋压缩弹簧(两端圈并紧磨平或锻平型)尺寸及参数4GB2092-92 工业癸二酸2GB2099.1-1996 家用和类似用途插头插座第一部分:通用要求1GB/T2100—2002 一般用途耐蚀钢铸件技术条件1GB2101-89 型钢验收、包装、标志及质量证明书的一般规定3GB2102-88 钢管验收、包装、标志及质量证明书3GB2103-88 钢丝验收、包装、标志及质量证明书的一般规定2GB2104-88 钢丝绳验收、包装、标志及质量证明书的一般规定2GB2107-80 金属高温旋转弯曲疲劳试验方法1GB2179-89 邻甲酚1GB2180-88 间对甲酚1GB/T2348-93 液压气动系统及元件缸内径及活塞杆外径2GB/T2353.2-93 液压泵和马达安装法兰与轴伸的尺寸系列和标记(二)多边形法兰3 GB/T2358-94 金属材料裂纹尖端张开位移试验方法5GB/T2298-91 机械振动与冲击术语7GB2312-80 信息交换用汉字编码字符集基本集2GB2313-93 管形荧光灯镇流器一般要求和安全要求4GB/T2361-92 防锈油脂湿热试验法2GB2362-90 小模数渐开线圆柱齿轮基本齿廓3GB2363-90 小模数渐开线圆柱齿轮精度3GB2367-90 工业亚硝酸钠3GB2397-86 分散染料提升力测定方法1GB/T2406-93 塑料燃烧性能试验方法氧指数法2GB2409-80 塑料黄色指数试验方法2GB2410-80 透明塑料透光率和雾度试验方法5GB2411-80 塑料邵氏硬度试验方法3GB2412-80 聚丙烯等规指数测试方法1GB/T2422-1995 电工电子产品环境试验术语3GB/T2423.3-93 电工电子产品基本环境试验规程试验Ca:恒定湿热试验方法1GB/T2423.4-93 电工电子产品基本环境试验规程试验Db:交变湿热试验方法2GB/T2423.16-1999 电工电子产品基本环境试验规程第2部分:试验方法试验J和1 导则:长霉GB/T2423.17-93 电工电子产品基本环境试验规程试验Ka:盐雾试验方法4GB/T2423.18-2000 电工电子产品基本环境试验规程第2部分:试验试验Kb:2盐雾,交变GB2423.21-91 电工电子产品基本环境试验规程试验M:低气压试验方法2GB2423.22-87 电工电子产品基本环境试验规程试验N:温度变化试验方法3GB/T2423.23-1995 电工电子产品环境试验试验Q:密封2GB/T2423.25-92 电工电子产品基本环境试验规程试验Z:低温低压综合试验1GB/T2423.26-92 电工电子产品基本环境试验规程试验Z:高温高压综合试验1GB/T2423.29-1999 电工电子产品基本环境试验规程第2部分:试验方法试验U:1 引出端及整体安装强度GB2423.34-86 电工电子产品基本环境试验规程试验Z:温度湿度组合循环试验方法3 GB2423.35-86 电工电子产品基本环境试验规程试验Z:散热和非散热试验样品的低3 温振动综合试验方法GB2423.36-86 电工电子产品基本环境试验规程试验Z:温度湿度组合循环试验方法3 GB2423.37-89 电工电子产品基本环境试验规程试验L:砂尘试验方法3GB2423.38-90 电工电子产品基本环境试验规程试验R:水试验方法1GB2423.39-90 电工电子产品基本环境试验规程试验Ee:弹跳试验方法5GB/T2423.41-94 电工电子产品基本环境试验规程风压试验方法1GB/T2423.42-1995 电工电子产品环境试验低温低气压振动综合试验方法4GB/T2423.46-1997 电工电子产品环境试验第2部分:试验方法试验Ef撞击摆锤2 GB/T2424.2-93 电工电子产品基本环境试验规程温热试验导则3GB/T2424.10-93 电工电子产品基本环境试验规程大气腐蚀加速试验的通用导则6GB2424.11-82 电工电子产品基本环境试验规程接触点和连接件的二氧化硫试验导则1 GB2424.12-82 电工电子产品基本环境试验规程接触点和连接件的硫化氢试验导则1 GB/T2424.15-92 电工电子产品基本环境试验规程温度低气压综合试验导则2GB/T2424.17-1995 电工电子产品环境试验锡焊试验导则2GB2424.19-84 电工电子产品基本环境试验规程模拟贮存影响的环境试验导则2GB2424.22-86 电工电子产品基本环境试验规程温度和振动综合试验导则3。
