数控倒角倒园G01指令
- 格式:doc
- 大小:61.00 KB
- 文档页数:3
关于倒C角、R角以及任意角A的编程说明
因机床与编程系统不同,程序指令的定义也不同,请以机床程序说明书为准,此文仅供交流学习使用。
一、倒C角与倒R角
格式:G01 X—Z—C—
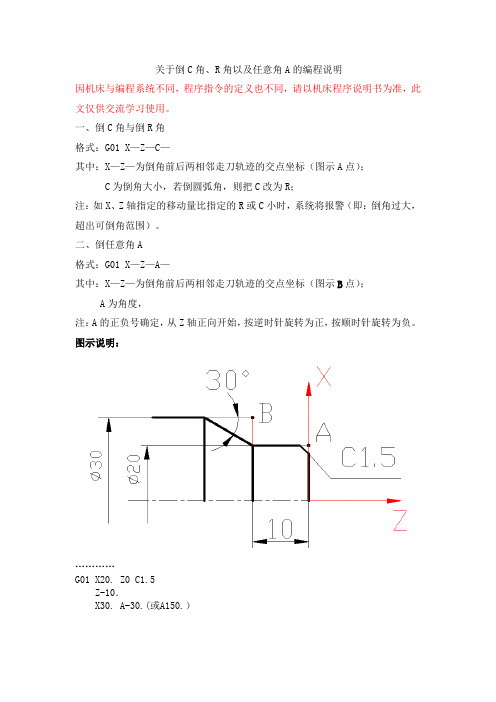
其中:X—Z—为倒角前后两相邻走刀轨迹的交点坐标(图示A点);
C为倒角大小,若倒圆弧角,则把C改为R;
注:如X、Z轴指定的移动量比指定的R或C小时,系统将报警(即:倒角过大,超出可倒角范围)。
二、倒任意角A
格式:G01 X—Z—A—
其中:X—Z—为倒角前后两相邻走刀轨迹的交点坐标(图示B点);
A为角度,
注:A的正负号确定,从Z轴正向开始,按逆时针旋转为正,按顺时针旋转为负。
图示说明:
…………
G01 X20. Z0 C1.5
Z-10.
X30. A-30.(或A150.)。


简述倒角和倒圆的命令1.引言1.1 概述倒角和倒圆是一种常用的CAD命令,在设计和制造过程中起着重要作用。
这两个命令可以使我们的物体的边角变得更加平滑和美观。
倒角(Chamfer)命令主要用于改变物体的棱角形状。
它通过将原本的尖锐棱角改为平滑的斜面来实现这一目的。
倒角的角度可以根据设计需求进行调整,常见的有直角倒角、斜角倒角等。
倒圆(Fillet)命令则是用来将物体的尖锐转角变为圆弧形状。
倒圆可以让物体的边缘变得更加柔和,并且有利于提高物体的抗疲劳性能。
同样,倒圆命令也可以根据需要调整圆角的半径大小,以满足设计要求。
这两个命令的使用方法十分简单,我们只需要选中需要进行处理的边角,然后调用相应的倒角或倒圆命令即可。
在CAD软件中,倒角和倒圆命令通常都会提供一些参数选项,比如倒角/倒圆的半径、距离等,用户可以根据需要进行调整。
总的来说,倒角和倒圆命令是CAD设计中常用的工具,它们可以使物体的边缘更加平滑,更加符合美学和实用要求。
在实际应用中,倒角和倒圆命令可以广泛用于各个领域,比如机械设计、建筑设计等。
掌握了这两个命令的使用方法,可以提高我们的设计效率,并且使设计出来的物体更加符合实际需要。
1.2文章结构1.2 文章结构本文将首先介绍倒角和倒圆命令的概念和作用,然后详细说明它们的使用方法。
最后,我们将对这些命令进行总结,并讨论它们在实际应用中的范围和重要性。
在引言部分,我们将对整篇文章进行概述,介绍倒角和倒圆命令的背景和意义。
随后,我们将详细介绍文章的结构,并简要描述每个部分的内容。
在正文部分,我们将分为两个小节,分别介绍倒角命令和倒圆命令。
在2.1小节中,我们将定义和解释倒角命令的作用,然后提供详细的使用方法和示例。
在2.2小节中,我们将以同样的方式介绍倒圆命令。
在结论部分,我们将对倒角和倒圆命令进行总结,强调它们的重要性和应用范围。
我们还将探讨这些命令在不同领域的实际应用,并讨论可能的发展方向和未来趋势。
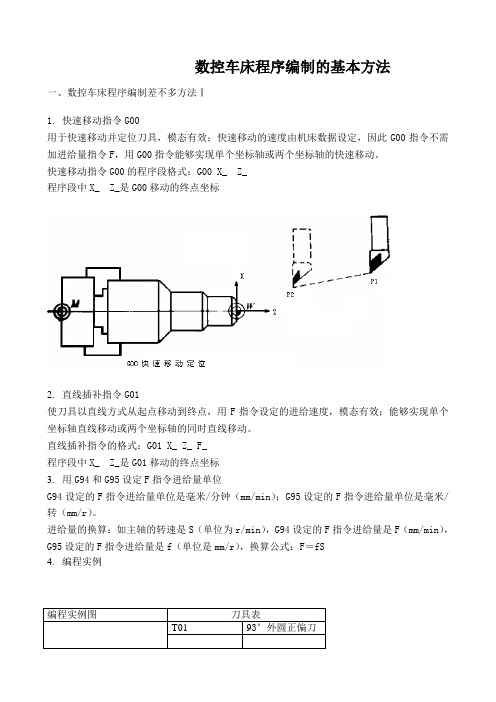
数控车床程序编制的基本方法一、数控车床程序编制差不多方法Ⅰ1.快速移动指令G00用于快速移动并定位刀具,模态有效;快速移动的速度由机床数据设定,因此G00指令不需加进给量指令F,用G00指令能够实现单个坐标轴或两个坐标轴的快速移动。
快速移动指令G00的程序段格式:G00 X_ Z_程序段中X_ Z_是G00移动的终点坐标2.直线插补指令G01使刀具以直线方式从起点移动到终点,用F指令设定的进给速度,模态有效;能够实现单个坐标轴直线移动或两个坐标轴的同时直线移动。
