钢的渗碳热处理ppt
- 格式:ppt
- 大小:2.75 MB
- 文档页数:19
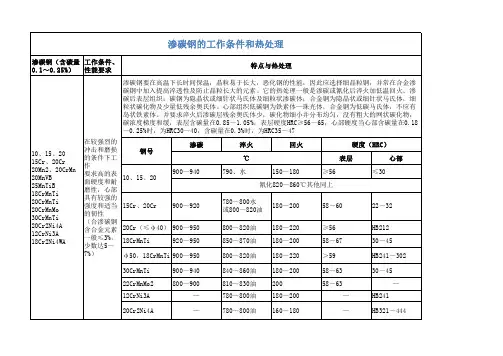
渗碳钢(含碳量0.1~0.25%)工作条件、性能要求渗碳淬火回火表层心部900~940790、水150~180≥56≤30 15Cr、20Cr900~920780~800水或800~820油180~20058~6022~32 20Cr(≤φ40)900~950800~820油180~220≥56HB21218CrMnTi920~950850~870油180~20058~6730~45φ50,18CrMnTi900~950800~820油180~220>59HB241~30230CrMnTi900~940840~860油180~20058~6330~4522CrMnMo2800~900810~830油20058~63—12CrNi3A—780~800油180~200—HB24120Cr2Ni4A—780~800油160~180—HB321~444特点与热处理渗碳钢的工作条件和热处理10、15、2015Cr、20Cr20Mn2、20CrMn 20MnVB25MnTiB18CrMnTi20CrMnTi20CrMnMo30CrMnTi20Cr2Ni4A12CrNi3A18Cr2Ni4WA 在较强烈的冲击和磨损的条件下工作要求高的表面硬度和耐磨性,心部具有较强的强度和适当的韧性(合渗碳钢含合金元素一般≤3%,少数达5~7%)钢号℃硬度(HRC)10、15、20氰化820~860℃其他同上渗碳钢要在高温下长时间保温,晶粒易于长大,恶化钢的性能,因此应选择细晶粒钢,并常在合金渗碳钢中加入提高淬透性及防止晶粒长大的元素。
它的热处理一般是渗碳或氰化后淬火加低温回火。
渗碳后表层组织:碳钢为隐晶状或细针状马氏体及细粒状渗碳体;合金钢为隐晶状或细针状马氏体,细粒状碳化物及少量低残余奥氏体。
心部组织低碳钢为铁素体—珠光体,合金钢为低碳马氏体,不应有岛状铁素体。
并要求淬火后渗碳层残余奥氏体少,碳化物细小并分布均匀,没有粗大的网状碳化物,碳浓度梯度和缓,表层含碳量在0.85~1.05%,表层硬度HRC≥56~65,心部硬度当心部含碳量在0.18~0.25%时,为HRC30~40,含碳量在0.3%时,为HRC35~47。
合金渗碳钢热处理工艺嘿,咱今儿就来聊聊合金渗碳钢热处理工艺!这可是个相当重要的事儿呢,就好像做饭得掌握好火候一样。
你想想啊,这合金渗碳钢就像是一块等待雕琢的璞玉。
而热处理工艺呢,那就是雕琢它的神奇魔法呀!通过合适的热处理,能让这合金渗碳钢发挥出它最大的潜力。
热处理第一步,那就是加热啦!可别小瞧了这加热,温度高了不行,低了也不行,得恰到好处。
这不就跟咱炒菜似的,火大了容易糊,火小了半天不熟。
加热的时候得时刻盯着,就像看着锅里的菜别煮过头了一样。
然后呢,保温也是很关键的一环。
这就好比让菜在锅里焖一会儿,让味道充分渗透进去。
保温时间得把握好,长了短了都会影响最终的效果。
接下来就是冷却啦!这冷却方式也有讲究呢,有的要快速冷却,有的得慢慢冷却。
这就像人跑步,有时候要冲刺,有时候要慢跑调整节奏。
你说要是这热处理工艺没做好会咋样?那可就糟糕啦!就好像做出来的菜不是太硬就是太软烂,根本没法吃。
这合金渗碳钢要是处理不好,那还能用吗?咱再说说这合金渗碳钢的用途,那可广泛着呢!汽车零件、机械部件,到处都有它的身影。
要是没有好的热处理工艺,这些东西能那么耐用、可靠吗?咱普通人可能平时不太注意这些,但你想想,要是你开的车在路上突然出问题了,那不就麻烦啦?这可都是因为这些材料的质量不过关呀,而热处理工艺就是保证质量的关键一步!所以说呀,这合金渗碳钢热处理工艺可真是不能小瞧!咱得重视起来,就像重视自己的一日三餐一样。
只有这样,才能让这些合金渗碳钢发挥出它们应有的作用,为我们的生活和工作提供更好的保障。