塔式起重机安全规程GB5144-2006目录1范围2规范性引用文件3整机4结构4.1 材料4.2 连接4.3 梯子、扶手和护圈4.4 平台、走道、踢脚板和栏杆4.5 起重臂走道4.6司机室4.7 结构件报废及工作年限4.8 自升式塔机结构件标志4.9 自升式塔机后续补充结构件要求5机构及零部件5.1一般要求5.2 钢丝绳5.3 吊钩5.4 卷简和滑轮5.5 制动器5.6 车轮6安全装置6.1起重量限制器6.2起重力矩限制器6.3行程限位装置6.4 小车断绳保护装置6.5小车断轴保护装置6.6钢丝绳防脱装置6.7风速仪6.8 夹轨器6.9 缓冲器、止挡装置6.10 清轨板6.11顶升横梁防脱功能7操纵系统8电气系统8.1一般规定8.2电气控制与操纵8.3电气保护8.4照明、信号8.5导线及敷设8.6电缆卷筒8.7集电器9液压系统10安装、拆卸与试验11操作与使用前言本标准的3.7、4.1、4.2.1、4.2.2.1、4.2.2.3、4.3、4.4、4.5、4.6.7、4.7.4、4.8、5.2.1、5.2.4、5.3.1、5.4.1、5.5.2、5.6.1、5.6.2、6.3.3.2、7.1、7.2、7.3、7.3.1、7.3.2、7.4、8.3.3、8.5.1、10.6 b)、10.8e)、10.9、11.1为推荐性的,其余为强制性的。
本标准代替GB 5144-1994《塔式起重机安全规程》。
本标准参考了ISO7752-3:1993《起重机控制布置和特性第3部分:塔式起重机》、ISO11660-1:1999《起重机通道、护板和限制装置第1部分:总则》、ISO11660-3:1999《起重机通道、护板和限制装置第3部分:塔式起重机》的有关内容。
本标准与GB 5144-1994相比主要变化如下:--增加对自升式塔机顶升加节、频繁拆装起重臂连接、结构件正常工作年限及主要结构件可追溯的永久性标志等要求;--采用有关国际标准的部分内容;--调整部分条款为推荐性。
机械行业评定标准随着机械行业的发展,对于机械产品的质量和性能要求也越来越高。
因此,对于机械行业评定标准的制定也变得尤为重要。
机械行业评定标准,简单来说就是衡量机械产品各项性能指标的标准,是机械行业企业生产、质量控制、技术研发等活动的基础,是国家政策、法规和技术标准的参考依据。
接下来,本文将从机械行业评定标准的意义、现状以及未来发展等方面展开探讨。
一、机械行业评定标准的意义机械行业评定标准的意义在于研发出合适的评定标准,可以实现以下目的:(1)提高产品质量通过对机械产品的各项性能指标进行规范化评定,可以有效提高产品质量,减少因为产品质量问题而导致的后续维修和换货等问题,提高用户的满意度。
(2)降低技术门槛机械行业评定标准可以对企业的生产、质量、技术等方面形成一定的规范,促进机械行业的技术进步。
此外,机械行业评定标准的制定和实施还能为企业提供技术支持,通过推广规范化的技术标准,降低企业技术门槛。
(3)促进国际贸易机械行业评定标准作为企业产品质量检验和技术评估的基础,各国间的标准往往是相互承认或者接轨的。
在国际贸易中,如果企业的产品符合多个国家或地区的评定标准,就可以在更多的国家和地区销售产品,从而促进国际贸易。
二、机械行业评定标准的现状随着机械行业的发展,机械行业已经建立了完善的评定标准体系。
在国内,机械产品评定标准由国家标准、行业标准和企业标准三部分组成;在国际上,机械产品评定标准主要由国际标准、地区标准和行业标准三部分组成。
目前,国内机械行业评定标准已经涵盖了机械产品的设计、生产、试验、检测等方面的内容。
例如,GB/T 1220-2007《不锈钢棒材》是国家标准,该标准针对不锈钢棒材的化学成分、力学性能、表面质量等方面做出了规范,保证了不锈钢棒材的质量;又如DB11/T 1027-2015《输送机轧制件总规范》,该标准是由国家质量监督检验检疫总局和中国轻工业联合会制定的行业标准,该标准适用于输送机轧制件的设计、制造和检测。