直线插补指令的格式:G01 X_ Z_ F_程序段中X_ Z_是G01移动的终点坐标3.用G94和G95设定F指令进给量单位G94设定的F指令进给量单位是毫米/分钟(mm/min);G95设定的F指令进给量单位是毫米/转(mm/r)。
进给量的换算:如主轴的转速是S(单位为r/min),G94设定的F指令进给量是F(mm/min),G95设定的F指令进给量是f(单位是mm/r),换算公式:F=fS4.编程实例编程实例图刀具表T01 93°外圆正偏刀切削用量主轴速度S 500r/min进给量F 0.2mm/r切削深度a p小于4mm 加工程序程序注释SK01.MPF 主程序名N10 G90 G54 G95 G23 S500 M03 T01 设定工件坐标系,主轴转速为500 r/min,选择1号刀,用G95设定进给量F单位(N10 G90G54G94G23S500 M03 T01)或用G94设定进给量F单位N20 G00 X18 Z2 快速移动点定位N30 G01 X18 Z-15 F0.2 车ø18外圆,进给量F=0.2mm/r(N30 G01 Z-15 F100) 车ø18外圆,进给量F=100mm/minN40 X24 车台阶面N50 Z-30 车ø24外圆长30mm(比零件总长加割刀宽度略长)N60 X26 车出毛坯外圆N70 G00 X50 Z200 快速移动点定位至换刀点N80 M05 主轴停止N90 M02 程序终止二、数控车床程序编制差不多方法Ⅱ1.绝对尺寸G90和增量尺寸G91分别代表绝对尺寸数据输入和增量尺寸数据输入,模态有效。
G代码功能说明指令格式G00 快速定位 G00 X__ Y__ Z__G01 直线插补 G01 X __ Y __ Z__;一般直线插补模式 N100 G01 X__ Y__, C__N105 G01 X__ Y__ ;转角倒角模式,C__ :假想转角处到倒角切削开始点或终点的距离 N100 G01 X__ Y__ ,R__N105 G01 X__ Y__ ;转角倒圆角模式,R__ :转角的圆弧半径,N100和N105的交点处执行圆角倒角 G17;G01 A_X_(Y_);直线角度模式A:直线与平面第一轴的夹角X:终点的X坐标G02 圆弧插补(顺时针) G02 X__ Y__ R__ F__R :圆弧半径G03 圆弧插补(逆时针) G03 X__ Y__ R__ F__G04 暂停 G04 X__或G04 P__G02.1 渐开线插补(顺时针) G02.1 X__ Y__ I__ J__ F__ P__I,J :圆弧中心坐标P :螺距数,回转数G03.1 渐开线插补(逆时针) G03.1 X__ Y__ I__ J__G02.3 指数函数插补(正转) G02.3 X__ Y__ I__ J__ R__ F__ Q__I、J:角度;R:定数值;F:初期进给速度;Q:终点进给速度。
G03.3 指数函数插补(反转) G03.3 X__ Y__ I__ J__ R__ F__ Q__I、J:角度;R:定数值;F:初期进给速度;Q:终点进给速度。
G05 高速高精度制御Ⅰ G05 P10000 ;高速高精度制御开启 G05 P0 ;高速高精度制御关闭G05 P3 ;高速加工开启G05 P0 ;高速加工关闭G05.1 高速高精度制御Ⅱ G05.1 Q1 ;高速高精度制御开启 G05.1 Q0 ;高速高精度制御关闭G05.2 Q2 X0 Y0 Z0;自由曲面高精度模式开启G05.1 Q0 ;自由曲面高精度模式关闭G07.1 圆筒插补 G07.1 C__C:圆筒半径G09 正确停止检查 G09G10 程式参数输入/补正输入 G90 G10 L2 P__ Xp__Yp__Zp__G91P:0 外部工件坐标1 G542 G553 G564 G575 G586 G59P为0~6以外数字时,P之值视为1。
