Q-BQB 4100-2009 不锈钢连铸板坯
- 格式:pdf
- 大小:164.69 KB
- 文档页数:5


宝钢标准查询钢坯Q/BQB 110-2003 轧制方坯Q/BQB 111-2003 连铸方坯Q/BQB 113-2003 氧气瓶用钢坯Q/BQB 130-2003 初轧板坯Q/BQB 131-2003 连铸板坯Q/BQB 135-2003 塑模用钢Q/BQB 140-2003 齿轮用圆钢Q/BQB 150-2003 轧制圆管坯Q/BQB 151-2003 连铸圆坯Q/BQB 190-2003 轨道车辆用车轴坯无缝钢管Q/BQB 201-2003 锅炉用无缝钢管Q/BQB 203-2003 管道、容器、设备结构用无缝钢管Q/BQB 230-2003 钻探用无缝钢管Q/BQB 231-2003 CT1 油管管料用无缝钢管Q/BQB 232-2003 油气井射孔枪用无缝钢管Q/BQB 234-2003 油田用隔热油管管料Q/BQB 250-2003 氧气瓶用无缝钢管BZJ 240-2003 40CrB 结构用无缝钢管热连轧钢板及钢带Q/BQB 300-2003 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-2003 热连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 302-2003 冷成型用热连轧钢板及钢带(SPHC SPHD SPHE,DD11D等)Q/BQB 303-2003 结构用热连轧钢板及钢带(SS330,ST33,SM400,B590GJA,STE255,C22,S20C,SPHT1等)Q/BQB 310-2003 汽车结构用热连轧钢板及钢带(SAPH310,QSTE340TM,B330CL,B440QZR)Q/BQB 320-2003 锅炉及压力容器用热连轧钢板及钢带Q/BQB 321-2003 焊接气瓶用热连轧钢板及钢带Q/BQB 330-2003 船体结构用热连轧钢板Q/BQB 340-2003 耐腐蚀结构用热连轧钢板及钢带Q/BQB 350-2003 厚度方向性能热连轧钢板Q/BQB 360-2003 表面硬化钢热连轧钢板及钢带Q/BQB 370-2003 石油天然气输送管用热连轧钢带Q/BQB 372-2003 直缝焊套管用热连轧钢带Q/BQB 390-2003 热连轧花纹钢板及钢带BZJ 304-2003 自行车用热连轧钢带BZJ 305-2003 深冲用热连轧钢带(BRC3)BZJ 371-2003 高韧性管线用热连轧钢带BZJ 373-2003 抗氢诱裂纹(HIC)管线用热连轧钢带冷连轧、涂镀钢板及钢带Q/BQB 400-2003 冷轧产品的包装、标志及质量证明书Q/BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 402-2003 冷连轧碳素钢板及钢带(SPCC,SPCD,SPCE,SPCEN)Q/BQB 403-2003 冷连轧低碳钢板及钢带(DC01-DC06)Q/BQB 408-2003 冲压用冷连轧钢板及钢带(BLC,BLD,BUSD,BUFD,BSUFD)Q/BQB 410-2003 冷连轧碳素结构钢板及钢带(St37-2G, St44-3G, St52-3G)Q/BQB 411-2003 加磷高强度冷连轧钢板及钢带(B170P1, B210P1, B250P1,B180P2(BP340), B220P2(BP380))Q/BQB 416-2003 烘烤硬化高强度冷连轧钢板及钢带(B140H1, B180H1, B180H2(BH340))Q/BQB 418-2003 双相高强度冷连轧钢板及钢带(B240/390DP,B280/440DP,B340/590DP,B400/780DP)Q/BQB 