总之,合金渗碳钢热处理工艺可不是随便玩玩的,这是一门技术活,也是一门艺术!得用心去对待,才能得到满意的结果。
咱可不能马虎,要把这工艺做好做精,让合金渗碳钢成为我们生活中的好帮手!。
渗碳热处理渗碳热处理是一种工艺性的金属热处理过程,它可以改善金属的耐腐蚀性,强度和硬度。
渗碳热处理是金属强化模拟的重要方法,广泛用于摩擦材料、射击枪件、刀剑和工具钢等金属上。
通过渗碳热处理,可以提高金属表面抗腐蚀性、抗磨损性、断裂韧性和热稳定性。
渗碳热处理是一种金属热处理过程,它可以改善金属的耐腐蚀性、强度和硬度,并增强金属的抗腐蚀和抗磨损性。
它通过将一层硬度适当的钢化层或高碳涂层嵌入到金属的表面,利用热能使其融合在一起,增加表面硬度,改善金属的性能。
渗碳热处理过程分为两个阶段:渗碳室和热处理室。
渗碳室利用气体或液体对金属表面进行渗碳处理,热处理室将渗碳过的金属物体放入炉内,加热至所需的温度,使金属表面的碳化层达到最优的状态。
渗碳热处理可以有效提高金属的强度、韧性和硬度,从而改善金属的性能,使金属具有抗腐蚀性、耐磨性、耐热性和抗疲劳性,还能提高金属的表面硬度。
同时,渗碳热处理是一种经济、安全和可控的金属加工方式,能够有效满足工艺要求,它在金属加工过程中具有很高的应用价值。
由于渗碳热处理具有一定的技术难度,因此,在实施渗碳热处理过程时,工艺工程师必须根据材料的性质进行严格的科学分析,以确定合适的渗碳温度、渗碳时间和渗碳深度。
同时,在渗碳热处理过程中,还必须选择合适的渗碳速率和渗碳浸渍时间,确保渗碳热处理效果达到最佳。
渗碳热处理也可以用于潜在的控制零件和工件表面质量的考核。
将金属表面提供的高温度、超高压等有利条件应用到渗碳热处理中,可以有效的消除金属表面的抗锈特性和硬度缺陷。
通过渗碳热处理,可以提高金属表面的强度、韧性、硬度和抗腐蚀性,并增加金属表面钢化层的厚度,从而有效改善金属性能。
渗碳热处理技术已经广泛应用于柴油机零件、摩擦材料、射击枪件、刀剑、工具钢等金属的加工处理,是一种迅速、高效、安全可靠的金属加工技术,在金属加工过程中具有广泛的应用价值。
渗碳热处理是一项重要的金属强化模拟技术,可为金属表面增强耐腐蚀性、硬度、强度和断裂韧性,提高金属表面的硬度和抗疲劳性。

渗碳热处理
渗碳热处理是一种将钢铁给予碳化处理,以改善其性能和外观的工艺。
它利用热能将被处理区域内表面(或表层)的钢材表面形成碳化层,以提高其耐磨、耐腐蚀和外观表现技术。
碳化过程中产生的液态碳在金属表面之间渗透,从而形成一层可以抵御高温和磨损的碳化层,保护金属质地不受磨损。
渗碳热处理通常有两种类型:化学渗碳热处理和电弧渗碳热处理。
化学渗碳热处理是一种利用化学反应,由外部能源(通常是煤气或长石煤)产生热量,建立碳化层的机械过程。
在化学渗碳热处理中,钢材的表面温度可达1300℃,且它是一种无氧环境的处理,确保碳化
液体只在表面渗透,避免深层部分发生碳化以及其它反应,保护其内部结构。
电弧渗碳热处理是一种利用电弧热(例如熔池熔炉),采用液相
法渗碳的机械过程。
电弧渗碳热处理可以给钢材表面内部结构带来更加有利的影响,其内部温度可达1000℃,利用金属表面自身的热量,在钢的表面和深层之间形成一层稳定的碳化层,从而提高钢的机械性能。
渗碳热处理的好处要从两个方面来说明:一方面,渗碳热处理可以提高金属材料的机械性能,提高其耐磨、耐腐蚀及其他物理性能;另一方面,渗碳热处理也可以改善钢材的外观,使之有着明显的光泽,并可以形成磨砂效果,给人以更加舒适和实用的外观感受。
此外,渗碳热处理也有一些缺点,如它需要昂贵的设备,耗费的
电能比较大,使费用增加;而且,它只能在一定时间内有效,一旦过了有效时间,浇注的碳化液就会发生反应,影响其外观性能。
总之,渗碳热处理是一种具有广泛应用的金属处理工艺,它不仅可以提高金属表面的机械性能,而且还能使其外观更好看,也因此成为许多行业的首选工艺。