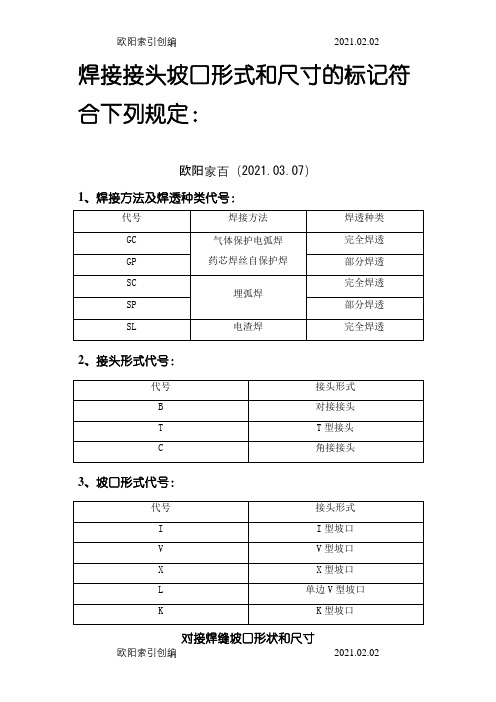
70TQ003.1-2007设备开口接管焊接型式图(一)
- 格式:pdf
- 大小:210.24 KB
- 文档页数:1

压力容器设计技术规定第四版文件编号:THRSGD-2014/A发放编号:受控状态:发布日期:2014年3月1日实施日期:2014年6月1日批准页编制:审核:批准:目次前言 (V)1 总则 (1)2 图纸图幅、图样的要求 (1)2.1 图纸图幅面和图框格式 (1)2.2 比例 (2)2.3 字体 (2)2.4 图线 (2)3 非标压力容器设计数据表 (8)3.1 非标储罐设计数据表(表2) (9)3.2 塔器设计数据表(表4) (15)3.3 非标换热器设计数据表(表5) (17)3.4 夹套容器设计数据表(表7) (19)3.5 常压容器设计数据表(表8) (21)3.6 搅拌容器设计数据表(表9) (23)3.7 大型储罐设计数据表(表10) (24)4 非标压力容器总图(装配图)技术要求 (26)4.1 碳钢、低合金钢制压力容器 (26)4.2 不锈钢制压力容器 (31)4.3 不锈钢复合板制压力容器 (32)4.4 钢制焊接常压容器 (32)4.5 夹套容器 (33)4.6 钢制固定顶大型储罐 (34)5 常规压力容器设计数据表 (36)5.1 压力容器设计数据表(表11) (36)5.2 换热器设计数据表(表12) (39)6 塔器技术要求 (42)6.1 板式塔装配图 (42)6.2 板式塔塔盘部件图 (44)6.3 板式塔板零件图 (44)6.4 填料塔装配图 (45)7 管壳式换热器技术要求 (46)7.1 管壳式换热器装配图 (46)7.2 管板 (47)7.3 折流板、支持板 (48)8 搅拌设备技术要求 (50)8.1 搅拌设备装配图 (50)8.2 搅拌轴 (51)8.3 搅拌器 (51)8.4 轴封装置 (52)8.5 联轴器 (52)9 高压容器(单层)技术要求 (53)9.1 设计数据表 (53)10 零部件技术要求 (57)10.1 锻制零件 (57)10.2 法兰、法兰盖 (57)10.3 人孔、手孔 (57)10.4 补强圈 (58)10.5 螺栓 (58)10.6 螺柱 (58)10.7 螺母 (58)10.8 视镜 (58)10.9 玻璃板液位计 (59)10.10 玻璃管液位计 (59)10.11 磁翻板(柱)液位计 (59)附录A(规范性附录)容器分片、分段制造、试验和运输要求 (60)附录B(规范性附录)固定式压力容器风险评估报告 (63)前言为了加强压力容器设计的管理,确保压力容器产品的设计质量,依据TSG R1001《压力容器压力管道设计许可规则》、TSG R0004《固定式压力容器安全技术监察规程》的规定,在公司质量保证体系文件《质量手册》和《管理制度》的基础上,依据国家压力容器相关标准和公司实际,编制了公司的压力容器设计技术规定,各级设计人员必须严格遵守并执行本规定。