419-2003 低合金高强度冷连轧钢板及钢带(B340LA,B410LA)Q/BQB 420-2003 连续热镀锌/锌铁合金钢板及钢带(DC51D+Z, DD51D+Z, S220GD+Z,H220PD+Z,H300LAD,H220等) Q/BQB 425-2004 连续热镀铝锌合金钢板及钢带(DC51D+AZ,S250GD+AZ等)Q/BQB 430-2003 连续电镀锌/锌镍合金钢板及钢带(SECC,SECD等)Q/BQB 440-2003 彩色涂层钢板及钢带Q/BQB 450-2003 电镀锡钢板及钢带Q/BQB 460-2003 包装用钢带Q/BQB 462-2003 造币用冷连轧钢带Q/BQB 470-2003 彩色显像管用钢带Q/BQB 480-2003 无取向电工用冷连轧钢带BZJ421-2005(汽车用)连续热镀锌及锌铁合金双相高强度钢(B340/590DPD+Z)BZJ 463-2003 汽车零配件用冷连轧钢板及钢带(B320LW,B440QZ,St12G, BMCP84, St120Q)BZJ 464-2003 高耐候性冷连轧钢板及钢带(B400NQ等) BZJ 465-2003 药芯焊丝用冷连轧钢带BZJ 471-2003 家电面板用冷连轧钢板及钢带线材Q/BQB 500-2003 盘条包装、标志及质量证明书的一般规Q/BQB 501-2003 盘条尺寸、外形、重量及允许偏差Q/BQB 511-2003 焊接用钢盘条Q/BQB 512-2003 高碳钢盘条Q/BQB 513-2003 低碳钢盘条Q/BQB 514-2003 预应力钢丝及钢绞线用盘条Q/BQB 515-2003 预应力钢棒用盘条Q/BQB 516-2003 弹簧钢盘条Q/BQB 517-2003 冷镦钢盘条Q/BQB 518-2003 钢纤维用盘条其他Q/BQB 001-2003 冶金焦炭Q/BQB 101-2003 炼钢用生铁Q/BQB 102-2003 铸造用生铁BZJ 905-2002 氧化铁。
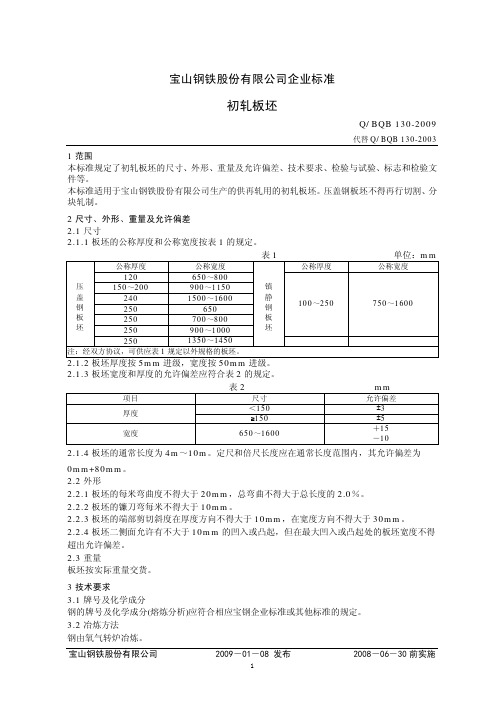
宝山钢铁股份有限公司企业标准初轧板坯Q/BQB 130-2009代替Q/BQB 130-2003 1范围本标准规定了初轧板坯的尺寸、外形、重量及允许偏差、技术要求、检验与试验、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的供再轧用的初轧板坯。
压盖钢板坯不得再行切割、分块轧制。
2尺寸、外形、重量及允许偏差2.1尺寸2.1.1板坯的公称厚度和公称宽度按表1的规定。
表1 单位:mm 公称厚度公称宽度公称厚度公称宽度120 650~800150~200 900~1150240 1500~1600 250 650 250 700~800 250 900~1000 100~250 750~1600压盖钢板坯250 1350~1450 镇静钢板坯注:经双方协议,可供应表1规定以外规格的板坯。
2.1.2板坯厚度按5mm进级,宽度按50mm进级。
2.1.3板坯宽度和厚度的允许偏差应符合表2的规定。
表2 mm 项目尺寸允许偏差<150 ±3 厚度≥150±5宽度650~1600 +15 -102.1.4板坯的通常长度为4m~10m。
定尺和倍尺长度应在通常长度范围内,其允许偏差为0mm+80mm。
2.2外形2.2.1板坯的每米弯曲度不得大于20mm,总弯曲不得大于总长度的2.0%。
2.2.2板坯的镰刀弯每米不得大于10mm。
2.2.3板坯的端部剪切斜度在厚度方向不得大于10mm,在宽度方向不得大于30mm。
2.2.4板坯二侧面允许有不大于10mm的凹入或凸起,但在最大凹入或凸起处的板坯宽度不得超出允许偏差。
2.3重量板坯按实际重量交货。