数控编程常用代码
一、G代码
在数控编程中,G代码是控制机床进行具体动作的命令代码。
以下是一些常用的G代码:
•G00:快速移动,用于快速定位工件或切削工具。
•G01:直线插补,用于直线运动。
•G02:圆弧插补,顺时针方向。
•G03:圆弧插补,逆时针方向。
•G20:英制单位下的尺寸指令。
•G21:公制单位下的尺寸指令。
二、M代码
M代码是机床执行一些辅助功能的指令代码。
以下是一些常用的M代码:
•M00:暂停程序。
•M03:主轴正转。
•M05:主轴停止。
•M08:冷却液开。
•M09:冷却液关。
三、常用变量
在数控编程中,还会用到一些常用的变量,例如:
•N:程序序号,用于标识程序中的每一行。
•X、Y、Z:用于指定工件在三个坐标轴上的位置。
•I、J、K:用于指定圆弧的中心坐标或增量值。
•F:进给速度。
•S:主轴转速。
四、样例代码
下面是一个简单的数控编程样例:
N10 G00 X0 Y0 Z0
N20 M03 S1000
N30 G01 X100 Y50 F200
N40 G02 X200 Y0 I100 J-50
N50 G03 X0 Y0 I-100 J50
N60 M05
N70 M30
五、总结
数控编程是现代制造业中一项重要的技术,通过合理运用G代码、M代码和变量,可以实现对机床的高效控制,提高生产效率和产品质量。
以上是关于数控编程中常用的一些代码和变量的介绍,希望对初学者有所帮助。
计算1×45的倒角,倒去部分的每条直角边长度就都是1mm,数控编程时,G01走斜线,Z方向的长度就是1mm,X直径方向因为工件是旋转的,计算时要按2倍算,如工件外径25mm,在外圆上倒角1×45。
X23Z0,倒角结束时的坐标为X25 Z-1 ,这个倒角是从工件端面向外圆方向倒角。
如果不是45度倒角,那就要用直角三角函数计算相应坐标。
例子:外圆为100的产品端面倒角3X45°。
G00X94.Z30 Z1G 1Z0.F0.3X 100.Z-3.U1.W-0.5G 0Z30。
其中X94是倒角起点直径值。
X100.Z-3.是倒角终点值。
U1.W-0.5是倒角延伸防止有倒角台阶。
扩展资料:一般倒角的作用是去除毛刺,使之美观。
但是对于图纸中特别指出的倒角,一般是安装工艺的要求,列如轴承的安装导向。
还有一些圆弧倒角(或称为圆弧过渡)还可以起到减小应力集中,加强轴类零件的强度的作用。
此外,还可以使装配容易,一般在加工结束之前进行。
在农机零件上,特别是圆形配件和圆孔的端面往往加工成45°左右的倒角。
这些倒角具有多方面的功能,在维修作业中一定要认真进行查看。
并且充分加以利用,否则会给农机维修带来许多困难,甚至引发意想不到的故障。
如在螺栓等小零件成型工艺之前,也会进行倒角,为的是料方便进入成型模数控倒角运用编程计算方法:数控编程中倒角具体算法,比方说车出一个0.7乘以45°的倒角,0.7是不是就是指Z向距离,X向的距离是不是就是用0.7乘以45°的正切值计算得。
0.7是指Z的距离。
在数控上编程时倒45度角,Z轴是X轴的一半。
举个外圆倒角编程的例子:假如外圆X30倒0.7乘45度角。
G0 X27.6 Z0.5 G1 X30 Z-0.7 F50。