管件的分类1、接头类刚性接头挠性接头内丝接头外丝接头内外丝接头单丝接头双丝接头丝扣接头平面游任阳丝游任阴丝游任内外牙游任仪表接头止阀接头压力表接头燃气表接头卡套式接头扩口式接头焊接接头承口接头快速接头气动快速接头液压快速接头异径直通管道减震器有边接头异径有边接头直接头翻边接头管束活接头半管接头旋转接头吹扫接头管道修补器补偿器哈夫节光面接头关节接头防盗接头可曲挠橡胶接头传力接头鞍型接头卡箍胶管接头格林接头外接头卫生级接头2、弯头类沟槽式弯头卡套式弯头对焊弯头承插弯头可曲挠橡胶弯头内牙弯头外牙弯头内外牙弯头带边弯头带座弯头异径弯头无缝弯头法兰弯头双承弯头卫生级弯头45°弯头180°3、三通类正三通异径三通斜三通 Y三通瓶型三通机械三通鞍形三通沟槽式三通对焊三通承插三通卡套三通内牙三通暖气专用三通内外牙三通螺纹三通外牙三通消音三通顺水三通带边三通锻制三通无缝三通卫生级三通4、四通类正四通斜四通机械四通等径四通异径四通平面四通立体四通沟槽四通对焊四通丝扣四通承插四通无缝四通卫生级四通5、异径管类同心异径管偏心异径管沟槽式异径管卫生级异径管焊接异径管内螺束节螺纹异径管外螺束节高压异径管双承异径管6、法兰类沟槽式法兰平插法兰平焊法兰对焊法兰高径法兰盲板法兰带颈法兰承插焊法兰卫生级法兰7、弯管类过桥弯管压力表弯管急弯弯管 U型弯管S型弯管8、管帽类六角管帽圆管帽对焊管帽封头圆封头椭圆封头锥型封头无直边封头堵头丝堵快装堵头闷盖盲片9、管配件六角卜申修补棒管卡分水器管座.密封垫片种类及其适用范围各类机器设备尤其是各类压力容器、管道和阀门等广泛使用垫片密封结构。
最简单的垫片为平垫片,整个垫片为同一材料组成,作机械设备一般接合面的静密封,如减速箱的密封等。
理想的垫片结构应表层为塑性层,而内层为弹性体,塑性表面层保证密封而相互紧贴甚至嵌合,而内层允许补偿密封面的少许分离并在密封而上经常保持一定大小的压缩应力。
内部备忘录
提出部门:技术部提出人
送达部门
抄送部门
主题: 焊制三通坡口加工指导
日期: 11月02日
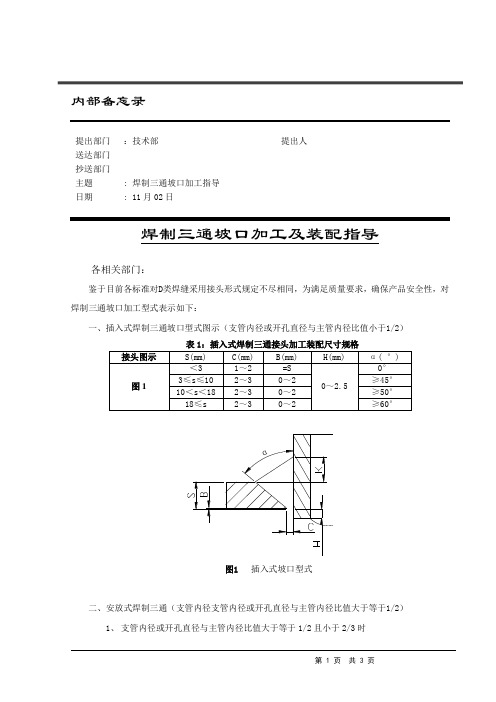
焊制三通坡口加工及装配指导
各相关部门:
鉴于目前各标准对D类焊缝采用接头形式规定不尽相同,为满足质量要求,确保产品安全性,对焊制三通坡口加工型式表示如下:
一、插入式焊制三通坡口型式图示(支管内径或开孔直径与主管内径比值小于1/2)
表1:插入式焊制三通接头加工装配尺寸规格
图1 插入式坡口型式
二、安放式焊制三通(支管内径支管内径或开孔直径与主管内径比值大于等于1/2)
1、支管内径或开孔直径与主管内径比值大于等于1/2且小于2/3时
图2 1/2≤支管内径或开孔直径与主管内径比值<2/3
2、支管内径或开孔直径与主管内径比值大于等于2/3时,焊制三通接头加工装配尺寸规格
如图3所示。
图3 支管内径或开孔直径与主管内径比值≥2/3
三、倾斜接管连接的焊制三通接头加工装配尺寸规格如图4所示。
图4 倾斜接管连接
四、带补强的接管连接的焊制三通接头加工装配尺寸规格如图5所示。
图5 带补强的接管连接
本指导未对Q/AXL J 0504-2010《焊制三通加工工艺规程》的补充。
技术部
2010-11-02。

三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
焊接工艺基础知识1.1 焊接接头的种类及接头型式用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。
其中以对接接头和T形接头应用最为普遍。
(一)对接接头两件表面构成大于或等于135°,小于或等于180°夹角的接头,叫做对接接头。
在各种焊接结构中它是采用最多的一种接头型式。
钢板厚度在6mm以下,除重要结构外,一般不开坡口。
厚度不同的钢板对接的两板厚度差(δ—δ1)不超过表1—1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选取;否则,应在厚板上作出如图1—1所示的单面或双面削薄;其削薄长度L≥3(δ—δ1)。
图1—1 不同厚度板材的对接(a)单面削薄, (b)双面削薄表1-1较薄板厚度δ 1 ≤2~5 >5~9 >9~12 >12允许厚度差1 2 3 4(δ—δ1)(二)角接接头两焊件端面间构成大于30°、小于135°夹角的接头,叫做角接接头,见图1—2。
这种接头受力状况不太好,常用于不重要的结构中。
图1—2 角接接头(a)I形坡口;(b)带钝边单边V形坡口(三)T形接头一件之端面与另一件表面构成直角或近似直角的接头,叫做T形接头,见图1—3。
图1—3 T形接头(四)搭接接头两件部分重叠构成的接头叫搭接接头,见图1—4。
图1—4 搭接接头(a)I形坡口, (b)圆孔内塞焊; (c)长孔内角焊搭接接头根据其结构形式和对强度的要求,分为不开坡口、圆孔内塞焊和长孔内角焊三种形式,见图1—4。
I形坡口的搭接接头,一般用于厚度12mm以下的钢板,其重叠部分≥2(δ1+δ2),双面焊接。