3技术要求3.1牌号及化学成分钢的牌号及化学成分(熔炼分析)应符合相应宝钢企业标准或其他标准的规定。
3.2冶炼方法钢由氧气转炉冶炼。
宝山钢铁股份有限公司 2009-01-08 发布 2008-06-30前实施3.3交货状态板坯以热轧状态交货。
3.4表面质量3.4.1板坯端面不得有缩孔、气囊、分层和尾孔。

常用钢板标准参考宝钢【产品牌号及标准】【镀锌层重量】【表面处理分类】注:表面处理记号与牌号可任意组合,如SECC-P,SECD-N,SECE-O等。
【通常可供规格范围】【产品牌号及标准】【产品的种类及代号】【镀层种类及可供范围】g/m2【推荐的标准镀层重量】g/m2【表面处理种类及特点】/彩色涂层产品【产品牌号及标准】注:代号后加G表示钢窗用牌号,如TSt02G钢窗料按A级T弯供货。
【按用途、涂料种类、涂料结构分类及代号】注:上表面指以钢板交货时,钢板的正表面为上表面,以钢卷交货时,钢板的外表面为上表面。
【通常可供规格范围】镀铝锌钢板基板则由55%的铝,43.5%的锌和1.5%的硅组成的合金涂层,其防腐能力为同等条件的镀锌钢板基板的4-6倍,是用于屋面、外墙面比较理想的材料。
镀铝锌板经实践证明具有下述特点:非凡的耐候性且使用20年以上无须进行维修。
最近对该屋面/墙面系统早期产品的测试结果表明:镀铝锌板在数十年强烈太阳光线照射、暴晒、工业排泄物的侵蚀及温度应力的作用下,主体性能完好无须进行任何维修。
全球超过5亿平方米的工程实例使该镀铝锌板正在得到更多的建筑师和业主的青睐。
卓越的抗侵蚀性能,新颖的设计风格正是这种屋面/墙面系统广为应用的原因。
研究表明: 目前这种屋面系统在大多数情况下期望达到超过30年甚至更长年限的使用寿命,且无须进行主体维修。
1. 彩色镀铝锌钢板的基材为质轻而高强力的钢材。
2. 经连续式热浸处理后,在钢板的两面形成镀铝锌合金层,经20年的不同环境、实地试验证实了在同样环境下,镀铝锌钢板比镀锌钢材耐用四倍以上。
3. 在镀铝锌钢材上涂上一层化学皮膜,在化学皮膜上再涂覆上极耐腐蚀的环氧基树脂底漆,增加防腐蚀功能。
4. 面层覆涂上耐侯性极佳的有色涂覆特殊强化学聚酯,确保镀铝锌钢板能在使用多年后仍能保持自己的原有色彩和光泽,底部则涂上一层浅灰色涂料使钢板更加美观。
冷连轧薄钢板及钢带Q/BQB 402-1999代替Q/BQB 402-97≥0.30~≤0.40>0.40~≤0.60>0.60~≤0.80>0.80~≤1.00>1.00~≤1.20>1.20~≤1.60>1.60~≤2.00>2.00~≤2.50>2.50~≤3.0>3.0~≤3.5±0.025±0.035±0.045±0.05±0.06±0.07±0.08±0.10±0.11±0.14±0.035±0.045±0.05±0.06±0.07±0.08±0.09±0.11±0.12±0.15-±0.05±0.05±0.06±0.07±0.08±0.09±0.11±0.12±0.15±0.04±0.05±0.06±0.07±0.08±0.10±0.12±0.14±0.16±0.17±0.05±0.06±0.07±0.08±0.09±0.11±0.13±0.15±0.17±0.19-±0.07±0.08±0.09±0.10±0.11±0.13±0.15±0.17±0.19/冷轧系列产品【产品牌号及标准】宝钢企业标准相当国外标准说明标准号牌号标准号牌号一般用Q/BQB403Q/BQB402St12SPCCDIN1623JISG3141St12SPCC冰箱等家电外壳、油桶、钢家俱等一般成形加工用。

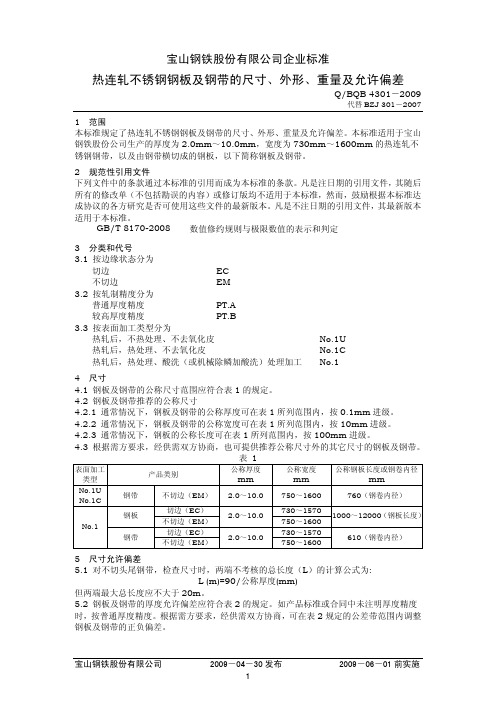