中华人民共和国机械行业标准JB/T3726---1999锅炉除渣设备通用技术条件代替JB3726。
1~3726。
4—85Genral speeificalion for boiler slag removed equipment1 范围本标准规定了除渣设备的技术要求、试验方法、检验规则、油漆包装标志,本标准适用于燃煤锅炉的除渣设备。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用权用下列标认最新版本的可能性。
GB/T1804---1992 一般公差线性尺寸的未注公差3 技术要求3.1 设备制造必须符合本技术条件的要求,并按经规定程序批准的图样及技术文件的要求进行。
3.2 所有材料(包括焊材)必须符合设计图样和相关标准的要求,材料代用应按规定办理代用手续。
3.3 铸件、锻件必须符合相关标准要求,外购件、外协件必须有质量证明书。
3.4 未注公差的机械加工尺寸偏差按GB/T 1804---1992中的C级规定。
3.5焊缝表面不得有裂纹、夹渣。
3.6 对接焊缝隙高度低于母材时必须补焊,其增高量应不大于3mm,角焊缝的焊脚高度不得小于图样规定值。
3.7焊缝咬边深度不得大于1mm,焊缝隙两面三刀边的咬边长度之和不大于该焊缝长度的15%,边续咬边长度不大于50mm。
3.8等厚度钢板或型钢对接时,对接边缘偏差纵焊缝隙不大于板厚的15%,且不大于2mm,环20%,且不大于3mm。
3.9 内径小于或等于500mm的圆形筒节,其纵向焊为一条,内径大于500mm时允许两条,且两条焊缝中心线间的外圆弧长不小于200mm。
3.10 U型截现的筒体、圆弧部分不得有纵向缝。
3.11 对接纵焊缝的棱角度天大于板厚的15%。
3.12 数段筒节拼搠后,筒体全长直线度不于5mm,端面的倾斜度不大于2mm。
3.13 矩形壳体两侧板组焊后,平行度允差为10000:15。
国标行业分类标准2019《国民经济行业分类》国家标准于1984年首次发布,分别于1994年和2002年进行修订,2011年第三次修订,2017年第四次修订。
该标准(GB/T4754-2017)由国家统计局起草,国家质量监督检验检疫总局、国家标准化管理委员会批准发布,并将于2017年10月1日实施。
范围本标准规定了全社会经济活动的分类与代码。
本标准适用于在统计、计划、财政、税收、工商等国家宏观管理中,对经济活动的分类,并用于信息处理和信息交换。
术语和定义下列术语和定义适用于本标准。
2.1 行业industry行业(或产业)是指从事相同性质的经济活动的所有单位的集合。
2.2 主要活动principal activity当一个单位对外从事两种以上的经济活动时,占其单位增加值份额最大的一种活动称为主要活动。
如果无法用增加值确定单位的主要活动,可依据销售收入、营业收入或从业人员确定主要活动。
与主要活动相对应的是次要活动和辅助活动。
次要活动是指一个单位对外从事的所有经济活动中,除主要活动以外的经济活动。
辅助活动是指一个单位的全部活动中,不对外提供产品和劳务的活动。
辅助活动是为保证本单位主要活动和次要活动正常运转而进行的一种内部活动。
2.3 单位unit本标准中的单位是指有效地开展各种经济活动的实体,是划分国民经济行业的载体。
2.4 产业活动单位establishment产业活动单位是法人单位的附属单位。
产业活动单位应具备下列条件——在一个场所从事一种或主要从事一种经济活动;——相对独立地组织生产、经营或业务活动;——能够掌握收入和支出等资料。
2.5 法人单位corporate unit具备下列条件的单位为法人单位:——依法成立,有自己的名称、组织机构和场所,能够独立承担民事责任;——独立拥有和使用(或授权使用)资产,承担负债,有权与其他单位签订合同;——会计上独立核算,能够编制资产负债表。
原则和规定3.1 划分行业的原则本标准采用经济活动的同质性原则划分国民经济行业。