Z0.5是距离产品50丝定位,X27.6是因为Z是从0.5开始的所以0.5加0.7等于1.2,然后用30减去(1.2乘2)。
一、引言数控加工是现代制造业中常见的加工方式,其精度高、效率高、重复性好的特点受到了广泛的应用。
数控编程是数控加工的重要组成部分,是实现自动化加工、提高加工效率的关键。
在数控编程中,G代码是常见的一种编程方式,其中G00、G01和G03是常用的数控编程代码。
本文将对这三种代码进行详细介绍,以帮助读者更好地理解和掌握数控编程技术。
二、G00代码G00代码是数控编程中的快速定位指令,它用于控制刀具在加工过程中的快速移动。
在G00代码中,刀具以最大速度移动到指定位置,无论是直线还是曲线路径都可以采用G00代码进行快速移动。
在实际应用中,G00代码常用于刀具的快速定位和空移,以提高加工效率。
下面是一个G00代码的编程示例:N10 G00 X100 Y100 Z50在上述示例中,N10为行号,G00为G代码,X100、Y100、Z50为刀具在三个坐标轴上的目标位置。
这条指令表示刀具以最大速度移动到坐标为(100,100,50)的位置。
三、G01代码与G00代码不同,G01代码是用于控制刀具在加工过程中的线性插补指令。
在G01代码中,刀具以设定的速度沿直线路径移动到目标位置。
G01代码常用于数控加工中的直线插补,能够实现高精度的直线加工。
下面是一个G01代码的编程示例:N20 G01 X150 Y150 Z80 F200在上述示例中,N20为行号,G01为G代码,X150、Y150、Z80为刀具的目标位置,F200为刀具的进给速度。
这条指令表示刀具以速度为200的进给速度沿直线路径移动到坐标为(150,150,80)的位置。
四、G03代码G03代码是数控编程中的圆弧插补指令,用于控制刀具在加工过程中沿圆弧路径移动。
在G03代码中,刀具以设定的速度沿指定的圆弧路径移动到目标位置,能够实现高精度的圆弧加工。
下面是一个G03代码的编程示例:N30 G03 X200 Y150 Z100 I50 J0在上述示例中,N30为行号,G03为G代码,X200、Y150、Z100为刀具的目标位置,I50、J0为圆弧的半径和圆弧中心相对起点的偏移量。
2 )圆弧倒角
格式:G01X__Z__R__:
功能:圆弧倒角G01,指令刀具从A点到B点,然后到c点(见图1一11)。
说明:X、Z:在G90时.是两相邻直线的交点,即G点的坐标值;
在091时,是G点相对于起始直线轨迹的始点A点的移动距离。
R:是倒角圆弧的半径值。
实例:例图2
%1012(见图2 ) (绝对指令编程)
N1 G92 X70 Z60
N2 G90 G01 XO Z70F300 M03
N3 G01 X26 C3
N4 Z48 R3
N6 Z0
N7 G00 X70 Z60
N8 M05
N9 M30
%1112(噌量指令编程)
N1 G92 X70 Z80
N2G91 G00X—70Z—10
N3 G01 X26 C3 F300
N4 Z—22 R3
N5 X39 Z—14C3
N6 Z—34N7 G00 X5 Z80
N8 M30
注:
1 、使用增量指令编程进行倒角控制时,如O1112程序的N3、N4程序段,其指令必须汾别从点D、G开始计算距离,而不是从点E、H开始。
2 、单段工作方式下,刀具将在点D、G处停止前进,而非停于E、H点。
3 、在螺纹切削程序段中不得出现倒角控制指令。
4 、如X、Z轴指定的移动量比指定的R或C小时,系统将报警。
5 、在G01 状态下C 、R 指令均出现时,以后出现的为准。