宝山钢铁股份有限公司企业标准热连轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差Q/BQB 4301-2009代替BZJ 301-20071 范围本标准规定了热连轧不锈钢钢板及钢带的尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份公司生产的厚度为2.0mm ~10.0mm ,宽度为730mm ~1600mm 的热连轧不锈钢钢带,以及由钢带横切成的钢板,以下简称钢板及钢带。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170-2008 数值修约规则与极限数值的表示和判定 3 分类和代号3.1 按边缘状态分为切边 EC 不切边 EM 3.2 按轧制精度分为普通厚度精度 PT.A 较高厚度精度 PT.B 3.3 按表面加工类型分为热轧后,不热处理、不去氧化皮 No.1U 热轧后,热处理、不去氧化皮 No.1C 热轧后,热处理、酸洗(或机械除鳞加酸洗)处理加工 No.14 尺寸4.1 钢板及钢带的公称尺寸范围应符合表1的规定。
4.2 钢板及钢带推荐的公称尺寸4.2.1 通常情况下,钢板及钢带的公称厚度可在表1所列范围内,按0.1mm 进级。
4.2.2 通常情况下,钢板及钢带的公称宽度可在表1所列范围内,按10mm 进级。
4.2.3 通常情况下,钢板的公称长度可在表1所列范围内,按100mm 进级。
4.3 根据需方要求,经供需双方协商,也可提供推荐公称尺寸外的其它尺寸的钢板及钢带。
表 1表面加工类型 产品类别公称厚度 mm公称宽度 mm公称钢板长度或钢卷内径mmNo.1U No.1C 钢带 不切边(EM )2.0~10.0 750~1600 760(钢卷内径)切边(EC ) 730~1570钢板不切边(EM ) 2.0~10.0750~1600 1000~12000(钢板长度)切边(EC ) 730~1570No.1钢带 不切边(EM ) 2.0~10.0750~1600610(钢卷内径)5 尺寸允许偏差5.1 对不切头尾钢带,检查尺寸时,两端不考核的总长度(L )的计算公式为:L (m)=90/公称厚度(mm)但两端最大总长度应不大于20m 。
连续铸钢板坯(YB/T2012-2004)一、定义连铸板坯:连铸坯横截面两相对边长度相等,四内角均为90°,长边长度大于短边长度2.5倍的铸坯。
连铸方坯:连铸坯横截面四边长度相等,四内角均为90°的铸坯。
连铸矩形坯:连铸坯横截面两相对边长度相等,四内角均为90°,长边长度不大于短边长度2.5倍的铸坯。
二、尺寸、外形及允许偏差(一)尺寸及允许偏差:单位毫米公称厚度允许偏差公称宽度允许偏差<150 ±4.0 <1000+10-5150~200 ±5.0 1000~1600+15-5>200 ±6.0 >1600+15-10 连铸板坯可按定尺或非定尺交货,定尺长度允许偏差+80mm。
(二)外形允许偏差外形图示外形允许偏差横截面脱方公称厚度<150mm,a ≤4.0mm公称厚度150~200mm,a ≤6.0mm 公称厚度>200mm,a ≤8.0mm镰刀弯每米不大于8mm长度不大于10mm时,≤30mm长度大于10mm时,≤40mm不平度每米不大于15mm,总不平度≤总长度的1.5%鼓肚宽面鼓肚:铸坯厚度最大尺寸与铸坯厚度最小尺寸之差≤1%铸坯宽度侧面鼓肚:≤5%铸坯厚度切斜宽度方向≤25mm厚度方向≤10mm凹陷侧面凹陷≤5mm宽面凹陷≤5mm楔形厚度高低不一的楔形≤3mm宽度宽窄不一的楔形≤20mm(测量时均应距铸坯端面150mm)剪切变形展宽≤10%铸坯厚度三、化学成分(熔炼成分)符合相应标准的规定。
四、浇注应由同一牌号钢水浇注,如不同牌号混浇时,对中间坯应根据实际成分进行判定。
五、头、尾坯切除后应保证板坯无缩孔。
六、低倍:优质非合金钢、特殊质量非合金钢和合金钢每一浇次可取样进行低倍分析。
优质非合金钢、电工用磁性钢按YB/T4003的规定进行评级;不锈钢、耐热钢及合金钢的检验,要求注明缺陷的种类、尺寸、外形及数量。
此条未在公司实行。
七、表面质量1、表面不得有目视可见的重接、重叠、翻皮、结疤、夹杂、深度或高度大于3mm 的划痕、压痕、擦伤、气孔、冷溅、皱纹、凸块、凹坑和深度大于2mm的裂纹。
宝山钢铁股份有限公司企业标准冷连轧碳素结构钢板及钢带Q/BQB 410-2009代替Q/BQB 410-2003 1 范围本标准规定了冷连轧碳素结构钢板及钢带的分类和代号、尺寸、外形、技术要求、检验和试验、包装、标志和检验文件等。
本标准适用宝山钢铁股份有限公司生产的厚度为0.50mm~3.5mm的冷连轧碳素结构钢板及钢带(以下简称钢板及钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222-2006 钢的成品化学成分允许偏差GB/T 223 钢铁及合金化学分析方法GB/T 228-2002 金属材料室温拉伸试验方法GB/T 2523-2008 冷轧金属薄板(带)表面粗糙度和峰值数的测量方法GB/T 2975-1998 钢及钢产品力学性能试验取样位置及试样制备GB/T 4336-2002 碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 20066-2006 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123-2006 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T 20125-2006 低合金钢多元素含量的测定电感耦合等离子体原子发射光谱法GB/T 20126-2006 非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 401 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差3 分类和代号3.1 钢板及钢带按用途区分应符合表1的规定。
表 1牌号用途B240ZK 结构件B280VK 结构件St37-2G 结构件St44-3G 结构件St52-3G 结构件、加强件3.2 钢板及钢带按表面质量区分应符合表2的规定。
宝山钢铁股份有限公司企业标准
不锈钢连铸板坯
Q/BQB 4100-2009
代替BZJ 137-2007 1 范围
本标准规定了不锈钢连铸板坯(以下简称板坯)的尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、运输、储存、标志和检验文件。
本标准适用于宝山钢铁股份有限公司生产的不锈钢连铸板坯。
板坯不得进行纵切。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 226-1991 钢的低倍组织及缺陷酸蚀检验法
GB/T 8170-2008 数值修约规则与极限数值的表示和判定
YB/T 4003-1997 连铸钢板坯低倍组织缺陷评级图
3 订货所需信息
3.1订货时用户应提供以下信息::
a)产品名称;
b)本产品标准号;
c)牌号及对应标准号;
d)尺寸;
e)加工用途;
f)重量或数量;
g)标准中规定应由供需双方协商,并在合同中注明的条款或指标,如未注明,由供方选择;
h)其他特殊要求。
4 尺寸、外形、重量及允许偏差
4.1 尺寸
4.1.1 板坯的公称厚度、宽度及允许偏差应符合表1的规定。
表1 单位:mm 项目尺寸允许偏差
厚度 180、200 ± 5
宽度 750~1600 ±10
4.1.2板坯的长度通常为2000mm~14000mm;定尺和范围定尺的长度为8000mm~12000mm;定尺的长度允许偏差为0mm~+80mm。
经供需双方协商,允许交付一定比率的短尺板坯(长度<8000mm)。
4.2 外形
板坯的外形应符合表2的规定。
4.3 重量
板坯应按实际重量交货。
经供需双方协议,也可按理论重量交货。
5 技术要求
5.1 钢的牌号及化学成分
钢的牌号及化学成分(熔炼分析)及板坯成品化学成分允许偏差应符合宝钢企业标准或其他相关标准的规定。
5.2 表面质量
5.2.1板坯的端面不得有肉眼可见的缩孔、裂纹、高度大于5mm的火焰切割瘤及其它影响最终轧制质量的缺陷。
宝山钢铁股份有限公司 2009-04-30发布 2009-06-01前实施
5.2.2 板坯的表面不得有肉眼可见裂纹、重叠、翻皮、结疤、夹杂、冷溅、耳子、气孔等缺陷。
5.2.3板坯表面不得有深度或高度大于2mm的振痕、皱纹、划痕、压痕、擦伤、凹坑、凸块和发纹等缺陷。
5.2.4板坯如存在上述缺陷时,可进行精整清除。
清除应沿板坯的长度方向进行,端面缺陷应予以割除。
清除深度应按实际尺寸计算。
精整清除缺陷时应保证:
a) 清除处应圆滑成斜坡形,并不得有棱角;
b) 清除宽度应不小于深度的6倍,长度应不小于深度的10倍;
c) 单面精整深度应不大于厚度的10%,同一横截面两相对面的精整深度之和应不大于
厚度的15%;
d) 如精整深度大于厚度的4%,且精整位置又不在连铸板坯宽度方向的中部1/3位置
时,应在板坯长度方向的中心轴线位置,对称修磨相应的体积。
5.3 低倍检验
根据需方要求,经供需双方协议,浇铸时每一浇次可取板坯样做低倍检验,检验方法应符合GB/T 226和YB/T 4003的规定。
缺陷的种类、尺寸、外形及数量,应符合供需双方协议的规定。
6 试验方法
6.1 化学成分分析
6.1.1 板坯的化学成分为熔炼分析成分。
6.1.2 如需进行成品化学成分分析,应在除连铸板坯头、尾外的宽度断面上,分别在连铸板坯厚度方向的1/4位置、3/4位置与宽度方向1/2位置、1/8位置的交叉点上进行取样,所采取的四处试样混合后分析得到的化学成分,视为板坯的成品化学成分。
6.2 尺寸测量
6.2.1 厚度应在离开端面200mm~300mm处避开圆角测量(两端平均厚度)。
6.2.2 宽度应在板坯长度的中部,沿宽度横断面中心点测量。
6.2.3 长度应沿板坯宽面的中心线测量。
6.2.4 板坯厚度用卡尺测量,宽度和长度可用钢卷尺或其它合适的测量工具测量。
6.3 表面质量检验
板坯的表面质量应逐块进行目视检查。
7 检验规则
7.1 组批规则
板坯应按批验收,每批应由同一炉次、同一宽度、同厚度的板坯组成。
7.2 复验规则
如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。
复验结果(包括该项目试验所要求的所有指标)即使有一个指标不合格,则复验不合格。
如复验不合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可逐件重新提交试验和验收。
8 运输、储存、标志和检验文件
8.1 运输和储存
如需方对运输和储存有特殊要求时,应由供需双方协议规定。
8.2 标志
标志应标记在每块板坯的端面或侧面。
标志的内容通常应包括炉号、板坯号等信息。
8.3 检验文件
每批交货的板坯应开具检验文件,检验文件应按需要应注明:供方名称及商标、订货单位、收货单位、合同号、产品名称、标准号及牌号、尺寸规格、炉号、板坯号、交货重量、标准中规定的各项试验结果、交货日期、质量管理部门负责人签字等。
9 数值修约方法应符合GB/T 8170的规定。
附加说明:
本标准代替BZJ 137-2007。
本标准与BZJ 137-2007相比主要变化如下:― 修改了规范性引用文件;
― 修改了钢的牌号及化学成分的规定;
― 修改了低倍的要求。
本标准由宝山钢铁股份有限公司不锈钢事业部部提出。
本标准由宝山钢铁股份有限公司不锈钢事业部部起草。
本标准起草人徐中杰。
本标准于2009年首次发布。